�ߜظ߉�늄��l�y��©ȱ��̎���·���
����2008��4�£�ij�������˾6̖�CA��늄������T���y�T�{���г��^��������y����|��ēp�ģ�����y�T��©������Ӱ푙C�M��ȫ�\�У�����ُ�I�y�T���Q����r���Ҹ��Q�����L�����˱M��̎��ȱ�ݣ����ޏ��^���в����yо�c�y���F���������䷽ʽ�����s�̙z�ޕr�g��ͬ�r����ͬ����O��ȱ�ݵ�̎���ṩ���µķ����͌��F��
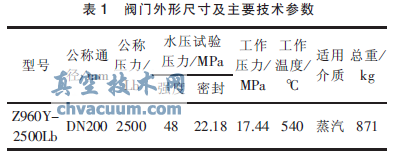
����ij�������˾135MW�C�M���Ϻ���݆�C����˾���a�ij��߉������g�ٟᡢ�p���p���������S���_������ʽ��݆�C���������~��������13.24MPa���������~���ضȣ�535��;��߉�����13.73MPa����ߜض�540��;��͉�����12.75MPa����͜ضȣ�520�棬�~���D�٣�3000r/min���������Ƀ�·(A��B��)��늄������T���Ԅ������T���{�����T��4�������M��߉��ס�
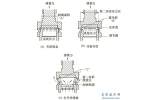
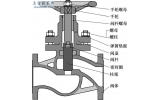
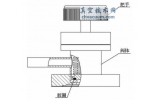
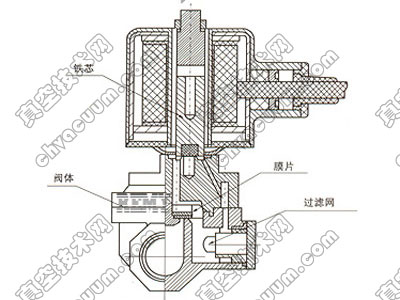
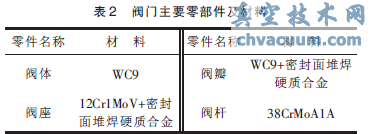
����������늄������Tʹ�õ������u�վ�y�T�S���a�ġ���̖��Z960Y—2500Lb��늄��l�y�����y�T���w���y�T���ЙC��(늄��b��)�ɲ��ֽM�ɣ��y�T���w�Y����ֱͨʽ���y�T��ǻ�����Ծo�ܷ�ʽ�Y�����y�T�ܷ������Шʽ���Ԇ��l��Y����ʽ���y�T���bλ���c�ܵ���ֱ����ʹ�y�T��ǻ���ϣ��y�T�����r���y��̎��ȫ�_��ȫ�Pλ�ã������Sͣ�������gλ�û��{���yʹ�á��y�T���γߴ缰��Ҫ���g����Ҋ��1����Ҫ�㲿��������Ҋ��2���Y����D1��ʾ��
1���¹ʽ��^
����2008��4�£�ԓ�S늚���ˆT��#6�CA��늄������T늄��b���M�и��Q���������Q����늄��b�������M���y�T�г��{���������¸��Q��늄��b���DȦ���^�����ք��_�P�y�T���������ķ����o���M�У��Q�����г̷����{���飺“����늚��ˆT�{С늄��b���^���أ��F����늄Ӳ����_���P�y�T���R��λ��ֹͣ�����ք��_���P�y�T��λ���M���г�λ������”��
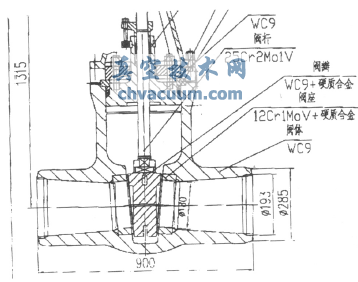
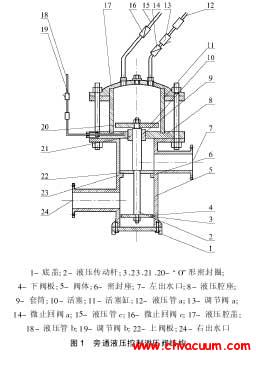
�D1 늄������T�Y���D
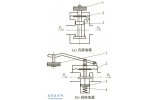
�����y�T�г�λ���������M���y�T늄�ԇ�_�P�����y�Tԇ�_�P�^���У������ˆT�l�F�T�U�ض������߬F��늄��b���^�������������ˆT���z��l�F���y�T�T�U�ݼy�������T�U�ϣ��y�T̎�ڰ놢�]��B;�S����ԓ�y�T�M�н��w�z��l�F���y�U�c�T�U�ݼy�������y�U�я���׃�Σ��T�U�ݼy�ױ��p�ģ��y���c�y���ܷ���(�C��)���^����������y���c�y�����|�ϲ��ɂȾ����F0.6~1.2mm���ҵ��g϶��
2��ԭ�����
�������y�T���г��������M��늄��P�]�r�������P�]�г��_�Pδ�����ã��г̵�λ��δֹͣ�����y�T�P�]�^�o��r�£��^�m�P�]�y�T�������¸��Q��늄��b���DȦ����늄��P�]�y�T�^��ʡ��(��Ƙ���݆�DȦ����250Ȧ����Փ��늄��b���D250Ȧ���y�T�T�U�������D��һȦ)������^���ز�����;���y�T�P�]���������P�r���^���زń������T�U���y�T�^�o����ɏ���;�y��(Ш�͆��l��)����F���ϲ��ܔD��׃�Σ�ʹ�y���c�y�����|���ϲ��γ��g϶;�y���c�y���ܷ���������������E��
������늄������_���y�T�r������늄��b�õ��DȦ����늄әCؓ�dС��늄����܌��y����y�����������T�U�ݼy�לض����ߣ���K����y�U�c�T�U�ݼy�����T�U����̎������늄��b���^������ֹͣ��
3��̎������
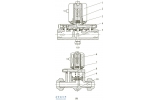
���������y�T�p�ĵ���r�����Q���y�T�T�U���T�U�ݼy�ף����y�����y���ܷ����M����ĥ�ޏͣ��M�Џ��b��l�F�ܷ����ϲ����|λ�ÿ�偠t�Ⱦ���1.2mm���g϶�����C��Ҳ��0.6mm���g϶��Ҳ�����f�y���c�y����F���ч��ز�����Ӱ����y�T�ć����ԣ�����y�T��©��ُ�I���y����Ҳ�c�y���F�Ȳ�������@�������Ե�ȱ���Aʾ���y�T�п������R��U��r������Q�����y�T���ܽ�Q�������Q�y�T��Ҫ�^�L�Ĺ��ں��M�á�
�������˽�Qԓȱ�ݣ�ֻ�п��]�F�����y�T�M���ޏͣ�����������늄������T�dž��y��Ш���l�y����ôҪ��Q���}ֻ�Ќ��y��������c�y����ͬ���F�ȡ�Ҫ�M�����䣬��횾��_�y�����F�ȡ���Μy�����F����?�������ߜy�������y�T�Ȳ���˵��ֺ��y���y���ײ����@�Ӿ͟o���ʴ_�y�����y���ĸ��c�͵��c���Լ����y�c�ľ��x��Ҳ�͟o�����_�y�����y�����F�ȣ����^��˼��]���ޏ�ԓ�y�T�����ƶ���ʩ��������
�������E1�����˽�Q�y���c�y����F�Ȝy�����}�����������ɂ��Դ����y����l��ģ�ͣ�Ȼ�����y�����|�棬���g���ĸ�С�F�����_�l��ģ��ʹ����ȫ�c�y�����|����늺����ĸ�С�F���c�ɉKģ�;���ʩ���ι̣�����s��ȡ�������������y�����l��ģ�͵��F�ȡ�
�������E2�����y������y��ģ�͵��F���M��܇������܇���õ��y������y�����M�����䣬����r�ɲ��üt�����|�ķ���;���F�Ȼ�����ͬ�r�����y��ăȰ���Ҳ܇һ����ͬ���F���棬�����ܷ���Ѻ���܇���Ļ����档
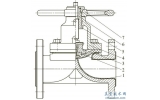
�������E3�����y���ܷ����M�жѺ����Ѻ��ĺ��l�ɸ����y�T��ʹ�õĜض��M���x���y�T���ڶѺ��ĺ��l�а��F���w���t䓺��t懹��f�ɴ����Ҫ���ڹ����ضȵ���600��ĸ߉��y�T���ܷ���Ѻ�;�����Ⓕ�Ӳ�|�ܷ�Ѻ����l��D802��D812��
�����ں����^�����M�зֶκ��ӣ���ֹ���Ӝض��^������y��׃�Ρ��Ѻ������������l��ʮ�֏��s���Ѻ��r��횸�����ͬҪ���x�ú��m�ĺ��l����ͬ�Ĺ����ͶѺ����lҪ���ò�ͬ�ĶѺ���ˇ�����ܫ@�ÝM��ĶѺ�Ч����
����D802��D812Ⓕ��Ѻ����l���ӕr��ע�������c���ٺ�ǰ���l횽�200�����Һ�1С�r������ʩ�к���;�ں��r�M���ܲ��ö̻������Һ��l�c�������ִ�ֱ;�۸����y��Ĵ�С��ĸ�ĵķN��x��300�桫600���A�ᣬ���ӕr�˲���С����̻�;�ܺ�����600�桫700��ػ�1С�r���پ�����������������͟��ɳ��Ȼ�ݻ��о��䣬�Ա����Ѽy;�ݶѺ���횽���ĥ����l�Fȱ�ݕr�����������E�M�к��a�����䡣
��������r��ע����헣��y���ܷ���Ѻ��ĺ���豣�C��܇������4mm���y���ܷ��溸�ú���܇�������A���Ļ������M�д�܇����܇���M�н�����ɫ�B̽���z���ܷ��溸����r(�Пo�Ѽy�����c)���粻�ϸ��M��܇����Ҫ���°����ӹ�ˇ�����M���a����ֱ���ϸ��ֹ���ϸ���y�������M���ܷ����Ӳ�șz�飬Ӳ�ȑ�������HRC45°��ͬһ�ܷ����Ӳ�Ȳ����HRC2°����Ӳ�Ȳ��ϸ�r�������M��܇����܇����܇�õ��y��Ҫ�ڬF���c�y�������M�����䣬�ɲ����ⷨ���t�����|��ú�͝B©�ķ����z���F�ȵIJ�࣬���ɲ�����ĥ��܇���ľ�����ʽ�����M������ֱ���ϸ��ֹ���ٌ��ϸ����y���M�П�̎���������Ӳ�ȡ�
4���Y���Z
����#6�CA��늄������T�ޏͺú�偠tˮ��ԇ���_�C����ԇ�z����]�г��F��©�F���@�����{�C�M��ȫ�\�е�ȱ�ݽK�ڵõ��ˏص�Q��
����ͨ�^���y�T�M�еęz�ޣ�ԓ�S���Y����һ���µ����䷽����ˇ��ԓ���䷽�����H��ԓ�S��ʡ�˴�P�_֧�͕r�g��ͬ�rҲ��Q��Ш�Ά��l���y�T���܆Ϊ����Q�y��ļ��g�y�}�����Ժ�̎��ͬ����O��ȱ���ṩ�ˌ��F�Ľ�