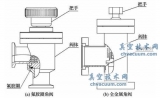
�Կػ����y����ϩ����a�b�õđ��ü����M
����̽ӑ����ϩ�Ŀ����a�b�ø߉�偠t�oˮ������С�������o���õć��a�Կػ����y���_�����a�^���г��F����ӆ��}��ͨ�^��ՓӋ��Y�ό��H���w�z����r�����˹���ԭ���Դ˞���������������ĸ��M������
1������
������ʯ����h�ֹ�˾80 �ft /����ϩ�b��( ��h��ϩ����ͬ) �LJ����½��Ĵ�����ϩ�Ŀ֮һ��������ϩ����������aƷ�����ѽ����ͼӚ䡢����ϩ���ᡢ���N���ᡢ���ܶȾ���ϩ�����Ե��ܶȾ���ϩ�ȹ�ˇ�b�ú����������a�ľC�����Ŀ������a�b������h��ϩ�����O����Ҫ�b��֮һ�����O��3 �_360t /h ѭ�h������( CFB) 偠t�����H����ϩ�b�����a�ṩ���߉����߉��Լ��Љ�������߀��������ƽ�⣬�������ø�Ʒλ�������l늣��Թ��s��Դ������ϩ�b���ṩ��Ҫ���������ռ��g�W(http://smsksx.com/)�������w�OӋ������a�b���OӋ�\�Еr�g��8kh / �ꡣ
2��ϵ�y��B
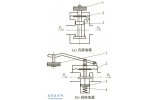
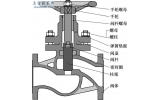
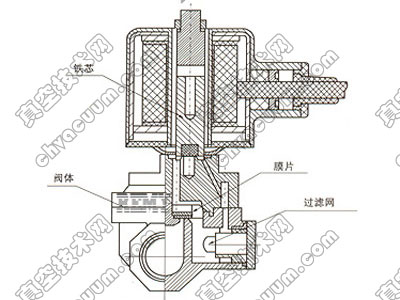
��������a�b�ù��O��3 �_CFB 偠t����ˮ�ø߉�偠t�oˮ�Þ����_һ�䡣偠t�oˮ�OӋ�����ó��ډ�����20. 6MPa���������Կػ����y������С�������o���y�T���b�ڱó��ڣ����y���w���r���1��ʾ�����wϵ�y�M����D1 ��ʾ��
��1 ���y���r����

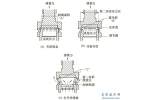
�����Կػ����y��һ�N����ʽ����ͨʽ�y�T������·���й�ˇ�������S��·�����{��ֹ���y���_�ȣ������п�����·���_�]���Ա��C�ó��������κΕr�g������������С�����������y�T��3 �N������B��
����(1) ��·��B��·����ȫ�P�]��ֹ���y��ֹ��·���|�����رã���·ͨ�^�༉�p���Y�����Cϵ�y���ܵ��ȟo���g���F��
����(2) ��·��B��·����ȫ�P�]����·�ڸ߉������F�ɿ��ܷ�����·ֹ���y�����������������{���_�ߡ�
����(3) �ГQ��B������·����ȫ�_�������ڹ�ˇ�����������ڱõ���С���������������Ҫ��·�����_�����a��ʣ���������ˠ�B���Կػ����y����̵��\�Р�B��

�D1 偠t�oˮ����С�������oϵ�y
3�����}����
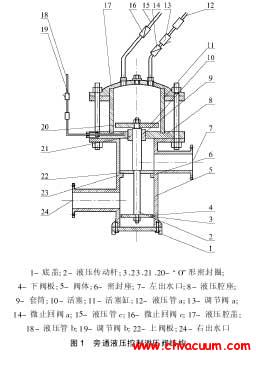
�������˹�ʡ��ϩ�Ŀ�����ܾW�Ĵ��ߕr�g�����C����Ч����ԓ�Ŀ���������ܽ����ͷ�����Y�ϵĴ��߷�ʽ�����ܽ����r����偠t������2min �ȏ�20t /h ����������200t /h������Կػ����y����̎�ڲ���Ŀ����ГQ��B���b���\�к�1 ̖�ú�4̖�õ���·�Ⱥ���F������ӵĬF���w���F�鮔��ˇ��������������140t /h �r����·�ܾ��_ʼ��ӣ��y�Ȯa���N�������^�m���������t��Ӽӄ��������O���\��̎��Σ�U��B�����ڴ����������ʧ���Կػ����y����·ͨ�^����༉�p���Y����ʹ��ϵ�y������ÿһ���Ͼ��ͣ��Ķ�ʹ����һ���s������̎�ĉ����������ڮ�������������Ķ������y�����g�İl��( �D2) ��
�����༉�p���Y���Ƿ�M�㹤�r�OӋ�����������֏�ϵ����ʾ�������֏�ϵ�����x��

����ʽ��Pvc���y�T�a���������r�s������ĉ���( ��͉���) �����c�������Pv���Pϵ��
![]()
����ʽ��FF��Һ�w�R�牺����ϵ�����@��һ���cҺ�w�������P�ğo���V��

����ʽ��Pv��Pc�քe����|����������͟����W�R�牺�����ڱ���ӑՓ�ķ����ȣ�ǰ���ǜضȵĆ�ֵ������������ȫ�dz�������֪�����Կػ����y����·�����֏�ϵ����0. 997�����\�����g�����B���r����ʽ( 1) �� ( 3) ���ó���ͬ���r�µ��������֏�ϵ��( ��2) ��
��2 ��ͬ���r�����֏�ϵ������


�D2 �༉�p�������gԭ��
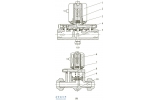
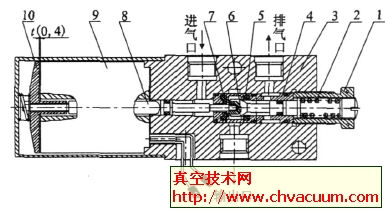
���������Y���ó����Կػ����y��·��δ�_�����������r���ų������g������ӵĿ����ԡ����Mһ����Q���}�����Կػ����y��·�M���ˬF���ֽ⡣�Y���������Կػ����y��·�༉�p���yо( �D3) �o���g�F���ǣ����ڸ��^�ߵ͉�ǻ�Ļ������ܷ���ȫʧЧ���������������w���F�^���صě_�g���E( �D4) �������_����ӹ������Ʉ��ܷ�ʧЧ���𡣄��ܷ�ʧЧ�߉����|���ɻ����c�������w������g϶�M�룬�ھֲ��γ����������_�g������T�l�ֲ����g���Ķ�������·�yǻ�ĉ�����ʎ���Mһ�����l��·�yо���Z�ӣ�������ϵ�y��ӡ�
4�����M����
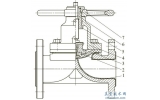
�������˽⣬ԓ�y�T�������ܷ�̎������Ӳ�h��O��Ȧ�γɵĽM���ܷ�( �D5) �����Լ��O ��Ȧ�Ŀɿ���PTFE Ӳ�h�ĵ�Ħ�����c�����m�����p���ܷ⣬���ԑ����������\���ٶ�С��15m /s �Ą��ܷ���ϡ�GLYD Ȧ�ľ��wʹ��һ���ǽo���Ĝϲ۳ߴ缰�חU��ϳߴ磬�ɳ�Ʒ���b�������J�飬ԓ�ϲ۳ߴ粻�����nj��¹��ϵ���Ҫԭ��

(a) �༉�yо(b) �༉�y��
�D3 �Կػ����y��·�ֽ�

�D4 �������ܷ�ʧЧ

�D5 GLYD Ȧ�ܷ�C��
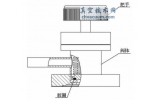
�����D6( a) ����Mǰ�������ܷ�Y���������S���ϲ۞�GLYD Ȧ���bλ�ã����и��c�����U������g϶��GLYD Ȧ���]ֵ�O�ã���20MPa �����r��0. 3mm�����������ܵ���˸ܗU�����ã�ʹ�û����^��ʼ�K�������Ϸ������M�����»����c���g϶�������ƫ�ƣ��˕rGLYD Ȧ���ɂ��g϶�����ȣ�һ�Ȏ���0������һ�Ȅt���_0. 5 �� 0. 6mm���ڴˉ����£�GLYD ȦӲ�h�������ױ��D������֮���H���߹��r��·�����^���l����ʹ����������Ʒ��GLYD ȦӲ�h�ӄ�ĥ�p����K��ԓ̎���Fй©���a���ֲ����g��
�����������ܷ���ϽY�����M���חU����g϶�Ğ�H8 /f7 �ȼ�����GLYD Ȧ�ϲ�λ�ú��ƣ��Mһ���pС�ܗU������ăɂ��g϶������Ч�������M��Y����D6( b) ��

(a) ���Mǰ(b) ���M��
�D6 �������ܷ���ϽY��
5���Y�Z
����ͨ�^���Կػ����y�\�еęC����������·�����������_����偠t�oˮ��ϵ�y��ӹ��ϵ�ԭ���ڴ˻��A�ό��Y���OӋ�M���˾ֲ����M��ͬ�r���P�I�����M���˂���̎�����Դ_������b�õ��L���������\�С�����ԇ܇�Y���������M�ֶκ������Կػ����y�\�пɿ�������Ч�،��F偠t�oˮ�õ���С�������o���ڟ���a�b�õĿɿ��\�б��C�£���h��ϩ�Ŀ��Ͷ�ϳɹ���δ�l��ͬ��}��ȡ�����^�õĽY����