�����y�Tй©�ͷ�ɢ�y�����_�ѹ���̎��
���վ�Ȫ��F(���F)����˾�����S�½�3��21000m3/h�շ��O���Ŀ��Ҫ��,�ڹ�������Ҫ��ԭ��6000m3/h�շ��O���c�½���3��21000m3/h�շ��O������⡢����͚��ȹܾW�����Bͨ, ���ڹ�˾�ȵĚ��wƽ���Լ��շ��O��z�ޡ��ڌ�����ܵ��B�ӕr, ��6000m3/h�շ��O����������C����(����������y�Tǰ) �c3 ��21000m3/ h �շ��O���������ǰ�ܵ����B, ���g���bһ�����ܺ������^�V�����B�ӹܵ����ù�Φ273mm ×8mm ��̼䓹ܵ�, ���g�j�y����4MPa ��DN250mm �����⌣�ý�ֹ�y�����j�yǰ�ܵ��ϰ��b��DN100mm��ͨ��ֹ�y���������ɢ�y, �y�T�Qֱ���ϰ��b, �������x�ܵ��s10cm ,�Ҹ����]�м��i�̶�, �y�T�ϲ��ſտ����������s80cm��
1 �����ϬF��
����ܵ��B�Ӻ������\�мs1 ��, �ͳ��F��й©�F��
(1) DN250mm ���⌣�ý�ֹ�y�P�]�������mȻ�P�]���y�T,�����������m̎���wй©�^��
(2) DN100mm �����ɢ�y�����_�ѡ���Ҫԭ��������ԓ�ιܵ�ǡ��λ�ڻ��������C���ڶ�, ����^��, �L�������ʹ�y�T�ײ��B�ӹܵ��c���ܵ��B��̎�_��, �Љ����������ɢ, ��ȫ�[���^��
�������a�����������^��, ����3��21000m3/h�շ��O��ț]�а��b�y�T���乩������ܾW�Ě�Դ�Д�, ���r�]�Еr�g�ų��˰�ȫ�[���������R�r������һ����ƿ���, ������ܵ���ɢ̎�M�����R�r̎��, �����܇�10m �������O�����R�r����^��
2 ��̎����ʩ���^��
��������ęz��һֱ�c��䓡����F�Ͳ��P䓵���������ęz��ͬ���M�С�������˾�z��Ӌ��, ��2006 ��9 ��27 �Ռ�������ȫ�[���M��̎��, ���w̎����ʩ��:
(1) ��ԭDN250mm ���⌣�ý�ֹ�y����һ�ιܵ�ʹ��, �y�T����̎���_����B; ���o�̃ɂȷ��m, �_�����m�B��̎��й©���⡣�ڹܵ������¼��bһ��������614MPa ��DN250mm ���⌣�ý�ֹ�y, �����y�T����ƽ�r�������Д��y(���g�j�y) ��
(2) �a����ɢ�ܵ��_��̎, �����˶ιܵ����y�T�M�й̶�; ���Q6000m3/h�շ��O�������ܵ���ͨ�y��
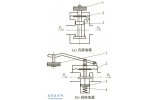
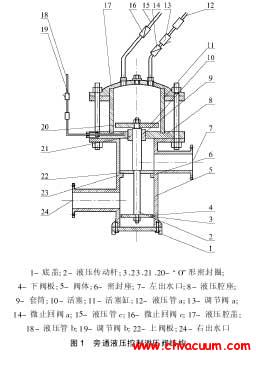
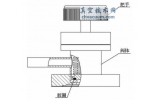
Ӌ���z�ޕr�g18 С�r, ���w�z��ʩ����D1��ʾ��
�D1 ���������g�j�y�����Q��ͨ�yʩ��ʾ��D
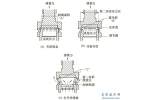
��ʩ��ǰ, �ʂ������P���Ϻ͂��, �����廡���C����朵��O���\���F��, ��ǰ�����������j�y�M��Ó֬����, ��Φ273mm ×8mm ̼䓹ܵ���90°���P���ͨ�y��45°���^��45°Y ����ͨ�y�M�г��P��Ó֬, ����ĥ�¿ڡ������ܵ�ʩ���F����r, �ڹܵ��и�̎�����������j�y̎, �������Ƅәz��ƽ�_���_�ּܡ���ǰ�������������j�yä�塣�����������j�y�M��ȷ��m�Ϻ����L�ȼs115m �IJ��P䓹ܵ�, ���P䓹ܵ���һ�˺���һ��4MPa ��DN250mm �ķ��m����ǰ�г�ԭ4MPa ��DN250mm �����j�y���ȡ��|��֧�ܙM��, ���������ܵ��²���䓰��г�, ͬ�r��ƽ�_�O�ñ�Ҫ֧��, ���C�г��Ĺܵ��܉�ֱ���¡���12mm 䓰�����ԭ�����j�yä��, ä���⏽�Դ��ڷ��m�⏽, ä���ϸ������m�ݽz�׳ߴ����, �����z��ͬ�r, ���˷�ֹһ������ܵ��Ț��w����ȫ���ų�������¹�, ��ǰ�ڬF���ʂ�2 �_���L�C, �_���ܼ��r���F���M�Џ��ƓQ�L����ǰ���_6000m3/ h �շ��O��4 �_�����C�����y�Ȃȷ��m, ��ʹ�����y�c���m֮�g���������g϶, ���W�ܵ��ṩ�����c��
ʩ����, ����ж��2 С�r���ÓQ1 С�r���ܵ����6С�r�������y�T�ܵ����b6 С�r������1С�r����©1 С�r�ͻ֏��͚�(��ä����͚�) 1 С�r�ij����M��ʩ���M��, ��Ӌ18 С�r��ж�����ÓQ�ꮅ��, ʩ���ˆT�ھ��x�W�ܵ���ͨ�y6m ̎�������C���ڹܵ��Լ���6000m3/ h�շ��O�������ܵ�6m ̎, ���ܵ��M��б���и�������σɂ����_̎�O�Ó���, ��ֹ�j�y���m���_������й��ܵ������ԭ�����j�y6000m3/ h�շ��O��ȷ��m�ݽz, Ó�_���m, ��ä��o�����y�T���m��, �_��ä�岻Ó�䡣������ܵ���ֱ���º�, ���ֹ�j�y���m���_������й��ܵ�, �����ܵ���б�����_̎�O�õē���, ���ԭ�����j�yä�塣�����P䓶̹��Լ����m�������������j�y(�y�T̎��ȫ�_��B) �cԭ�����j�y���m�M���B�ӡ��_�����m�o�̺�, �����P�]���������j�y,�������������j�y��6000m3/ h �շ��O��ȼ��Oä�塣
ʩ���ꮅ��, ��ĥԭ�ܵ�����, ͬ�r���������C���ڹܵ��ϵ�Φ273mm ×8mm��45°���^�Լ������ܵ��ϵ�Φ273mm ×8mm��45°Y ����ͨ�y�������ꮅ��, �z���ˆT�ڵ�܇�������, �����������j�y���ڷ��m(���m��ǰ�c���ڹܵ��M�к���)�c�y�T���B���B���ꮅ��, �����ڹܵ���һ���c45°Y����ͨ�y����, ͬ�r�������C���ڹܵ��c45°Y����ͨ�y���ӡ�
3 ����ʩЧ��
ʩ���ꮅ��, �M�л֏��͚����, ������������j�yä�塢�������ä��, �֏������C�����y, ���_���������j�y, �����⌦�ܵ����൪���M���ÓQ��10 ��犺�, �ڹܵ���ɢ̎�M�К��w�ɷֻ��, �ϸ��֏������������˴�����ܵ���ɢ�y�����_��̎�������b�j�y���g����ɹ���