���y���w��ˇ�����ķ���
�������݃x���y�T�S�������a�lչ����Ҫ��Ӌ������һ�l���y���w�ӹ����a�����b�ڱ��SĿǰ�]�����ƵIJ��P����w�T����O�䣨�Ѕ^�����S��Ӱ푳��Эh�������a�O�䣩�����wë����������f�ӹ��������M�øߣ��|�������������ҽ�؛�ڲ��ܱ��C��Ӱ������������a�������@�ɷN�����õ���ë�����ڼӹ��������������ʵͣ��e���T�����w����ë����©���ȱ�c�������aƷ�ɱ��ߣ��|���y�Է����ȣ�����Ӱ푱��S�����a�lչ����ˣ������w�ӹ����g�ĸ�����ڱ��С�
1�����w������ԭ��
1.1���y�T���w���g������Ҋ��һ��
��һ�����w���g����
1.2�����w��������^
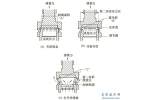
��1���T�취
�����@��һ�N���y�ļӹ�����������Ҫһ�����Ƶ��۟�����ע���O�䣬߀��Ҫ�^��ďS�����^��Ĺ��ˣ�Ͷ�Y����࣬���a��ˇ���s������Ⱦ�h����ÿ������Ĺ��˼��gˮƽֱ��Ӱ푮aƷ���|�������wë���םB©�Ć��}�Пo���ص�Q����ë���ӹ����������M�������ڼӹ��^���аl�F���T��ȱ��ʹ���U����ʹ�aƷ�ɱ����ߣ��|���o�����C���˷����S���˲��á�
��2����취
�����@��Ŀǰ�����S���y�T��I�����õ���һ�N���������ж��N�ӹ���ʽ����һ���ÈA��Д�ӟ�呴�����Ό���ë����Ȼ���M�ЙCе�ӹ�������nj����ϳɈA�εIJ��P䓰��ڴ��͉����C��ģ�����Σ��õ����İ�����ë����Ȼ���ٌ��������wë���M�ЙCе�ӹ����˷������������^�ߣ�����һ�_���ʵĉ����C�ͼӟ�t�Լ���º��O�䣬�AӋͶ�Y��Ҫ300�fԪ�����γ����a�����˷�Ҳ���m�ϱ��S����r��
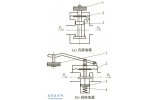
��3��������
����������������һ�N���M���١��o��м�ӹ����������ډ����ӹ����·�֧�����C����呡��D��܈���L���ȹ�ˇ���c�����в��������ʸߣ����_80-90%������ʡ�����ļӹ��r�g��1-5 ��犳��Σ�������������Ϗ��ȿ����һ�������������r����݆�c����С��e���|�����ٲ��ϵ��ڶ������������B������׃�Σ����^С�Ą����£��Ϳɫ@���^�ߵĆ�λ���|���������_25-35Mpa������ˣ��O�������p�����迂����С�����������C��1/5-1/4�����F�ѱ������y�T�ИI���J����һ�N���ܵ����w�ӹ���ˇ������ͬ�rҲ�m���ڼӹ��������Ļ��D�w�������
�����������g�ڇ����ѵõ��V���đ��ú��ٵİlչ����ˇ���O���ʮ�ֳ���ͷ����������F�C��늡�Һһ�w�����Ԅӿ��ơ�Ŀǰ���������g���҇�Ҳ�����^��İlչ�����M���ƏV���õ��A�Ρ�
2���������wë���ļ��g�l��
�����������S���a��Ҫ���Y������׃�����c�� �M�����¼��g�l����
������1������ë�����Ϻ���ʽ��1Gr18Nr9Tr��2Gr13 ��䓹ܻ�䓰壻
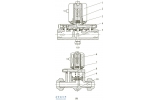
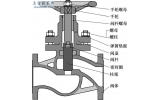
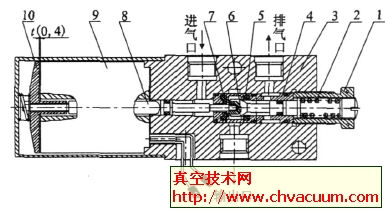
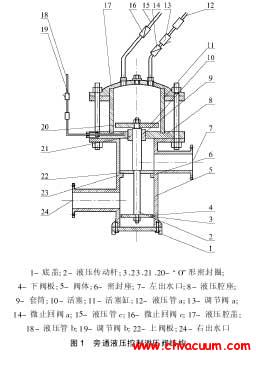
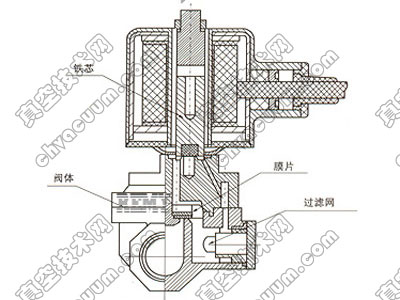
������2���������wë���Π�Y����Ҋ�D1����
�D1 �������w��D
3�����������
�������w���������x��ë����ʽ��ͬ��Ч��Ҳ����ͬ�����������ö��N������
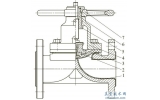
3.1��䓹ܿs�i������
�����˷����֞���������һ���nj�䓹������ߴ��Д�A�������C�����S�A�P���S���Sһ�����D����݆������Һ�������b�Ì������M�����ɴ�������ʹ����u�s���տڣ�Ҋ�D2�����γɰ�A���w���ڶ��������γɵ����w�������£����ӹ������¿ڣ������������������w�Ú�º�����������Ŀ������wë����
�D2 䓹ܿs�i�D
����䓹ܿs�i�����������ă��c������Ҫģ�ߣ����ι�ˇ�^���Σ�ȱ�c�ǣ���Ҫ���ض���䓹ܣ��к��p����䓹ܳɱ��^�ߡ�