�������a��ƫ�����D�{���y�đ��ø��M
����ᘌ��i���ƻ�·��ƫ�����D�{���y푑��ٶ����������`���Ć��}������늴��y����λ����ԭ����ͨ�^�{����Y�����֣���׃���w·����ʹ��λ��ݔ���Ě≺��̖��ֱ�������ڈ��ЙC�������������{���y��푑��ٶȺͻ����`����ָ�˵õ��˺ܴ�ĸ��ƣ��_�����A��Ч�������Ì��`���������M��Ļ�·�ܝM��߾��ȡ����`���ȵ����a���ϣ��C����ԓ�������Ч�Ժ��̌��Ãrֵ��
����Ŀǰ�������S������a�^���У��a���Ȼ��䡢�������|���@Щ������ȼ�ױ����ж��к������|��һ���l��й©������������a�����غ�����@��Ҫ��ˇ�ܵ�����ʹ�õ��{���y����푑��ٶȿ졢�����`��С�����c�������ڰl��Σ�U����r�£����i�ķ�ʽͨ�^���ӵ�늴��y�Д��{���y��Դ��Ѹ������{���y�Ć��]�������鱣�C��ȫ���a�����o��Iؔ�a�����F�Ԅӻ����ƣ�����Ҫ�Ĺ�ˇ�ܵ��ϣ��x��Ʒ�|�õ��{���y���ƹ�ˇ���|�������ضȡ�������Һλ�ȅ��������{���y����ƫ�����D�y���Ȍ�ʽ��λ��ͨ늴��y�����ܿ��ƶ�λ����
1��ƫ�����D����{���y��ԭ�������c
����ƫ�����D�{���y�Ĺ���ԭ�������y����������һ��ƫ���D�ӵ��������y������ƫ������c�y��������λ�Á����ƹ�ˇ�ܵ��еĽ��|�������_�r��ƫ������������y���D�^һ���Ƕȣ���оÓ�x�y������ˇ���|ͨ�^ƫ������c�y��֮�g�Ŀ�϶����϶�Ĵ�С���{���y��Ě�Դ��̖������;ͬ�����P�]�r����׃ȵĚ�Դ��̖ʹƫ����������y����ֱ��ʹƫ����ڌ��y�����Юa��һ�����o�����P�o�{���y��
����ƫ�����D�y�����c���¡�
����(1)���扺�o�y�� �� ���װѽY���Y�����Ɖģ��m�����Y�����Y�͵ȴ��ڽ��|�Ĉ����С�
����(2)��·���Σ�kVֵ���ԝ����ܺá�
����(3)�w�e�������p��
����ԓ�{���y����SVI-����������ܶ�λ���������/���D�Q�������յ�4��20mA�˜������̖�D�Q��20��100 kPa�Ę˜ʚ≺��̖pȥ�Ƅ��y�T���y�T��λ��ؓ��������λ��(ݔ���)����ݔ����̖�M�б��^�{����ʹ�{���y�ܰ�ݔ����̖���_�Ĵ_���_��[ 2] ���y�T��λ��ԭ����(�D1)��ʾ��
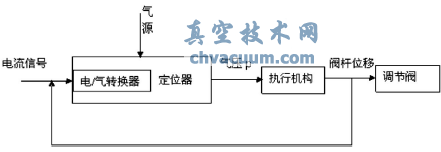
�D1 �y�T��λ��ؓ����ϵ�yԭ��D
2���Ȍ�ʽ늴��y���c
�����Ȍ�ʽ��λ��ͨ늴��y��Ҫ�Ɍ��y�����y�M�ɣ������c�Ǵ�ͨ�����������������ڿ��ƴ��͙C���������P�]���Ϳ����y�������w�y�������]�Ժá��������ĵ͡�ͨ���^���Y�����Ρ����b�������⣬��ֻ������늴��y�ɶ���һ������Ĉ��ϡ�ͨ늕r��늴������Ȍ��״��_����ǻ�҉���Ѹ���½������P�]���܇��γ��ϵ��¸ߵĉ�����w�����Ƅ��P�]�������Ƅӣ��y�T���_;��늕r�����������Ȍ����P�]����ډ���ͨ�^��ͨ��Ѹ��ǻ�����P�y���܇��γ��µ��ϸߵĉ�����w�����Ƅ��P�]�������Ƅӣ��P�]�y�T��
�������c�����w�������������^�ߣ������ⰲ�b(�趨��)����횝M�����w����l��(�D2)��
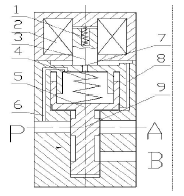
1.������ 2.��Ȧ 3.��F 4.������ 5.�yо���� 6.������ 7�ܷ��� 8�Ȍ��� 9늴��y�yо
P-�M��� B-���_ǻ A-���]ǻ
�D2 늴��y�Y���D
3���{���y����ǰ
��������ǰ��35-35121�{���y�Ŀ��ƻ�·���£������{���y�����Ě�Դ���^�^�V�p���y�o��λ�����⣬��Դ�����O����0.3MPa����λ�����ݔ���������õĶ�λ��������λ����ݔ����̖���ӕr��ݔ����Դ�������ӣ��ٽ��^늴��y���M��ƫ�����D�{���y���Қ�ף��Қ�ĉ��������Ƅӻ��������Ƅ�ʹ�y�T�_�������෴�أ�����λ��ݔ�������̖�pС�r��ݔ���Ě�Դ�����pС����늴��y���M��ƫ�����D�{���y�Қ�ĉ������pС�����������£����������Ƅ�ʹ�y�T�_��׃С���{���y��Դͨ·��(�D3)��ʾ��
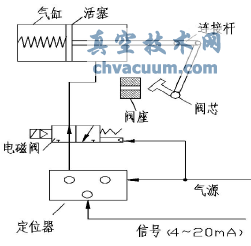
�D3 ���Mǰ�{���y��Դͨ·�D
�������@�N��r�£���ƫ�����D�{���y���\���^���б�¶��һЩȱ�c����Ҫ�w�F�����c��
����ȱ�cһ���y푑��ٶ������e���{���_�ȏĴ�С�r���F������@�����磺���������y�T̎��ȫ�_��B�r���oһ��ȫ�P��̖���y�T�P��40%��30%���_�Ⱥs30s���^�m�����P��10%��0��
����ȱ�c�����`���^���y�T̎��ȫ�P��B�r��ݔ����̖��20mA��̖���y�T��Փ�_�Ȟ�100%�������H�_��ֻ��68%��
����ȱ�c�����y�T��©���ء��@��������ȼ�ױ����ж��к��Ě�⡢
�����Ȼ���Ƚ��|�����a��ˇ���s�Ļ����ИI�У�Ҫ���y�T�����`�������Ɯʴ_��������x���Ķ��o�����b�õİ�ȫ���a������صİ�ȫ�[����
4��ԭ�����
����ԓ�y�T�Ě�ף�һ�Ȳ��Æ�ݔ���y�T��λ���ӣ���һ�ȿ����Ɂ팍�Fƽ�⡣�y�T��λ��ݔ���Ě≺��̖�轛�^늴��y�����������ڈ��ЙC���ϡ��{���y����λ�����������á������Ȍ�ʽ늴��yֻ������늴��y�ɶ���һ������Ĉ��ϣ�Ҋ(�D2)�����{���y�Ĵ��_�ȵ�С�_���^���У�������λ��Ӌ��Y������λ������ĉ���׃С����P�ډ���׃С���Ȍ����ƿ�8��������׃С���t�������ϵ������pС���ڏ��������£����������\�ӎ���늴��y�yо���£�A�ڡ�P���_��׃С�����w����׃�����S�������½���늴��y�yо�������£�ͨ���ٶȲ����½����@�ӣ�����Ҫ�L�r�g���{���ŵ��_��λ���O���ĉ��������ԣ����_���P��40%��30%���_�Ⱥ��Ś����y����Ҫ�s30s���^�m�Ś�ʹ�y�T�����P��10%��0��
�������y�T�ڏ�С�_�ȵ����_���^���У�������λ��Ӌ��Y��������̖���^늴��y�����������w���ȿs�����_�y�˶�λ���Ĺ���Ӌ�㷽ʽ������y�T�����`���ݔ����̖��4mA�r���y�T���H����ȫ�P�����¹�ˇ�ܵ��������Ͻ��^�����ԃ�©���ء�
5���{���y��������
���������y�T�Ą����ɶ�λ���M���{�����ƣ��ڸ��M�^���У��s�̶�λ���c���ЙC���ľ��x������λ�����b���Ȍ�ʽ늴��y֮�˕r늴��y���Ӛ��ɚ�Դֱ�ӹ��o�����������ܶ�λ����Ӱ푡�������r�£�늴��y��늣�̎�ڴ��_��B���o��λ��4��20mA����̖�r����λ�������̖�D����≺��ֱ̖��������ƫ�����D�y���˕r���w����Ҫ�ٽ��^늴��y��������Ҫ���^늴��y�yо���ٵ��M���ף��Ƅӻ��������B�ӗU�����yо�\�ӡ�λ��ؓ��������λ�������_Ӌ�㣬��ݔ����̖�M�б��^�{����ʹ�{���y�ܰ�ݔ����̖���_�ش_���_�ȡ�
��������ˇ�l��������r�r���i��·�е�����/�ض�/����׃�����y��ֵ���^����ֵ�����r��늴��yʧ늣������P�]��ͨ�^��λ�������P�]�{���y���_�����B�i����Ҫ�����˰�ȫ���a���{���y���������D��(�D4)��ʾ��
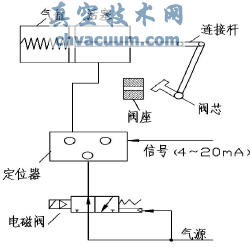
�D4 ���M���{���y��Դͨ·�D
����ԓ�{���y�������{���y���г̕r�g(ȫ�_�г̕r�g��ȫ�P�г̕r�g)�������`��ز�B�i�_�P�r�g�����Mǰ��ָ����(��1)��ʾ��
��1 �{���y����ǰ��ָ��

�����\�нY��������ƫ�����D�y�������cԭ����Ⱦ��о��ȸߣ�푑��ٶȿ죬����ݔ�����ʸ��S�oҲ�����㣬�ڹ��≺����ͬ�r�����y�T�Ě≺���������ࡣ�������y�T����ȫ�P�ĬF��õ���Q�����ڶ�λ��ݔ���������ӣ��y�T��©��r���@���D��
6���YՓ
�������^���M��ƫ�����D�y�����ƾ��ȸߣ�푑��ٶȿ죬�i�����죬���p���˾S�o�������������ϻ������a�Č��y�T����Ʒ�|��Ҫ��ֵ���ƏV��






