�͝{���A���y�Tĥ�pԭ��������A��
������B�˴��ѻ��b���͝{���A���y�T�l��ĥ�p��©�ĬF�������γ�ĥ�p�����w���|���y�T���|�Ͳ�������ԭ������˿����͚�y�������Ĕy����������ѭ�h�͝{�д����ĺ������䌦�y�T���ٱ����ĥ�p����ȡ���y�wͨ���ȱڼ��l��ɂ����כ_ˢĥ�p�IJ�λ�ȹ̶�һ�����W���������g�r�τ����r��( Al2O3 ) ���������A���y�T��ĥ�p�������A��ĥ�p�Ĵ�ʩ��
1������
�����ڴ��ѻ��b�����͝{ѭ�h��������Ҫ��ϴ�췴���͚�y���Ĺ��w�w�������ڱM���ߵĜض���ȡ�����s����һ�������ᣬ���Cһ�����͝{�������������a�У�������ϵ�y�\�����^����͝{ѭ�h�����Խ����͝{�ڷ��s��ͣ���r�g����ֹ�͝{ϵ�y�Y�����͝{�Þ��b���ṩ�͝{ѭ�h�������͝{��ͨ����һ�_���乲3 �_�á����õ�2 �_��ͨ�^�͝{�A���y�T�A����w���_���\�б��ڳ��F���ϵ���r�£����ñ��܉r�ГQ�����b�þ��иߜء���ȼ�ױ��ʹ����a��ĥ�p�����c���b�õ�ѭ�h�͝{�����y�T����|���еĴ������٣�����ʹ�y�T�l��ĥ�p��©���y�w�������F�͝{��й���¹ʡ�
2���Y������
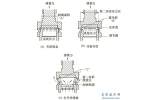
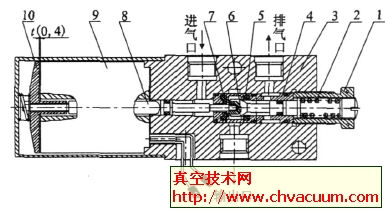
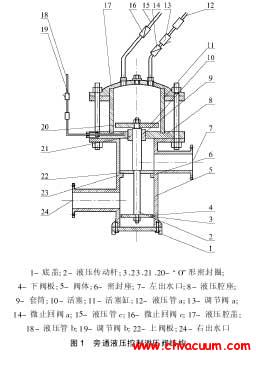
������3 �_�͝{���У��\�бõ��A���y�T̎��ȫ���P�]��B�����ñõ��A���y�T�_��̎�ڿ��Ơ�B���A���y�T�_���^��������\�бó�գ��������ӣ��_���^С����ɂ��ñò��ܳ���A�ᣬ�_�������õ�Ŀ�ġ��F���A���y�T����̖�Ͳ�������Ҋ��1�����͵��͝{���|Ҋ��2��
3�����r�l��
����3.1�� ʹ����r
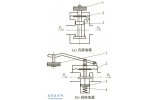
�������b�����a�У��͝{���A���y�T�l��ĥ�p�a����©��ʹ����rҊ��3��2001 ��ǰʹ�õĿ����y�T��Z41H -25���y�w���|��20 # ̼䓣��l����|��Cr13 ϵ���P䓡����b��������ͣ���z�ޕr����z�y�T�l�F�l��ĥ�p���أ��S�����Qͬ����̖�y�T��Ͷ��ʹ�á�2003 ���y�T�l����|�Ğ�Ӳ�|�Ͻ�2006�����y�w���|�������t�fϵ䓣�2009 ���Ɇ��y���ƸĞ��p�y���ƣ�2012 �����p�y��������3 �_�y���ƣ�������Ҋ�D1��2013 �꣬�����͝{��P - 208 /2�A��3 �y�е����g�����y�T�y�wĥ�p�_�ף��ߜ��͝{�����w�R��̎���^���аl�F3 �_�y�T�е����y�����yҲ���ڇ��ص�ĥ�p��©�F��ʹ���͝{�ñ��w�����g�A���y�T�����г�й���ͽ��أ��o�������x���������ڱ��w�y�T���A���y�T���l�������ă�©�������г�Ҳδ����ɸ��Q��
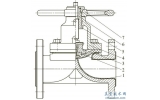
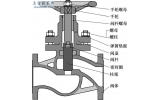
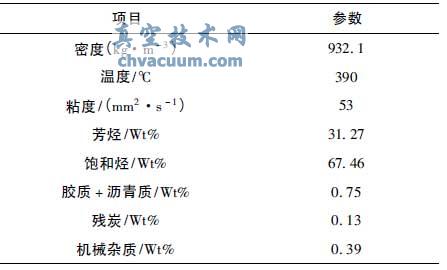
��1 �y�T��̖�Ͳ�������
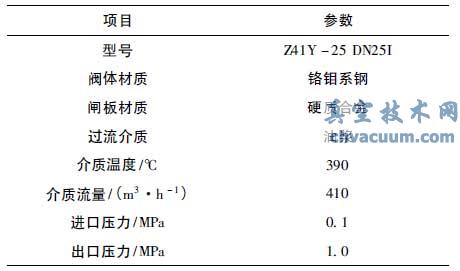
��2 ���͵��͝{���|
��3 �A���y�T��ʹ����r�yӋ
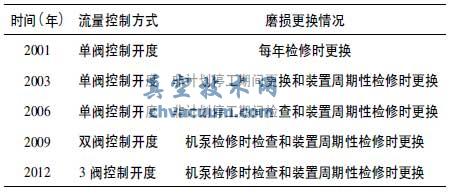
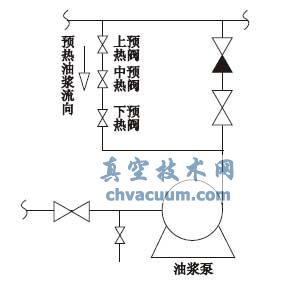
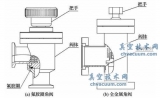
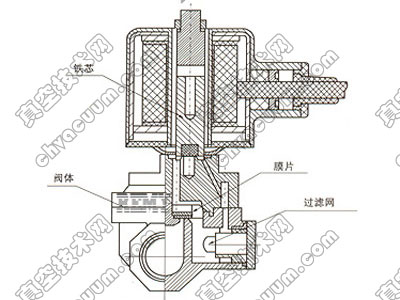
�D1 �͝{���A������
����3.2���ܓp��B
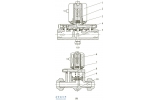
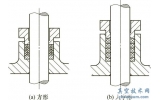
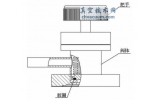
������z���y�T��ĥ�p��rҊ�D2 �͈D3��
����(1) �l�����w�ʬF��C��߉�������淺�����Ľ��ٹ�ɣ������⻬��

(a) ��C���l��(b) �߉��������
�D2 ĥ�p���l��

�D3 ĥ�p���y�w
����(2) ����ĥ�p�_�s10mm��
����(3) ����ĥ�p�����@�IJ�Ҏ�t���ۣ���ȼs��5mm��
����(4) �����y���ĸ߉����^��ĥ�p��d�^���͉���ĥ�p�鰼�۠�pʧ�s8mm��
����(5) �y�w�����U���y���Ȃ�ĥ�p�Ѓɵ��ϲۣ���ĥ�p�_��̎���죬�������5mm���_��̎���s��2mm��
4��ԭ�����
�����A���y�T��ĥ�p��Ҫ��ĥ��ĥ�p��͡�Ӳ�����͙Cе�s�|���y�ȱ���Ħ���^���У�Ӱ��������ĥ�p����Ҫ���ذ������|�ě_���d�ɡ�ĥ�ϵ�Ӳ�Ⱥ��w����С�������\�ӵ���r���h�����|�Լ����ϵĽM�������ܵȡ�
����4.1�����|
�������͝{�����|֪�����͝{�к���0. 13% �Ě�̿��0. 39%�ęCе�s�|���������ʹ�����ѭ�h�^���Ќ��O��ĥ�p�a���Ľ����w�����֡��b��ʹ�õ����ͷ�ʯ������һ�NӲ������������ĥ�pָ��≤2. 5%�����^�ѷe�ܶ�( ABD) ��0. 7 �� 1. 0 ֮�g����ĥ�p�����^�ߣ����b�Ã�ѭ�h�rĥ�p�ʵͣ�����Ӳ���������ĥ�p���O�䡣
�����͝{�������A���y�T�r�������͙Cе�s�|�����ܶ��^��һ����_ˢĥ�p�y�����l�����Dz��֣���һ���������u���e���y���ȡ����y�T�P�]�r���ѷe�Ĵ����͙Cе�s�|�A���y�����l��֮�gʹ�䲻���γ���ȫ�ܷ⣬Ħ�����g�g϶Խ��Խ��Ӳ�ȵĴ����͙Cе�s�|�ڸ��������L�ڛ_ˢײ���l�壬�ӄ��y�T�ܷ����ĥ�p��
����4.2������
����(1) ����A���y�T�����͝{���������ڂ��ñÂ������g̎�ڰ��_��B( �s20%) �����Բ����l��̎���L�r�g���͝{�_ˢĥ�p�У��������l����y������Dz��ֱ�¶�����w���|�У�����l��ǰ�벿�֡��y��������ĥ�p���ء�
����(2) �y�T�_���P�]���������l����������y�T�����^���д����șCе�s�|���y�T׃�ٛ_ˢĥ�p�ӄ���
����(3) �A���y�T���_�IJ���������2 �_�y�T����ȫ�_��B���������g�y�T���������������g�y�Tĥ�p���صĹ��Ϡ�r�£����Ԍ�����Ч�г����x���M�и��Q�����H�����У�����ʧ�`��3 �_�y�Tȫ�����ڿ����_�ȵİ��_��B�����3 �_�y�Tȫ�����F��ͬ�̶ȵ�ĥ�p��
����4.3�����|
�����M���A���y�T�y�w���|��̼����������t�fϵ䓣��l����|��Cr13 ��������Ӳ�|�Ͻ𣬵��ǏČ��H���õ�Ч�������������ܝM���A���y�T�ߜ���ĥ�p��Ҫ��Ӳ�|�Ͻ��mȻ��һ�N���иߏ��ȡ���Ӳ�ȡ���ĥ�����g���ߜغ͟���Ûϵ����С�IJ��ϣ����S�������I�lչ��߀����Ҫ�Mһ���������ĥ�p���ܡ��t�fϵ�Ͻ���ڟ��ͺͻ����O����ʹ�ã���Ҫ����߿��䡢���������������������g���ã�ͬ�r��һ�N�͟�䓣�ʹ�Üضȿ����_��500�棬���ǿ�ĥ�p���������ޡ�
5�����ƴ�ʩ
���������A���y�T�a��ĥ�p��ԭ�Ĺ�ˇ���|���������ƣ��y�T�IJ����x��ͽY�����M��������A�����ƴ�ʩ��
����5.1�������͝{���|�д����͙Cе�s�|����
�����M�����a��ˇ�l������r�£��ڸߜ��͚��M����s��֮ǰ�M���ܶ�Č��������x���գ��p���͚�y����ʯ�����Ĕy�������Ķ�����ѭ�h�͝{�д����ĺ�����ͬ�ӣ����������Ľ��ͣ�Ҳ�����ʹ��������ٲ��|�O��ĥ�p�a���Ľ����w���Cе�s�|������ʹ���͝{�ЙCе�s�|����С��0. 39%���������ͣ��ĸ����Ͽ����A���y�T��ĥ�p��
����5.2�������A���y�T���\��r
����(1) 3 �_�A���y�T�У�ֻ�����g�y�T�����A�������������y�T�t��ȫ�_�������ڸ��Qĥ�p�����g�����y�T���p���y�Tĥ�p�Ĕ�����
����(2) �͝{����һ�_����Ğ�һ�_һͣһ���ģʽ��ƽ�r����1 �_�͝{�ã�����ԭ2 �_�����͝{���е�����1 �_ֹͣ���ã���ȫ�P�]3 �_�A���y�T�Ԝp���y�T��ĥ�p������
����(3) ���b�����װ塣ͨ�^�y�����ñ���Ч�A��r�ı���ضȣ������͝{���A������Ҫ����С�͝{���������������ӹ������װ尲�b���A������y�T֮ǰ�Ĺ�·�ϣ������װ�߀��������һ���։������p���yǰ�y�����������٣��p���͝{���l����d�ɛ_���������y�T�t��ȫ�_���������c���H�������ơ��������Hĥ�p��r���ڸ��Q�����װ壬�����o�A���y�T����ĥ�p��
����(4) ��׃�A����|���b�õĻ؟��͜ضȺ��͝{�ض���������|���ƣ��؟��ͱú��͝{�ó��ډ����ஔ�����ҽ��|�д�������ϡ�١��Ļ؟��ͱó��ڹܵ���һ�A���֧��ͨ�^�؟����A���͝{�ã����Ԝp���A���y�T������Ȝp��ĥ�p��
����5.3��������ĥ��������y�T�Ŀ�ĥ�p����
����(1) ʹ����ĥ��l����y�w����ĥ��������������ĥ�����������䓷N�����ڛ_���d�������°l���_��Ӳ���ĸ��i䓣����i䓵Ļ��W�ɷ����c�Ǹ�̼���i���T����ͺ�ʹ�á�
����(2) ���y�wͨ���ȱڼ��l��ɂ����כ_ˢĥ�p�ĵط��ȹ̶�һ�����W��Ȼ�������g�r�τ����r��( Al2O3) ���Ķ�����y�T���ߜء���ĥ�p���ܣ����L�y�T��ʹ�É�����
����(3) ���y�w�כ_ˢ��λ�����r���Ӳ�|�Ͻ��ӵı����χ�Ϳ��ĥ�Ͻ��ӣ�ʹ�y�T����ĥ�p���ܵõ���ߡ�
����(4) �l�塢�y�w�����r�����þ��Ѓ�����ĥ�p�Ե�����䆽Y���մɲ��ϣ�����Ӳ�ȸ��_HRA87���ϣ��ܳ��ܸ������w��Ӳ�w�����|�ě_�g��
6���Y�Z
�����b�ò����ˏĹ�ˇ���a������A�����ƴ�ʩ���¸��Q���A���y�T�\��3 ���£��]�аl�F��©�F��
���������b���\�Р�B�²��߂�ʩ���l������׃�A����|�Ĵ�ʩ��������ͣ���z������ɡ���߿����y�T��ĥ�p���|�Ĵ�ʩ���ڴ��ѻ��b�õĻ��y�ȴ����طN�y�T�ϑ����^�࣬�����͝{ϵ�y���õ���С���y�T��߀�]�еõ�ʹ�á����ѻ��b���͝{ѭ�hϵ�y�͝{���A���y�T��ĥ�p�����a��ˇ���y�T���w���|�ȾC��������ɵģ������y�T�Ĺ����h���ͺ����x���y�T�IJ��|���������L�y�T��ʹ�É����������ʯ�͡�������ұ�𡢲ɵV����ˮ̎���ȹ��I�I�������挦��ĥ�p�ߜصȐ��ӹ��r��������ĥ�y�T���о����OӋ����������˸��ߵ�Ҫ���|�Ŀ���ĥ�p�y�T���ܝM��F�����I���L�����\��Ŀ�ˡ�