ú�������{���y��ĥͿ�ӹ�ˇ���g�о�
����ᘌ�ú�������{���y������r����������y�ȼ��������ĥ�ԣ����ó����ٻ��懊Ϳ(highvelocityoxy-fuel��HVOF)�����x�Ӈ�Ϳ(atmosphericplasmaspray��APS)���۷��x�ӶѺ�(plasmatransferredarc��PTA)3�N���͵�̎����ˇ�����Y��������ˇ�xȡ�c֮��ƥ����͵ć�Ϳ���ϡ�ͨ�^ĥ�pԇӲ�Ȝyԇ���@�M���Y�����о��l�F��APS��Ϳ�Ĝض��^�ߣ�����̼����ֽⲢ�ܽ��ڻ��w�ȣ����^�۷�Ϳ���g�����ӣ�ĥ�p���治�a���Ѽy�̈́���;HVOF��Ϳ�^���У����ӵ�ײ���ٶȸߣ������a���^��F��Ϳ���܉��������ܶȸߣ���ĥ�Ժ�;PTA�Ѻ���Ϳ�Ӻͻ��w�ĽY�����^����Ӳ�ȸߣ�Ϳ�Ӻ�ȴ���ĥ�Խ���APS��HVOF֮�g��
1������
����ú�����DZ����҇������ɳ��m�lչ���_����Դ��ȫ��ͬ�r�����˴������¼��g���ИI��ú�������P�I�����y��ú�������I�ĺ��ļ��g�h�����Ƽsú�����P�I�����y�����L�����\�е���Ҫ�������y�T��ú�������Ӷ����s���\�й��r���c���w���|���a����ĥ�p���}��ú����ĥ�p���γ�ԭ����s����Ҫ������Һ�����������ټ��Ȍ��ܵ���ĥ�p�Ɖġ��ⲿ���r��Ӱ푣��Լ��y�T�Y���OӋ��Ӱ푡�
2����������F��
2.1��������F��
�����҇�ú�����P�I�����y�ИI���^�����e�Ǹ߅���ú�����P�I�����y�������w���gˮƽ�ஔ�ڇ��H20���o90���ĩ��ˮƽ����Ȼ����ڇ��H���Mˮƽ�����ܝM����ȼ����H�Ј������ļ��g�Ϸ�������Ҫ���F�����ׂ����棺1)���ܲ��������������Ј��lչҪ���翹���������͡��{�����ȵ͡����ܻ�ˮƽ�͡�������(���_ˢ������)��;2)�߅������r������ߜء��߉�������g����ĥ�p�Ȉ��ϣ������y�y�ԝM��ʹ��Ҫ��;3)ԭ���ԡ���Խ���аlȱ����Ч�ĽM�����ֶ�;4)ȱ������������r�IJ����о��͑���;5)�M������Y���OӋ��Ҫ�Ĺ�ˇ�ֶε��о������������һЩ���ͻ����߅����������ܻ������r���s����ú�����P�I�����y��Ȼ�������ˣ�����ú�����P�I�����y���g�ɞ�F�����I�ش��b��ϵ�y���ɵ�ƿ�i��
2.2��������F��
�������⌦��ĥ�ԵęC��������о��M�еı��^ȫ�档J.Ahnͨ�^�^�Y��������ĥ�pԇ����������ĥ�pؓ�d�����Ϳ�ӵ�ĥ�p�ʣ�����Ӳ���ǿ�ĥ�p�����P�I�����أ�ͬ�rͿ�ӵăȲ��^����(�^�ѿp���Π��)�Լ��ⲿ����(ؓ�d���ضȵ�)��������Ҫ�����á����������@Щ���صĴ��ڣ���ЩͿ���mȻӲ���^�ߣ���ĥ�p�������ڲ���Ӳ�ȵ͵IJ��ϸ���һЩ������Ϳ���w�����d��Ӱ푣�����Ӳ�IJ����������ѣ����Ϳ����Ϳ���w���g���ѿpȱ�ݣ��Ķ�Ӱ�Ϳ�ӵ���ĥ���ԡ�
����M.Yandouzi����������ӵě_���ٶȺ͜ض������@����Ϳ�����ܶȺ�Ӳ�ȣ���ͬ�rҪע��̼����ضȵ������ԣ����ضȸ���һ����ֵ�r̼��������ܾ��_ʼ˥�p�����Ҫ�M���������Ӝضȣ������˥�p�ضȣ����;��������L��R.C.TuckerJr.���ò�ͬ�ć�Ϳ������WC-Co�IJ����M�б��懊Ϳ̎�����Y���l�F����HVOF�������ɵ�Ϳ������ĥ���h�h���ڵ��x�Ӈ�Ϳ����ĥ�ʣ�ͨ�^ԇ�l�F���ӵ��ٶ����о���ĥ�Ե��P�I���ء��ٶ���ߣ�������ײ�ɮa���^�õ������Y�Ϻ������ʣ������ʌ���Ϳ�ӵ���ĥ�����Ƿdz���Ҫ�ġ�
����M.Richert��R.C.TuckerJr.�о��Ļ��A�ό�Ϳ�Ӿ����������M���˷������J�龧����������ĥ����Ҫ���ء�
����ᘌ����Ȍ�ú�������y��ĥͿ�ӵ��о����ڵļ��g���Ȳ���Ć��}�����ĽY�χ�����о��ɹ������N��ͬ�Ĺ�ˇ̎�������M���о���ᘌ���ͬ�Ĺ��r���y�����m�˵Ĺ�ˇ̎���������Ķ���Q�ˇ���ú�������y��ĥ�ԵĆ��}��
3��ú��������r�����ͱ���̎����ˇ
3.1��ú��������r
����ú�����ИI�y�T���ƽ��|�����������c��
����1)���|�ضȸߣ�ݔ�͜ضȞ�200��500��;
����2)���|���w�w��Ӳ�ȸߣ�����HRC60����;
����3)�������߿��_19MPa;
����4)ú�������g�ԏ�;
����5)�̡�Һ����������ͬ�r���ڡ�
����һ��Ľ��ٲ��܉�ͬ�r�M���͛_ˢ���ߜء����g��Ҫ��̼���u���մɵ��mȻ�кܸߵ�Ӳ�ȣ������Ȳ����ڿ����y�����н����������Ѷ��Ɖġ��W���w���P䓝B��ĝB����Ч���Ŀǰ��ֻ������10μm���¡���ˣ���ĥͿ�ӵ��о�����ú�������y���f��һ�����^���ÿ��еķ�����
3.2��3�N����ú��������̎����ˇ
�������ٱ���ğ�̎����ˇ�ܶ࣬����ᘌ�ú����������r����Ҫ�������N���͵�̎����ˇ�M���о���
3.2.1 ���x�Ӈ�Ϳ(APS)
�������x�Ӈ�Ϳ(APS)���^�������ø߉�늻��ӟ�������Ķ��a�����ٵĵ��x�����������x�����ɚ�ͨ���Ǻ���������Ě�⣬�Ķ�ʹ����ķ�ĩ����Ч�ؼӟ�����ڡ����x�ӻ��ĵĜض�ͨ��������10000K������ײ���ٶȿɸ��_250m/s��APSԭ����D1��ʾ��
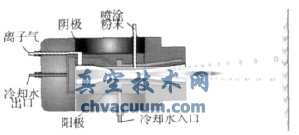
�D1 ���x�Ӈ�Ϳ�^��
3.2.2�������ٻ��懊Ϳ(HVOF)
���������ٻ��懊Ϳ�����䇊Ϳ�^���У�ȼ�Ϻ�������ȼ���҃ȱ��Ӊ����cȼ��ͨ�^�U��ʽ���ه�����ٵ������٣��γ��R���F������w���ڸ���(>400m/s)�������͵Ĝض�(<2000��)���䣬ͬ�r�S���M�ۣ����ṩ��������ܟ����ӡ�HVOF��Ϳͨ������Ҫ���m�ğ�̎�����@�����������Ժ��ٶȵ��w��ײ��Ķ��γ������ܡ��Y���ć�Ϳ�ӡ�HVOFԭ����D2��ʾ��
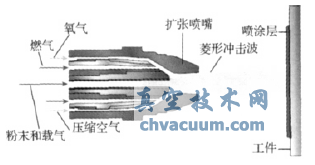
�D2 �����ه�Ϳ�^��
3.2.3�����x�ӶѺ�(PTA)
����PTA�Ѻ����^�̺͚廡��(tungsteminsertgasTIG)���^�����ơ�늻��ܵ������Ƽs�ͱ��o������ƣ��a���տs�������Ϳ�ĩ��Ҫ�ǺϽ��̼���ͨ�^�d�w�x�Ӛ����ضȷ���������ȡ�ͬ�r������ֲ��ĭh��o����Ա��o���Ӆ^��¶�ڿ՚��У��p�ٺͷ�ֹ�������ڶѺ����g�У�PTA�����w�ѷe�ӵ�ϡ��ʱ��^�ͣ��S���˶ѷe�ӵĻ��W���ԣ�����ȵؽ����ˇ�Ϳ����ğ�Ӱ푅^�����PTAԭ����D3��ʾ��
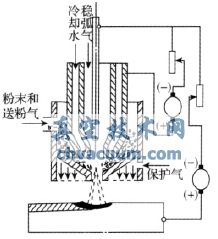
�D3 ���x�ӶѺ��^��
3.3��ԇ�Ϳ�ӷ��ϡ���ˇ����
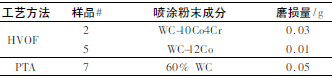
������������3�N���͵Ĺ�ˇ��ԇ��^���в����˶�N�m����ú�������r�ķ�ĩ���ϣ�����APS�x��Ni-Cr-B-Si�������ԺϽ��ĩ���Y���ض���1000�����ҡ��ѷe�ć�Ϳ����950��1100�汻�ӟᲢ�������ڡ��Ͻ��ĩ�иߝ�ȵ�Si��ֹ���ڼӟ��^���л��w����͇�Ϳ�ӵ�����������Ϳ�ӱ��ӟ�Ͳ������ڣ����������˻��w��Ϳ�ӵĽY������
����ᘌ�HVOF��ˇ��������x�ú�85%WC����t�Ͻ��ĩ(WY-M516)���@Щ��ĩ��Ҫ������ĥ�����g�Ĉ��ϡ��tԪ����������g�ԣ�������Ӳ�|�Ͻ��w�������̼����-Ⓕ����ϵĻ��w���g��ĥ�p���ܡ�
����PTA�Ѻ���ĩһ���x��WC����60%���ϵķ�ĩ�Լ�����Ni-17Cr-Fe-B-Si�ĺϽ��ĩ(WY-SY64)��
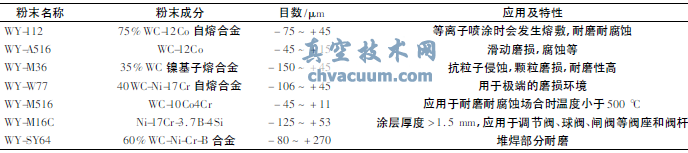
�����C�����Ϸ������Y��ú����������r���x��ͬ�ķ�ĩ���ϣ����w�������c���������1��ʾ��
��1 ��Ϳ�ӷ�ĩ�x��
�������yԇ�Ӽ��x�óߴ��25mm×80mm×6mm��410���P䓡�
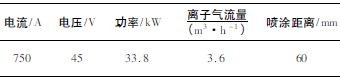
�������ڵ��x�Ӈ�Ϳ���x��SG-100�ĺ�������ͬ��ĩ�ć�Ϳ�������ֲ�׃�����2��ʾ����Ϳ�ӵĺ�Ȟ�0.4��0.6mm��
��2 ���x�Ӈ�Ϳ����
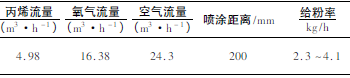
����HVOF��DJ2700��������ͿⒻ�̼���u��ȼ���DZ�ϩ����Ϳ�������3��ʾ����Ʒ�ć�Ϳ��Ȟ�0.4mm��
��3 �����ه�Ϳ����
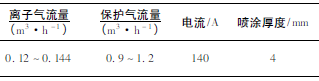
����PTA�Ѻ��������4��ʾ���Ѻ��Ӻ�4mm��
��4 ���x�ӶѺ�����
3.4����Ʒ�yԇ�������Y������
3.4.1���yԇ����
����ĥ��ĥ�p����Ҫ���c��1)ĥ��ĥ�p�������Sĥ��ĥ�p��ʽ���͌��H���r��ĥ�p���^����;2)ĥ��ĥ�p�Ŀɿ����٣��mȻ���܉���ȫģ�M���H���r�ą������������IJ������Σ����؏��Ըߣ��ɿ��Ժá�������ԇ�yԇ�A�Ό���Ʒ�M��ĥ�pԇ
����ĥ�pԇ����ASTM-G-65-85�������@�����g�˜ʣ���Ʒ�������z݆һ߅��ͬ�r������֮�gע��ĥ�ϣ���ĥ�ϵ������M�п��ƣ�ʾ��D�͌���D��D4��ʾ���O��ѭ�h�Δ���2000�Σ���һ�ȼ��d30�����d���M�Ќ��yԇ(�˜�G-65�yԇ��B����)����Ʒĥ�pǰ����|��ĥ�p����ֱ�ӷQ��Ӌ�������_�Ȟ�0.001g���ڜyԇǰ��PTA�Ѻ��Ę�Ʒ���ӹ���ƽ���ı��档
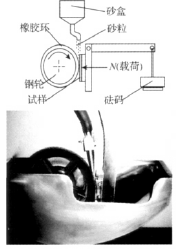
�D4 ĥ��ĥ�p�yԇ�C
3.4.2���yԇ�Y������

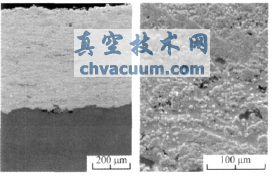
�D5 ��Ϳ��Ʒ(������)HVOF��APS��PTA
�����D5�@ʾ3�N��ˇ�Ӽ�������HVOFͿ�����^�������ܣ�APS�Ӽ������������ɣ�PTA�Ӽ��Y���@ʾ���ܶѺ��l�y���ʬF�������ɡ�
�����^Ӳ�Ȝyԇ�ó�HVOFͿ�ӵ�(WY-M516)Ӳ����HV=1097��PTA�Ѻ���Ӳ����HRC=60.4��
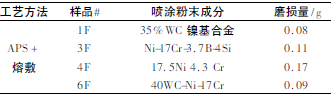
�����D6�@ʾ�˸��Ʒĥ�p�yԇ���ĥ�p���ۡ��Ę�Ʒ���Կ�����ĥ�p���۵Ĵ�С���H��ه�ڹ�ˇ������߀�c��Ϳ�������P����5�Ǹ��Ʒĥ�p���Ĝyԇ�Y����
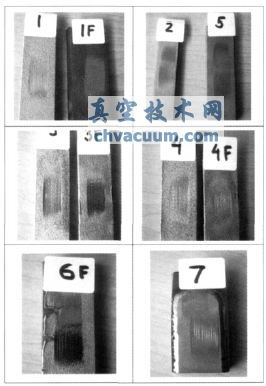
�D6 ĥ�p���ۜyԇG-65
��5 ĥ�p�yԇ�Y��(1)(2000�D)

�����ı�6���Կ�����APS��Ϳ�����w��ĥ�p�ľC�������Ե���HVOF��PTA��ԭ���ǣ�APS�^���з�����ײ���ٶ���250m/s���w��֮�g�ęCе�Y�Ϗ����h�hС��HVOF(400��800m/s)�Ĺ�ˇ�Q����Ϳ�ӵ������Ե���HVOF��PTA��
����APS��ˇ���Ļ��Ĝضȸ��_10000�棬�ߜ،��w���e��Ӳ�|����һ�����Ɖ����ã�ʹWC�ֽ⼰�����w���s�|���ࡣ
����APS��ˇ�У�WC��Ӳ�|�����w��ĥ�p���p��������á�һ���棬����WC�Ĵ��ڣ�ʹ��Ϳ����WC�w����Ӳ�|���������w�ě_��ĥ�p��������;��һ��������WC���c�܇�������֮�g�ĽY��ȱ�ݣ��������WC������wÓ�䣬�Ķ��Ɖ���APS��Ϳ�ӡ��ڛ_�gĥ�p�У��S���_ˢ�ǶȵIJ�ͬ����Ϳ�ӵ��ƉęC��Ҳ��һ�ӣ���ֱ�_ˢ�������_ˢ�c����}�ӵ��^ƣ��׃�Σ����Ϳ��Ó�䡣�Aб�_ˢ�t�ǂ�����^�����������������^ܛ�Ļ��w���ϱ��_�g��������Ӳ�|�౻��¶����u�c���w֮�g�a��ƣ�ڑ����Ɖģ���KʹͿ�����wÓ�䡣
��6 ĥ�p�yԇ�Y��(2)(2000�D)
�������������@�N��r����������w���g�ĽY�Ϗ��ȣ�һ�����APS+�۷��̎����ˇ��
�����ı�6��Ҋ��Ʒ��ĥ�p�����@���چ�һ����APS̎����Ϳ�ӣ���Ʒ3F��4F����ĥ��Խ���h���ژ�Ʒ3��4���@��������۷��^���У��γɵĹ����M������Ϳ����������͏�ɢ���������ã��ӏ���WCӲ�|�Ͻ���ĽY����;����Ϳ���g�ĺϽ���Uɢ���ӏ���Ϳ�ӵ��g�ԣ�����˘�Ʒ����ĥ�ԡ���һ���棬���������ĥ�ԣ�����ֱ��ȡ��Ӳ�|�࣬�x�����w��ĥ�ҟo���@�Ȳ��Y��ȱ�ݵIJ������释Ϳ��ĩ���x�����Ʒ6F��
�������7��ʾ����HVOF��ˇ���Ԯa�����ܵć�Ϳ�ӣ����^HVOF��Ϳ�^�Ę�Ʒ2ĥ�p���^С�������ǘ�Ʒ5����С��
��7 ĥ�p�yԇ�Y��(3)(2000�D)
����PTA��Ϳ�ӱ��^��ĥ�������ڽ��ٻ��w�ڇ�Ϳ�^���Џص����ڣ��cӲ�|��a��ұ��Y�ϡ���Ȼ���ٻ��w�cӲ�|��֮�g��������Բ�����������ݼ{��Ӳ�|��������кܴ���Ƽs��������ĽY������Խ�����������������w��ĥ�p������Խ���C��Ч���������PTA��Ϳ����ĥ���ܽ���APS��HVOF֮�g��������PTA���۳�ұ��Uɢ�^�̣������γ��^����Ľ��ٽY���ĺ��Ϳ�ӣ����ԾC����ĥ�����dz��á�
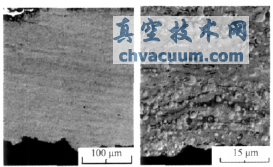
3.4.3����Ʒ�^�Y���о�
������Ϳ��Ʒ���@ʯ��и���⣬������@�R�·�����Ϳ�ӵ��^�Y������Ʒ1F���õ��x�Ӈ�Ϳ������Ϳ�ӣ���ĩ��35%WC懻������ԺϽ��乲���M�����^�ߵ��g�ԣ�ͬ�r���x�Ӈ�Ϳ�Ĝض��^�ߣ�����̼�������������ܽ��ڻ��w��ڵ��x�ӳ��e�����^�쵽�˵��͵ČӠ��ΑB�������IJ����ǺϽ��е�WC-Co�w�����ڸ߱��@�R�¿��Կ������@��WC�w��(Ҋ�D7)��
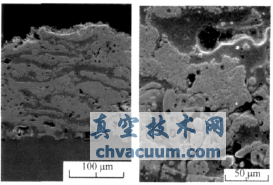
�D7 APS�Ӽ�1F(���^�ܷ�̎��)
����3F̖��4F̖�Ӽ��ĵ��x�Ӈ�Ϳ���e�Ӻ���WC�������ԺϽ��ĩ���^�Y���D���@ʾ���������w��WC�w��(Ҋ�D8)��WC�c�܇��Ͻ��γɹ����M�����ӏ���WCӲ�|��ĽY����������˘�Ʒ�Ŀ�ĥ�ԡ�
�D8 APS�Ӽ�3F(��D�����^�۷�̎��)4F(�҈D�����^�ܷ�̎��)
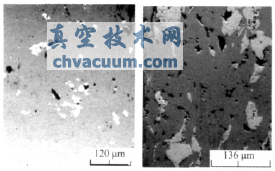
������Ʒ6F(Ҋ�D9)��Ni-17�Ͻ𣬛]������Ӳ�|�Ͻ��ࡣ�@�N�Y�����^���ܣ��������A�εĿ�϶��Ϳ���c���w����Y�Ͼo�ܡ�����ĥ�Ը���ʹ�ú���WC�w���ĵ��x�Ӈ�ͿͿ�ӡ�
�D9 APS�Ӽ�6F(���^�۷�̎��)
������APS��Ϳ��ͬ��HVOF�ᇊͿ�^���У����ӵ�ײ���ٶȸ��_800m/s�������a���^��F��Ϳ���܉��������ܶȸߣ�Ϳ�ӿ�϶�ʵ���2%�����Ԙ�Ʒ2��5�ı��涼���^���ܛ]�п��ۺͷӡ�
�����ĈD10���D11���Կ�������Ʒ2Ϳ�ӵ��^�Y����2�ӣ��քe�ǽ��ٻ��w��WC�w��;��Ʒ5�ć�Ϳ��Ҳ�����Ƶ�WC�����ֲ�����ͬ�ȷŴ�����£����Կ�����Ʒ5��WC�w���^��Ʒ2��С�������ܶȴ�϶��С�����Ԙ�Ʒ5����ĥ�Ը��ژ�Ʒ2��
�D10 HVOF�Ӽ�2(WC-12Co)��ͬ�ֱ����µ��^�Y��
�D11 HVOF�Ӽ�5(WC-10Co)��ͬ�ֱ����µ��^�Y��
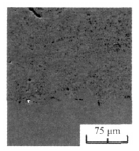
����PTA�Ѻ����кܴ��WC�w�������Π��Ҏ�t�ĈA��(�D12����������)���@Щ�w���������Ѻ����зֲ�������;ͬ�rPTA�Ѻ��r�ضȱ��^�ߣ�WC���ֽ⣬�γ��µ����|W2C��W2C��WC�࣬ʹͿ����ĥ�Խ���;���ǣ��ĈD�п��Կ�����WC�w����“�ϸ�”�F����Ϳ�ӱ��渽��WC�ֲ����^�ܼ���WC�c�Ͻ�Ԫ���γɏͺ�����ʹ��ĥ��������
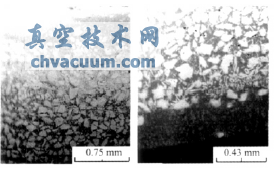
�D12 PTA�Ӽ�7(40%WC-Ni-Cr-B)��Ӆ^��Ϳ�ӻ��w����̎���^�Y��
4�����̑���
�����������ϲ�ͬ����̎�����������c��ᘌ���ͬ�Ĺ��r�Ͳ�ͬ���㲿��Ҫ���M���x��
4.1��PTA�Ѻ�ƫ�����D�y�y�w��ǻ
����PTA�Ѻ���Ҫ����̎�����溆�ε��������̓ȱڣ������o��Ҫ�����һ����Ϳ�Ӻ�ȣ��͛_�g����ĥ�p����ú������ˮ̎���F��ʹ�õ�ƫ�����D�y�y�w��ǻ�M��PTA�Ѻ��������xȡ�Ӽ�7(40%WC-Ni-Cr-B)���Ѻ��Ӻ�ȿ����_��2mm��ԓ�y�T��ʹ�ù��r�飺������ռ���|������3%��5%�����|�ض�250�棬���|���ٿ��_35m/s�����^PTA̎����ԓ�y�T�ڬF��ʹ�à�r���á����S�ҷ�ӳ���^ȥ���÷�PTA��ˇ�ć�Ϳ��ʽ̎�����y�w��ǻֻ��ʹ��20����ͱ��_ˢ�Ɖģ��F��ʹ��2�����º���y�w�_ˢ��D13��ʾ��δҊ���@���Ɖĺ��E��
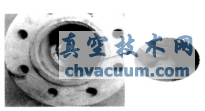
�D13 PTA�Ѻ����y�w��ǻʹ�ú�Ч��
4.2��HVOF��Ϳ�i���y���yо
������ú�������rʹ�õ��i���y��Ҫ����и�Ӳ�ȡ�����ĥ�ԡ������i���y���yо����HVOF����̎����ˇ����Ϳ�����Ӳ�ȿ����_��HV1100(Ҋ�D14)��ԓ�y�T��ʹ�ù��r�飺���|�ض�270�棬������1057kg/h������ռ���|������50%������3��50mm�������xȡ����WY-M516(WC-10Co4Cr)��Ҫ�������Ӳ�ȸߣ��m���ض��E׃���r������Ϳ�ӽY��������Ŀǰԓ�aƷ���ܙz�y��ɣ��F�ѱ�����ijú�����Ŀ�ɼ{�������������aƷ��
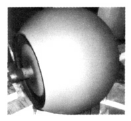
�D14 HVOF��Ϳ�����о
4.3����Ϳ���۷�ƫ�����D�y�y�w�yо
����������ͨ��Ϳ�ı��渽�������ã����Ԟ���߸�������Ҫ�M�е�2���۷�̎�������Ӳ����c���w�ĽY������ʹͿ����ʹ���^���в������䡣�������WY-W77�Ͻ�(40WC-Ni-17Cr)������ú������ˮ̎�����r�����ڹ��r�O�䐺�ӣ��ߜء��ߛ_�g��ʹԓ�yо��ʹ��20��_ˢ�Ɖġ������ڬF�еĹ�ˇ�l���ȣ������������Ĺ�ˇʹ�É����ѽ������3�����ϣ���D15��ʾ�LJ�Ϳ���۷�̎�����yо��ʹ��6���º�p�ĵ���r��

�D15 �۷�̎�����yо
5���YՓ
����������Ҫ�о�APS��HVOF��PTA3�N����ᇊͿ�����ć�Ϳ�C���������ÏS�����]���ƅ��������]��ĩ���Ƃ�Ӽ���ͨ�^���Ӽ���ĥ��ĥ�p�yԇ���^�졢����Ϳ�����ܣ�����3�N��ͬ��ˇ���c������������ú�������y�ϡ����ĵ��о���ú�������y�ṩ�˷������������Ժ��ú�������y�Լ������ИI��ĥͿ�ӵİlչ���ṩ�˼��g�ϵ�֧�֡�
����ͨ�^ԇ��о����ó����½YՓ��
����1)��Ϳ�ӵ��ܶȡ����ٵ������ԡ�WC�w���Ĵ�С���ֲ����g���Ӱ�Ϳ����ĥ�Ե��P�I����;
����2)���x�Ӈ�Ϳ���۷��γɹ����M��������Ϳ����������͏�ɢ���������ã��ӏ���WCӲ�|�Ͻ���ĽY��������ĥ�����;
����3)HVOF�ć����ٶȴӹ��ضȵͣ�����M������������WC�����ߡ����ܣ���϶�ʵͣ�Ϳ���^�����m��̎��Ӳ�ܷ����о;
����4)PTA�Ѻ���Ϳ�Ӻͻ��w�ĽY�����^����WC�c�Ͻ�Ԫ���γɉK���Ӳ�|�࣬ʹ��Ϳ�Ӿ��кܸߵ�Ӳ�ȣ���ĥ�Խ���APS��HVOF֮�g����Ϳ�Ӻ�ȴ������m����̎���y�����y�w��ǻ��;
����5)����ͬ�ı���̎����ˇ�����ڲ�ͬ�Ĺ��r����ͬ���㲿�������ø���Ч���dz��@��;
����6)���ֹ��r�O�䐺�ӣ��Mһ���_�l�µć�Ϳ���Ϻ�ˇ���ڱ��С�
������һ�����о����������]ͨ�^����ԇ�ؚw�����ȷ�����3�N����ᇊͿ��ˇ�M�Ѕ�����������������Ҫ���ص�Ӱ�Ҏ�ɡ�