�������y�T��λ���{���y���Կ�ϵ�y�е�ʹ�ú;S�o
������B�ˎ������y�T��λ���{���y���Կ�ϵ�y�еđ��ù���ԭ������Ҫ���c�����Y�϶��������������U���ˎ������y�T��λ���{���y�ں���A��䓹�����˾(���º��Q���)��܈�ܺ�ұ���Կ�ϵ�y�еđ��Ì������F��һЩ���}�ͺ���̎�����摪�߂��һЩ���ɺͷ�����
�������ܻ��ǹ��I���ƺ��Ԅӻ���ǰ�ͽ��lչ�ķ���֮һ�����ѽ��ɞ鹤�I���ƺ��Ԅӻ��I��ĸ��N�¼��g���·������®aƷ�İlչڅ�ݺ��@����־���������������y�T��λ���ڿ��ƾ��ȡ����h�����m���ԡ�Ͷ�\���S�o�������M�õȷ��涼���ڳ�Ҏ�y�T��λ�������Č��H��������V���������ڬF���������y�T�λ�����{���y�{У�г��F�Ć��}Ҳ�_ʼ���ӡ����̎�����@Щ���}��ʹ�����y�T��λ���õ����õđ��ã����҂��@Щ�F�����b�{ԇ���S�o�ˆT�������挦�Ć��}��
1�������y�T�λ���Ĺ���ԭ��
�������ܻ��y�T�λ��һ�����ģ�K���OӋ����Ȳ���һ��������ģ�K�����������Ժܷ�����ڬF�����Qģ�K�����ز�F���Č����͌��ܡ��@��ģ�K�����п����bһЩ��ģ�K��I/P�D�Q������Ӻ�̎���Ԫ�M��������^�������yλ������������ָʾ���ȣ����е�һЩ��ģ�K�牺��ָʾ���Ȟ���x������Ȳ��Y���D��D1��ʾ��
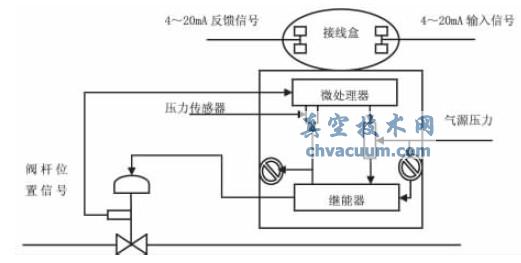
�D1 �����y�T��λ���Ȳ��Y���D
���������y�T��λ�����b���ɶȵ��������������ƽ��(����ƽ��)ԭ��������y����ƽ��ԭ����������ϵ�y����ݔ����̖ͨ�^̎����I/P�D�Q���D�Q�ɚ�Ӷ�λ������̖�팍�F�yλ���ƣ����Ô���ʽ�_���P��ͣ����̖���Ӛ�ӈ��ЙC���Ą������yλ������ֱ̖��ͨ�^�߾��_�ȵ�λ�Â������D�Q�锵����̖��ݔ��̎�����M�з������^�����F�/���D�Q���ܺ��y�T���_��λ�Ĺ��ܡ������y�T��λ���м��ɵĉ����������Á��ɼ��y�T��λ��ݔ�����y�T���ЙC���Ě�Դ������̖���Á��Mһ������y�T�Ķ�λ���Ⱥ����ܶ�λ�������\���ṩ�����������y�T��λ�����ƽ��ԭ����D2��ʾ��
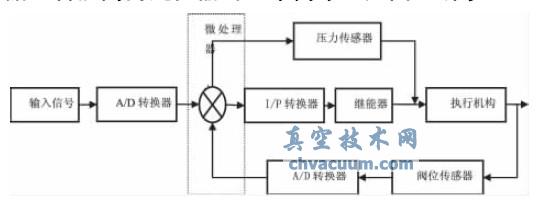
�D2 �����y�T��λ���ƽ��ԭ��D
2�������y�T��λ������Ҫ���c
������Ҫ���c�У�(1)��ݔ�����̈́����ٶȣ�(2)�{�����_�ȸ�(��С�ֱ��ʿ��_±0.05%)�����F���_��λ��(3)���b���Σ��߶��Ԅӻ��{У��(4)����S�o�\�У��@��ζ����ʡ�r�g�����÷��㣻(5)������λ���г̷������քӺ��Ԅ�У�ʹ��ܣ�(6)���п��x�Ļ�ɾ��̵�ݔ�����ԣ�(7)�������y���y�T��λ���Ě�����ʡ�ܶࣻ(8)���к������\��ܣ�(9)�O��ֵ�Ϳ���׃���O��ֵ���M���x���O�ã�(10)���M���{���y�����^�O�ã�(11)�ھ����m��������ζ����ʹ�ڐ��ӵĭh����Ҳ�ܸ��|���،��F���ƣ�(12)�����y�T��λ���ȹ̻����[���������ṩ�S��ܣ�(13)�����y�T��λ�����M���`��εĽM�B�����磺�y�T���ԡ��г����ȣ�(14)�ضȺ͚�Դ������׃���������y�T��λ����Ӱ푘OС�����y�T������3�N������������һ�l����_�����������ڶ��l�龀�����������������l��Ȱٷֱ������������������y�T�λ���ľ����O�����Ԍ��F����3�N�y�T���������������Ҿ��ȸߣ����������`����
3�������y�T��λ�����{У���}����Q����
����Ŀǰ�������y�T��λ���{���yԽ��Խ�V���ؑ����ں�䓸�܈�ܺ�ұ��ϵ�y�Ĝضȡ���������������λ���Կ�ϵ�y�У���Ҫ�����T��PS2���n��YT��ABB��˾TZID-C��ϵ�ЮaƷ���ڶ��ꌦ�����y�T��λ�����{У��ʹ�þS�o�^���У���Ҋ��һЩ���}���ϣ����Y�����µ�һЩ��Ҋ���}�Ľ�Q������
����3.1�������y�T��λ����������Ԅ�У��
����ͨ��У�������y�T��λ���r��ֱ��ʹ���ֲ����е��Ԅ�У�ʹ��ܼ�������{���y��У�ʹ��������Еr�����F�Ԅ�У�ʲ���ͨ�^����r���@�r����ʹ��һ���ֲ����е��ք�У�ʹ��ܣ����ք�У��ͨ�^�����M���Ԅ�У��һ��͛]�І��}�ˡ�
����3.2�������y�T��λ����������Ԅ�У�ʺ��ք�У��
�����������y�T��λ�����Ԅ�У�ʺ��ք�У�ʶ�����ͨ�^�r����Ҫ��ԓ�����²��E�z��̎����
����(1)�_�J��Դ�������·�]�І��}���y�T��λ����·�]�ж�����
����(2)�z���Ƿ����ڰ��b�Ȇ��}ʹ�y�T���_�P�^�����п����F��
����(3)�z�������y�T��λ�����O�õ��y�T�����Ƿ����_�o�`�����y�T����̖�ͳߴ�ȑ��͌��H��һ�£��e��Ҫע������y�T����̖���c���Hʹ�õ���һ�£�����y�T����̖�а����ˏS�Ҍ�ԓ�y�T���S���[���O�Å�����������ֲ������O�����x�e���y�T����̖���͕����һЩ�����AҊ���e�`��
����(4)�y�T�λ�������U���bλ�ò����mҲ����������y�T��λ����������ԄӺ��ք�У�ʡ�ͨ�������\ݔ��������ԭ��ʹ�����y�T��λ�������U�ϵ��i�o��ĸ�Ʉӣ�����y�T��λ�������Uƫ�x��ԭ�ȵİ��bλ�ã��@�r��Ҫ�����{�������U���bλ�á�һ�������{���y�϶�Ҫ���T�ķ����U��λ�ף��P�]�{���y��Դ��ֱ��ͨ�^�����U��λ�ׁ��_�������U��λ�þͿ����ˡ����������y�T��λ�����к����m���ԣ�һ�㷴���U���bλ��ƫ��һЩ������������y�T��λ�����ϣ������ƫ��̫��͕�����y�T��λ����������ԄӺ��ք�У�ʡ�
���������B�U�B���Ʉӻ����g϶���y�TĤ�^���ך�B�������f�yо�e�����yоĥ�p�F����ڡ���λ���ĉ���y�ȝB�������ۻ�҉m��ʹ����y�ܵ��p���ȶ���Ӱ������y�T��λ����������Ԅ�У�ʺ��ք�У�ʵ�ԭ��
����3.3�����ό���̎������
����(1)���еĈ������y�TĤ�^���������^��λ�����ⲻ�㣬߀�ɽ��h���b�^�����Լ��ٹ��⡣2009����̎����䓟�䓷֏S����������B�T4���Y������sˮ�����{���y�r���y�TĤ�^���ך�B��������ɶ�λ�����ⲻ��ʹ���y�T�����������҂�ͨ�^���b�^������Q�˴ˆ��}��
����(2)��䓟��F�֏S늄ӹ��Lվ���L�����y�DZ��C�ߠt���L�������������Կ����c�O�䣬2011����λ���ĉ���y�ȝB�������۰l�����ϣ��l�F����λ���Ě�Դ���ǺܸɃ������h��˾��Դ�֏S����ʹ�õ��������Դʹ���}�õ����Ρ�
����(3)2007��l���ں���ܼӹ��֏S2#�����t�ӟ�3��ú���{���y�����{����ԓ�y�T�Dz����y�����T��PS2�����y�T��λ��ʹ�ã���̎���^����ʼ�K��������λ����ʼ����ͨ�^���y�w�l�F���y���B�Ӊ|Ƭ�p������y�T���������Q�|Ƭ����Ի֏͡�
����3.4���{���yй©�����{У���}��Ȼ����
�����{���y�ڳ��Sǰ�����^�S�҇�����{У�͜yԇ�^�̣��ڬF�����b����ڴ_�J���I�ܵ����^�Ƀ����y�ȼ��]�б���ס��p�ĵ���r�£��ٽ��^һ�������y�T��λ�����Ԅ�У�ʺ�һ�㲻�����F©���^�����r������ڬF�����b�����y�T��λ���c�{���y���y�T���Ԅ�У�ʺ��}��Ȼ���ڣ����Բ������µķ���
����(1)���ښ��P�y������ݔ��20mA����̖��ʹ�y�T̎����ȫ�P�]��B��Ȼ�����y�U�ϵăɂ��i�o��ĸ���{���y�U��ʹ�y�U�����Ƅӣ�ֱ������ʹ�y�U�����ƄӞ�ֹ��Ȼ��ݔ��12mA���ҵ���̖�����y�U�ϵăɂ��i�o��ĸ�{���y�U�����Ƅ�1/4Ȧ��
����(2)���ښ��_�y������ݔ��4mA����̖��ʹ�y�T̎����ȫ�P�]��B��Ȼ�����y�U�ϵăɂ��i�o��ĸ���{���y�U��ʹ�y�U�����Ƅӣ�ֱ������ʹ�y�U�����ƄӞ�ֹ��Ȼ��ݔ��12mA���ҵ���̖�����y�U�ϵăɂ��i�o��ĸ�{���y�U�����Ƅ�1/4Ȧ�����ϵķ������ڶ������ϵõ����õđ��ã���Q�������{���y©������ɿ��ƻ�·�o��Ͷ�õĆ��}������ԓ�{У������ʹ�÷������y�T��λ�����{���y��ͬ�ӿ���ʹ�á�
����3.5���y�T��λ����ʎ
����3.5.1���{���y���b���}
����(1)�y�T���b���}����y�U�������{���y�]�д�ֱ���b������y�U�������@�ӾͿ�������{���y��ʎ�ĬF��
����(2)��·�B�Ӳ����_���ڴ�ڏ������{���y�У��y�T��λ��ǰ��һ����Դ�Ŵ��������ڛ]�а��b�D�������b�r�e�`�������y�T��λ���Ě�Դݔ���B�ӵ���Դ�Ŵ������Ś���ϣ����ښ�Դ�Ŵ����Ś�����y�T���\���^���еĹ��������㣬������y�T���{���^���е���ʎ�F��
����3.5.2����ˇ�ܵ����}
������ˇ�ܵ����Ƿ��������Ŵ����ȕ�ʹ���w�a���}�������O�䣬������@Щ�O�䣬��ԓ�������{�ú���У���{���y����tҲ�������{���y��ʎ��
����3.5.3���{�������y�T�����`����
����������ͨ�^�ֲ����{���y�T��λ���е��y�T�����`���ȡ��y�T���^���y�T������O�Å�������Q�y�T��λ����ʎ���}����Ȼ�����S���r��ʹ���b��ˇ�ܵ��І��}��Ҳ����ͨ�^ֱ�����y�T��λ���е��y�T�����`���ȡ��y�T���^���y�T������O�Å�����̎���y�T����ʎ���}�����@�����y�T�mȻҲ����ʹ�ã����L���\�бؕ����y�T��������^��ēp����Ӱ��y�Tʹ�É�����
�������⣬�y�T��λ���Ě�·����Ҳ����ɶ�λ���������У�ʻ��y�T��λ����ʎ�ĬF����̎��ǰҪ���Ƚo���ų���
4���Y���Z
�����S����I�İlչ�ͼ��g�M�����������y�T�λ�����{���y�����a�^���еđ�������V�����������̹��I�Ԅӻ��Ԅӿ���ϵ�y�е���Ҫ�ĭh�������x�úÎ������y�T�λ��(“����”���ܺá������������i���o�b�á��Cе���ܺ�)���y�T�Ļ��A��������_ʹ�ú;S�o�ͳ���һ���P�I�Ć��}������Ԅӻ��x�팣�I�ˆT�ھ߂�һ���Č��I֪�R��ǰ���£��б�Ҫ���Վ������y�T�λ�����{���y�����_ʹ�ú;S�o���ɺͷ�����Ψ����ˣ����ܝM����IҪ��ʹ���ڸ���Կ�ϵ�y�аl�]������Ҫ�����á�