���������s�C�������{���y��й©̎��
���������������b�����������s�C�������{���y���ڵ�й©���}��ͨ�^�z��̎����ʹԓ�y�_������й©�ȼ�Ҫ��ʹ�������b��β���ŷ��_���h��Ҫ���C���b���\�еİ�ȫ�Ժͷ����ԡ�
�����������b�õ����������s�C�������{���y����yо�l��й©����ˇ���е�NO2��ֱ��ͨ�^�{���y�M���Ś�Ͳ���Ķ�ʹβ����NO2���w����ŷų��ˣ��_�����h��Ҫ��2010��11��3���������������s�C�������{���y�yо�l��й©��ɝ������b��β����ͻȻ���ߣ���100×10-6����������600×10-6���ҡ����˭h���_�ˣ���회����������s�C�������{���y�M�Йz��̎����ʹ���_������й©�ȼ�Ҫ��
1�����������s�C�������{���y�Y����ʽ
�������������s�C�������{���y��������CCI��˾���a�Ě��ֱ�г̻\ʽ�{���y�����|�������M�߳���ʹ������ԭƽ��ʽ�y���ϵ�“O”���ܷ�Ȧ�דp�ģ����ɏS�Ҍ�ƽ��ʽ�Y�����Ğ��ƽ��ʽ�Y������ͨ�^Ӌ���ڬF���p���Ú�ڏ��͚�Դ�����²��÷�ƽ��ʽ���ܝM���{���y�ڹ��r�����µĢ���й©�ȼ�Ҫ���{���y�ܷ���ʽ���������Ӳ�ܷ⣬�������Ԟ�ֱ���ͣ����Qͨ��DN250mm������ϵ��(CVֵ)900���y�\�OӋ�������Խ������w�����p���Ú���ЙC������Ѓ���ޣ��_���y�T�ښ�Դ�Д���r��Ҳ�ܾo�����_����ֹ���������s�C���F����
2�����������s�C�������{���y�c�����z��
����2.1���c�z��
�����ڹ�ˇ�߂�ͣ܇�����z�ėl���£������������s�C�������{���y�M���ڹܵ��c�M�ڷ��m��ж���_����DN250mm��ä���mä���{���y�M�ڣ�����0.30MPa�x���Դ�����{���y�y�����yо��λ�÷���ˮ��©���^��й©��r�������Д��Ƿ���yо���ܷ�̎й©��߀���y���|Ƭ̎©��
����ͨ�^�z��l�F���y���ĉ|Ƭ̎�]��й©��й©̎���y�\�Ŀ���̎����˴_�������yо�ܷ�̎й©��
����2.2��ˮ��й©ԇ�
��������GB/T17213.4-2005�M��й©ԇ���{���y�M���y��ǻ��ˮ�M��0.30MPa��ˮ��й©ԇ���{���y����̎�ռ�й©ˮ����й©���_��2200mL/min���{���y��й©���ܴ�
��������GB/T17213.4-2005��7.3.3й©��Ҏ����Ӌ�����������s�C�������{���yˮ��ԇ����й©�ȼ�Ҫ���й©����Ҋ��1��
��1 ���������s�C�������{���yˮ��ԇ����й©�ȼ�й©��
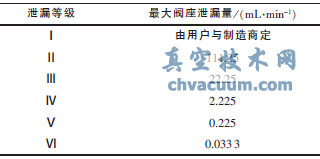
�����ɱ�1��֪�����������s�C�������{���yˮ��ԇ��й©���h�����{���y����й©�ȼ�Ҫ���й©����
3���{���yй©̎��
�����������������s�C�������{���yй©�_�������yо�ܷ�̎й©��й©ԭ��飺�yо�c�y�����ܷ�������r�龀�ܷ⣬�����yо���y���L�ڸ��g���_ˢ��ԭ������ܷ���p�ģ������{���yй©������
�������{���y�yо���y�����g��r���z���M�õȷ��濼�]��ᘌ��{���y��й©̎���^�̷֞�3���������yо���y��ԭ�ܷ������M�й̎��;������һ��̎��Ч�����ã��������yо���y������ϳߴ磬�����ĥ���γ��µ��ܷ���;�۸��Q�y���h�����¶�λ�ܷ⾀��ʹ�{���y�_������й©�ȼ�Ҫ��
����3.1���y��y���y�L
�����yо���y����ж��ɺ��{���y�yо���y���M�Мy�L���˽��{���yй©�^��IJ�λ������������ܷ���ӹ�������ṩ���A������
����3.2���yо���y���ܷ���̎��
����3.2.1�����y��ԭ�ܷ����M�й̎��
�������{���y�y��ԭ�ܷ������M�й̎�����̎��ǰ�y����D1���y������ӹ���D2���̎�����y����D3��
�D1 �̎��ǰ�y��
�D2 �y������

�D3 �̎�����y��
����̎�����E���£�
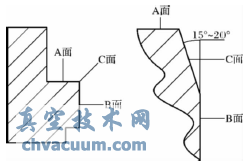
����1)���Ȍ��y��A���M�й̎�����p�M�����˴��M����s7��8�z������Ҋ���ٱ�ɫ����ʹ����ֲڶȞ�Ra0.8��B��]�����κ�̎��(�M���rA���������0.5�z����Ȧ�IJ��A�Ȳ�2�z)��
����2)C�水�ՈD2�M�й���M�е��ǹ̎����C���c�S���ĽǶȞ�20°��ʹ�ܷ⾀�䵽����̎��C����������ֲڶȞ�Ra0.8��
����3.2.2�����yоԭ�ܷ����M�й̎��
������D4��ʾ������ԭ�yо���ܷ���D�����̎������׃�Ƕ�ʹ�ܷ���D���о��c�S���ĊA�Ǟ�35°���Դ_���y��A���cC���ཻ�������yоD���ϣ����ܷ����á����˽Ƕȹֱ��Ҋ���ٱ�ɫ�������ܷ���D�撁��������ֲڶȞ�Ra0.8(�yо������2�z)��
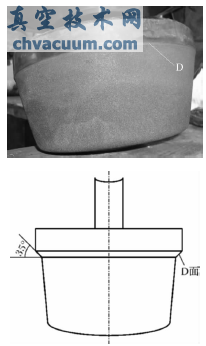
�D4 ���������s�C�������{���y�yо
����3.2.3���yо���y������M����ϙz��
�����yо���y���̎���ϸ���yо���y�����|���ܷ������b�����üt��ͿĨ(�D5)���z���ܷ���Ͼ��Ƿ�������Ҏ�t��������
�D5 �yоͿĨ�t�����ܷ���Ͼ�
����3.2.4���{���y���b��ԇ©���z���һ���̎�����Ч��
����1)�{���y�y���ӹ�̎����ɺ������_�������b�y�\���yо��
����2)����GB/T17213.4-2005��й©ԇ�������{���y�M��й©ԇ��ˮ����0.4MPa�r���{���y��й©����75mL/min��ֻ���_����й©�˜ʵ�Ҫ��δ�_��V��й©�˜ʵ�Ҫ��ˮ������0.3MPa�r���{���y�M��һ���_�P�����M��й©ԇ�{���y��й©����25mL/min��Ҳֻ���_����й©�˜ʵ�Ҫ��Ҳδ�_��V����
����3)�{���y�P�]��15h������й©ԇ��ˮ������0.3MPa�r���M��й©ԇ�{���y��й©����15mL/min��ֻ���_����й©�˜ʵ�Ҫ��Ҳδ�_��V����
����3.3���yо���y���ܷ����ٹ̎��
�������ڵ�һ��̎��Ч�����ã������yо���y������ϳߴ磬�����ĥ���γ��µ��ܷ��档
����3.3.1����һ��̎��Ч�����M��Ҫ���ԭ�����
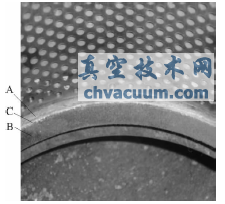
���������{���y��й©���]���_��V��й©�ȼ�Ҫ���{���yȡ�����鿴�yо�ܷ��汻�y���D����ĺ��E���l�F���yо���ܷ���ț]�б��D������ܷ⾀���������yо�ܷ��������픲��ДD���ĺ��E���@�f���y���ܷ⾀�ڏ������yо���ܷ��棬��Ҫ�����ܷ⾀��λ�ã�ʹ�������yо�ܷ���ăȲ���
����3.3.2���ڶ���̎����ȡ�Ĵ�ʩ
���������y���ܵ����g���̎�����y��A��C�潻����ֱ�����û����c�yо���⏽��ȣ���˛]��̎�����ܷ⣬й©����Ȼ�^��ӑՓ�Q�����y��A��C�潻����ֱ���U���y����C�������ܷ��棬�yо�ܷ�����ψA�����ܷ⾀������˼·�����y���M�й̎�����yо���ӡ��ӹ��ú������b��ԇ©��й©���½���2mL/min����ֻ���_������й©�˜ʵ�Ҫ����˛Q���ٌ��yо���y����ȡ��ĥ�ķ���̎����
������һ����ĥʹ��W7����ɰ��������ɰ�����ͿĨ���y����C���ϡ����b�{���y�����y�w������형rᘵķ��������D�yо�����_ʼ���X�dz��ĝ�����Ҫʹ���^����������D���yо�����D��4Ȧ����X���^�p�ɣ��������D��7Ȧ���S��ȡ���yо���y���鿴�ܷ������ĥ��r���l�F�yо���y�����ܷ�������p�ģ���ԇ©й©�����ӵ�3mL/min����ĥ���Ч�������롣��ˣ��ڌ��yо���y������ǰ��Ĺ�����M��̎�������M���˵ڶ�����ĥ���@��ʹ��W28����ɰ�����������DȦ���D�������ں�С�ĽǶȃȁ��ص����D����ĥ��z���l�F�yо���y�����ܷ��汻�p�ģ���ԇ©й©�����ӵ���30mL/min��
����3.4�����Q�y���h�����¶�λ�ܷ⾀
����3.4.1��ǰ�ɴ�̎��Ч�����M��Ҫ���ԭ�����
���������{���y�yо���y��������һ���ĸ��g���e���y���h������ȸ��g��ͨ�^���y���h���Ҳ������覴�;ͬ�rҲ���ڌ��y�T��ĥ�ķ������̶����ղ��ʣ����D�r���ܮa����λ���ʣ������y�����yо��ϵ��ܷ⾀���Fƫ�ƵȆ��}��
����3.4.2��������̎����ȡ�Ĵ�ʩ
���������f���yо���ӹ��µ��y�����µ��y���h�ӹ��ú��f���yо�M�й�����µ��y���c�yо�üt������^�죬�ܷ⾀���yо�ܷ�����в����ң��_�J�yо���y������^�ú����µ��y���M�л��b��
�����{���y���b��ɺ��M��ˮ��й©ԇ�@��й©��ֻ��0.2mL/min���_����V��й©�ȼ�Ҫ��
4���Y���Z
�����\ʽ�{���y�L���ڸ��g�Թ����h���е�й©���}��һֱ�]�б��^�õĽ�Q������ͨ�^�����������s�C�������{���y�ęz�ޣ����\ʽ�{���y�ľS�o�e����һ���Ľ��ٌ�й©��̎�������J����������N�������g��ʩ��Ҫ��ǰ�A�y����t���ܕ���;���U;�ڌ���ͬ��й©Ҫ�ɲ�ȡ��ͬ��̎����ʩ;�۷����{ԇ�dzɹ����P�I��