���͜ؽ�ֹ�y�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)
������Ҫ�о����͜ؽ�ֹ�y�ڳ��غ͵͜ع��r�£����y�P���ܷ�ĽY(ji��)��(g��u)�c�ӹ���ˇ��̽ӑ�y�U���ܷ�Y(ji��)��(g��u)���з��m�ܷ�Y(ji��)��(g��u)�������(y��ng)���ڳ��͜حh(hu��n)���£���ֹ�y���ܷ⼰���ܷ⼼�g(sh��)��˼·�����Y(ji��)�Ͼ��w�ӹ���ˇ�M(j��n)�п������о���ͨ�^ԇ�(y��n)�(y��n)�C�����͜ؽ�ֹ�y�ܷ⼼�g(sh��)�����ƌW(xu��)�ɿ���
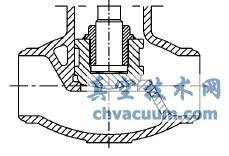
�������͜ؽ�ֹ�y�Ǒ�(y��ng)���ڵ͜ع��r�µĽ�ֹ�O(sh��)�䣬һ�㹤�r�ض���-100������.�͜ع��I(y��)�ڹ��I(y��)�I(l��ng)����ռ����Ҫ�ĵ�λ������Ȼ�����������ʹ��Ȼ����ӷ����\(y��n)ݔ�����I(y��)��һ���ý��غ͉��s�ķ������⻯��Ȼ���D(zhu��n)����Һ����Ȼ��(LNG)���ژ�(bi��o)��(zh��n)��≺�µķ��c(di��n)��-162�棬�⻯���w�e��Һ�B(t��i)�r(sh��)��600��[1]�����͜ؽ�ֹ�y����͜ع��I(y��)�õ�һ�N��Ҫ�y�T�c��Ҫ��ֹ�O(sh��)�䣬��(du��)���ܷ�Y(ji��)��(g��u)���O(sh��)Ӌ(j��)�c�о������ش�����x.704�о���ͨ�^�������о�ԇ�(y��n)��ᘌ�(du��)-196�泬�͜ع��r�����Ƴ��˿��ڴ˜ضȭh(hu��n)���й����ij��͜��y�T�әC(j��)(Ҋ�D1)��
1�����͜ؽ�ֹ�y��(du��)���ϵ�Ҫ��

�D1 ���͜ؽ�ֹ�y�әC(j��)
�����ڳ��ع��r��(y��ng)�õ��y�T�������x��ķ������^�V�������͜ؽ�ֹ�y��ʹ�ù��r��-100�����£���(du��)���ϵ�Ҫ���^���(y��n)���ڹ����ض��£����ϲ���(y��ng)�a(ch��n)���͜ش����Ɖģ����ϵĽM���Y(ji��)��(g��u)��(y��ng)��(w��n)�����Է�ֹ������׃�������w�e׃��;���ú��ӽY(ji��)��(g��u)�r(sh��)�����ϵĺ�������Ҫ�ã��ڵ͜��º��p�����^�ߵĿɿ���;�y�T�ڵ͜ع��r���l�����]�����y�ꡢ�y�U���y�����㲿����(y��ng)����衢ҧ���c�����ȬF(xi��n)��������Ҫ�͜ؽ�ֹ�y��Ҫ������]�x�õIJ������1[2]��
![�͜ؽ�ֹ�y��Ҫ������]�x�õIJ���](/uploads/allimg/130906/1948491.png)
2�����͜ؽ�ֹ�y���ܷ�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)
�������͜ؽ�ֹ�y�����y���c�y�����|���F���ܷ�Y(ji��)��(g��u)���ܷ⸱�O(sh��)Ӌ(j��)�ɽ��ٌ�(du��)���ٵ�Ӳ�ܷ���ʽ���y���O(sh��)Ӌ(j��)���y�w�ϣ����y�w�M��һ�w�Y(ji��)��(g��u)����D2��ʾ���鱣�C�y�T�Ŀɿ��ܷ⣬���y����y�w�ܷ����χ���Ӳ�|(zh��)�Ͻ𡣽�(j��ng)�^�͜�ԇ�(y��n)��Ϳ�����W(xu��)����ԇ�(y��n)���C����Ϳ��Ӳ�����ӣ��͜حh(hu��n)����ĥ�������ã����M(j��n)�y�T�ڵ͜حh(hu��n)���Ŀɿ��ܷ⡣��(j��ng)�^����Y�Ϻ͌�(sh��)�(y��n)��(y��ng)�ã��҂����õ��x�Ӈ������g(sh��)��(du��)�y�w�ܷ��懊��StelliteNo6�Ͻ𣬌�(du��)�y���ܷ��懊��StelliteNo12�Ͻ𣬺��≥1mm����(j��ng)�^������ˇ̎��������StelliteNo12�Ͻ���y���ܷ����Ӳ���^����StelliteNo6�Ͻ���y�w�ܷ����Ӳ�ȴ������ڽ�ֹ�y���ܷ�Ч����
�D2 ���ܷ�Y(ji��)��(g��u)�D
�������ڳ��͜ؽ�ֹ�y��ʹ�ù��r��-100�����£��y����y�w�ڇ���Ӳ�|(zh��)�Ͻ��Ҫ�M(j��n)������̎��.�����O(sh��)Ӌ(j��)�ij��͜ؽ�ֹ�y�әC(j��)���y�w�c�y��ּӹ�����-196���Һ���б���2h��Ȼ��ȡ����Ȼ̎�������⣬�y�U���L�i�y�w���ݼy�o�̼�����Ҫ�����ھ��ӹ�ǰ���M(j��n)������̎����
�������͜ؽ�ֹ�y���y�U����(d��ng)�y��ͨ�^���µ�ֱ���\(y��n)��(d��ng)��(sh��)�F(xi��n)�y�T�Ć��]�����O(sh��)Ӌ(j��)�y�w�r(sh��)�������y����\(y��n)��(d��ng)��(d��o)���ܣ����y�w���O(sh��)Ӌ(j��)�A���Ό�(d��o)��ڣ�ʹ�y���\(y��n)��(d��ng)ƽ��(w��n)���y�T���]�ɿ���ͬ�r(sh��)�����y�T���a(ch��n)�ӹ��^���У������y���ܷ����c�y�w�ܷ����������Stellite�Ͻ�Ӳ�ȴ����ߣ��ܷ���ļӹ�����ĥ��һ�����y�ȣ������ܷ�����Ҫ����(zh��n)����ĥ��ϣ�������Ч�ܷ⡣��(d��o)��ڵ��O(sh��)Ӌ(j��)ʹ�y���c�y�w�ܷ���Ľ��|��ϸ��Ӿ��������ڌ�(sh��)�F(xi��n)��ֹ�y�Ŀɿ��ܷ��c�ӹ���ˇ��
��������(j��)���͜ؽ�ֹ�y���ܷ�Y(ji��)��(g��u)��ʹ��ANSYSܛ����(du��)���ܷ������M(j��n)��ģ�M�����͜ؽ�ֹ�y�ڵ͜ؠ�B(t��i)�£�ͨ�^����Ԫ�����õ����ܷ�ȉ������Д�ԓ�y�T���ܷ����ܡ�
�����ν�ģ����ʹ������ģ�ͱ�������Ԫ��������(sh��)�Hģ�͌�(du��)һЩ��Ӱ푽Y(ji��)��(g��u)�c���ܷ����IJ����M(j��n)����һ���ĺ�(ji��n)�������ݿס���˨���|Ƭ�ȡ�ͬ�r(sh��)���ֹ��·�ɶ˵ļs��Ӱ푵��y�w���������M(j��n)������ӹ�·�����L��0.3m�����������Sģ����D3��ʾ��

�D3 �ܷ�����ģ��
��������Ԫ��ģ����ͨ�^���x�y�T�IJ������܅���(sh��)��߅��l�����d�ɗl���ȃ�(n��i)�ݣ��M(j��n)�з���Ӌ(j��)�㣬�ܷ���ȉ��ֲ���D4��ʾ��
�����ɷ���Y(ji��)���õ������͜ؽ�ֹ�y�ڵ͜ع��r�£����ܷ�����ܷ�ȉ����ڱ�횱ȉ����S�ñȉ�����֮��(n��i)���y�T���ܷ�Y(ji��)��(g��u)���Ԍ�(sh��)�F(xi��n)��Ч�ܷ⡣
3�����͜ؽ�ֹ�y���ܷ�Y(ji��)��(g��u)�O(sh��)Ӌ(j��)
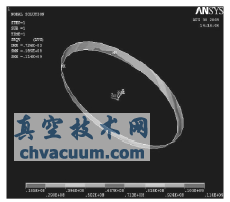
�D4 �ܷ�����ģ��
�������͜ؽ�ֹ�y�����ܷ�����з��m̎���ܷ���L�i�y�w픶˵��ܷ�(�����ܷ�)�����ܷ�Y(ji��)��(g��u)Ҋ�D5�c�D6��
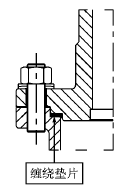
�D5 �з��m�ܷ�Y(ji��)��(g��u)�D
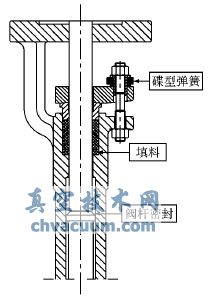
�D6 �y�U�ܷ�Y(ji��)��(g��u)�D
�������͜ؽ�ֹ�y�з��m̎���ò��P��p�@ʽ�|Ƭ��(sh��)�F(xi��n)�ܷ⡣�������ܷ�����횵ıȉ�Ӌ(j��)���ʩ���ڷ��m��˨�����أ�ͨ�^�A(y��)�o���_(d��)���ɿ����ܷ⡣��˨̎���b���͏��ɣ���(du��)�A(y��)�o����λ���M(j��n)���a(b��)����
�����ݼy�B�ӵĔQ�o����Ӌ(j��)�������ذ�����Ҏ(gu��)�y(c��)���Q�o���ؕr(sh��)���������؞�[3]��
T=K•F0•d(Nm) (1)
����ʽ�У�F(xi��n)0���(g��)��˨������(y��ng)��(N);K��Q�o����ϵ��(sh��)��ȡ0.2;d���ݼy���Qֱ�������ݼyҎ(gu��)���M16����(sh��)����6��(g��)����Ӌ(j��)�㣬�ɵ�����T=47Nm������ՓӋ(j��)�㣬�����y�T�b���^���У�ʹ�����ذ���(du��)�з��m̎����˨ʩ��47Nm�����ء�
������(j��ng)�^ԇ�(y��n)���y�T�ڳ����c�ؕ͜r(sh��)���з��m̎�ܷ����á����ǣ����͜ؽ�ֹ�y��(j��ng)�^��z���p�@ʽ�|Ƭ���ܕ�(hu��)�����ܵ����m�ĔD����׃�Σ�ʧȥ�ܷ�Ч�����з��m�|Ƭ���דp������(y��ng)���Ђ�����ڲ�z���b�r(sh��)�ĸ��Q�����͜ؽ�ֹ�y�y�U�ϲ����������ܷ�+�y�U�F���ܷ���p���ܷ�Y(ji��)��(g��u)��ԓ�Y(ji��)��(g��u)�Ɍ�(sh��)�F(xi��n)���y�T��ȫ�_���Ġ�B(t��i)�£�����Ӳ�ܷ��c����ܛ�ܷ���p��Ч�����y�T���]�^���м��P(gu��n)�]��B(t��i)�r(sh��)����̎�ܷ������φΪ�(d��)��(sh��)�F(xi��n)��
�����y�U�ܷ�̎�O(sh��)Ӌ(j��)���F��(��̎�O(sh��)Ӌ(j��)��45°����ɸ���(j��)��(sh��)�H��r�O(sh��)Ӌ(j��)�������Ƕ�)����ĥ��ͨ�^�ⲿ���(q��)��(d��ng)��ʹ�y�U���F�扺�o���L�i�y�w��(n��i)����ͬ�Ƕ��F���ϣ���(sh��)�F(xi��n)�ܷ�Ч����
�������͜ؽ�ֹ�y���ܷ������φΪ�(d��)��(sh��)�F(xi��n)�r(sh��)��ͨ�^Ӌ(j��)��ó����ω��wʩ�������ϵ��A(y��)�o����������˨�ϼ��b���͏��ɣ��ṩ�A(y��)�o����λ�Ƶ��a(b��)�����˷����ڸߵ͜�׃�����Ϯa(ch��n)�����^Û�s���ܷ��A(y��)�o���ĸ�׃��
�������ω��w��˨�B�ӵĔQ�o���ؿɅ��չ�ʽ1Ӌ(j��)�㡣�Դ�̎�ɂ�(g��)M12����˨Ӌ(j��)�������������T=28Nm�����b��r(sh��)����ʹ�����ذ���(du��)��̎����˨ʩ��28Nm�����ء�
4���Y(ji��)�Z
�����C�����������͜ؽ�ֹ�y���ܷ⼼�g(sh��)���O(sh��)Ӌ(j��)���ǿ��еģ��ӹ���ˇ���Ԍ�(sh��)�F(xi��n).Ŀǰ��704�о��������Ƴ����͜ؽ�ֹ�y�әC(j��)һ�_(t��i)������(du��)�әC(j��)�M(j��n)���˳��غͳ��͜ص�ԇ�(y��n)���ڬF(xi��n)�гɹ��Ļ��A(ch��)�ϣ��^�m(x��)�M(j��n)��ϵ�л����͜��y�T�ļ��g(sh��)�о�����(du��)�͜ع��I(y��)�����͜��I(l��ng)����_�l(f��)�c̽�����������h(yu��n)�����x��
�����īI(xi��n)
����[1]���Øs������.LNG���ó��͜��y�T�O(sh��)Ӌ(j��)�о�[J].�������̣�2010(����2)��73-78.
����[2]JB/T7749-1995.�͜��y�T���g(sh��)�l��[S].1995.
����[3]�ɴ���.�C(j��)е�O(sh��)Ӌ(j��)�փ�(c��)[M].���İ�.���������W(xu��)���I(y��)�����磬2002.
����[4]�����.��(sh��)���y�T�O(sh��)Ӌ(j��)�փ�(c��)[M].��2��.�������C(j��)е���I(y��)�����磬2007.
����[5]BS6364.�͜��y�T[S].1984.






