��ڏ��{���y�y���ܷ��溸���ޏ�ˇ�о�
������B�˳��R���늙C�M偠t�����M�ڴ�ڏ��{���y�y����F91����t�ϽW�ɷּ��������ܡ�������F91�y��Ѻ���t�u�Ͻ�ĺ����ޏ�ˇ�^�̡��o���˺��ӹ�ˇ���gҎ�����|�����Ʒ����͙z�yʹ�ýY����
1������
�����S�������վ���O�İlչ����늙C�M��������ĸ��M�������õ�䓲ķN�ҲԽ��Խ�ࡣ��늙C�M�����y�T��Ҫ����IJ��|Ҳ�^�V�����x����׃���ȺͿ����������^�õ��R���w�͟��(��T/F91)��
����Ŀǰ�������y�T������I���y�T������wF91���|�Ѻ���t�u�Ͻ�ĺ��ӹ�ˇ�в����죬�aƷ�������F�ܷ����Ѽy���ۺϾ��Ѽy�Ȇ��}�����ԣ���ռ��g�W(http://smsksx.com/)�{�к�l�F����y�Tһ������M���y�T��
2�����Է���
����2.1��F91���W�ɷּ���������
����F91䓞�Cr9Mo1V䓣������R���w���͟�䓡�����tԪ��ʹ䓾��иߏ��ȣ�ͬ�r�����䓵Ŀ������ԡ������g�ԡ��fԪ����Ҫ�����䓵ď��ȣ������t䓵ğ���ԡ��C�����䓵ĵ͜ء��М؏����Լ��Ꮚ�ԣ�������ڸߜ��µĽM�������ԣ����Ƶ�̼�Ͻ�䓵ĺ�������(��1����2)����ʹ���У�F91䓾����^��Ĵ�Ӳ�����уA���ӕr���ܮa�����Ѽy�͟��Ѽy��
��1 ASTMA182F91�Ļ��W�ɷ�

��2 ASTMA182F91�����W����

����2.2����t�ϽW�ɷּ���������
������t�Ͻ�(Stellite�Ͻ�)��Co������ɷ֣�����Cr��W��C��Ԫ�أ���Ҫ�ɷ֞�0.7%��3.0%C��25%��33%Cr��3%��25%W��������Co��Ⓕ��Ѻ��ӵĻ��w�M���NJW���w+�����M�����@Ѻ��Ͻ�������õ����ĥ�p�����ܣ��e���ڸߜ���ĥ�l���µĸ��ĥ�p�����@Ͻ������γ����Ѽy��Y���Ѽy���Ͻ�Ѻ��ӿ����Բ������ӹ�ˇʮ�֏��s��
�������ں����ĽY����ʽ�����ƽ�棬���Ժ��ӷ����x���ֹ�늻��������ĵĻ��W�ɷֺ͙Cе�������3��
��3 �۷���ٻ��W�ɷ�(Wt%)�ͺ���Ӳ��ֵ

����3���ޏ��^��
������F91�y���϶Ѻ���t�u�Ͻ���Ҫ���}�����ۺϾ��M��h���Ѽy���ܷ���v���Ѽy���ɷN���ϵĺ����Զ�����������кܴ�����֮�ڏ���ں����ԃ��߽Y�Ϻ��r�x����m���ӹ�ˇ�dz���Ҫ��
����3.1���y��Y���D����ǰ�Ѻ���
����600MW���R��C�M�M�ڴ�ڏ��{���y�����y����|��F91�����y���ܷ���̎��Ҫ�Ѻ���t�u�Ͻ𡣈D1���y��ĽY��(Ҫ��Ѻ��Ӻ��≥2mm������Ӳ��HRCֵ≥38)���˽Y��ʩ���r���ӑ��������^��ͬ�rʩ����λ��2̎����һ̎�����ʩ�����������w�ͺ��ĵ����ԣ�����ߺ��p�Ŀ����ԣ��OӋ��D2�ĺ�����ʽ��
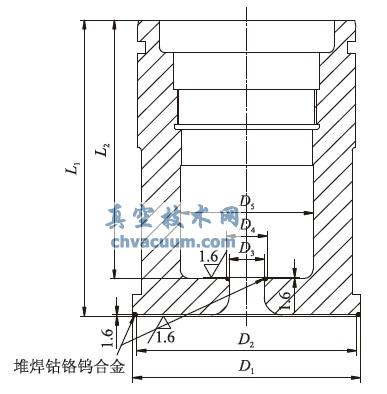
�D1 �y��Y��
����3.2�����Ӳ���
�������C����ZX7-500��׃ʽֱ���ֻ����C�����O�Խӷ�����ǰStellite6���l250��決1h����ɵĺ��l����150�汣����ȣ��S���Sȡ�����]ʩ����λ��2̎������ʩ���r���w�����^�죬ʹ���Ӳ�λ�c���w�ز��^�����Ԍ��������w�t���A�ᵽ650�档�Ⱥ��ȿ��p������A���p�����140��160A���ε����p��ʩ��4�ӡ���1������x��ƫСֵ����140A������ϡ��ʣ�����3�����160A�����ٺ������ֲ��[�ӣ����g���^�M���e�_��������������650��t�����1h���S�t���䣬�Ҝس��t��
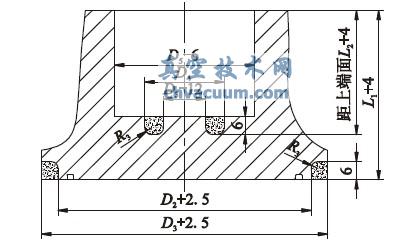
�D2 �y��(�Ѻ�ǰ)
����3.3���z�yԇ�
�������ι�ʩ��2�������ӹ���PT+UT�z�y����JB/T4730-2005�Ģ˜��u����2�����ܷ��桢�ۺϾ�����Ӱ푅^���oȱ�ݡ��ܷ���Ӳ��HRC�z��ֵ��38��40�����w�b���JB/T3595-2002Ҏ���OӋ������1.5��ˮ��ԇ�ϸ�3����
4���Y�Z
�������ñ��ĺ��ӷ��������ӽY����ʽ�����ӹ�ˇ������y�꣬�|�������������OӋҪ��Q���R���w�͟�䓲����ֹ�늻����Ѻ���t�u�Ͻ�r�ܷ�����ۺϾ���λ�a���Ѽy�Ć��}�����y�T�ИI�l�վ���y�ć��a���ĺ��ӹ�ˇ�����ṩ�˱��C�ͽ��b��







