Һ�����y���c���Ӳ��y�ܱ��^
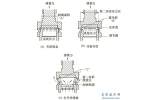
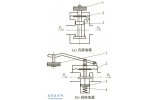
�������ڲ��y���y�T�Ľ��ٲ��y����Ҫ��Һ�����ͺͺ��ӳ��̓ɷN��Һ�����y��ͨ�^���ӌӔ�����͉���, �͉����ܺá��ನһ�γ��ͻ�β��B�m����, ���a���ڶ�, �r���, ���ȴ�, ���Sλ��С(�β�λ�ƞ鲨���15% ��20% ) ��ԭ���Ϟ�o�p�������пp����, �O���ڟo�p�����a��ˇ���s, �пp�܌������O��Ҫ���^��, ����Сֱ���пp�����a��ˇ�����졣Һ�����y�ܘ˜ʻ���ϵ�л��̶ȸ�,�Ñ��ɸ������I���a�S�Ҙӱ��x�͡����Ӳ��y��һ���Όӻ��p��, �͉��������ơ����p�����c����������, ���a�����L, �r���, ����С�����Sλ�ƴ�(���s���_40% ��60% ) ��ԭ���Ϟ��Ļ�, ���^���@��, ���ҿ����x�����Բ���������ܺõIJ���, �˜ʻ���ϵ�л��̶Ȳ
�������y���y�T��ʹ�ù��rԽ��Խ����, �����y�ܵIJ�������˸���Ҫ�����y�T���طN���ϲ��y���x���^����, Ҫ�����y�T���w���r, �x����m�IJ��ϺͲ��y�ܳ��ͷ������y�T���طN���ϲ��y��������߉����ߜء����g���L���������c, �،��ɞ��y�ò��y�ܵİlչڅ�ݡ�
�����īI:
��1 �����S�ˌ�, ��. �y�T�ý��ٲ��y��ƣ�ډ���������Ԫ������J��. �y�T, 2008 (5) : 30 - 34.
��2 �������_��. ���y��M�������켰�䑪�á�M ��. ����: �Cе���I������, 1998.
��3 �������_��. ���ٲ��y���y�T���OӋ��J ��. �y�T, 2005 ( 2 ) :9 - 10.
��4 ����������, ����, ��J�A. �����y�T�����g��ʩ��J��. �y�T,2006 (4) : 39 - 41.
��5 ���������A. �ߜ��y�T�ĸߜصȼ������w���ϡ�J ��. �y�T,2003 (6) : 10 - 14.
��6 ����������, ��. �˻���Inconel718�Ͻ������Ե�Ӱ푡�J ��.ϡ�н��ٲ����c����, 2005, 34 (6) : 954 - 958.
��7 ����ꐂ�, ��. ��̎����ˇ��Inconel718C ���ͺϽ�M�������ܵ�Ӱ푡�J��. ���ٟ�̎��, 2007, 32 (6) : 81 - 87.
��8 ����������. �p��P䓺��Ӽ��g��r��J��. �����_�l�c����,1995, 10 (5) : 25 - 29.
��9 �������w�l. ����y�T���OӋ���c��J ��. �y�T, 2004 ( 5 ) :16 - 23.
��10�����և���,����, ������. �y�T�ý��ٲ��y�ܵ��x�ͼ����á�J��. �y�T, 2007 (1) : 29 - 32.
���P��x��