70m3PVC�ۺϸ��Cе�ܷ�й©ԭ����������δ�ʩ
������ƪ�����v�����Ǿۺϸ��Cе�ܷ�Ĺ����Y������ԭ�����������ڌ��H�����Е������Ć��}���a���Ć��}�M���˷������������Ч�ķ��δ�ʩ��
����70m3PVC �ۺϷ�������PVC ���a���I����Ҫ�ķ����O�䣬�乤����B�����m�aƷ�|��Ӱ����P��Ҫ���ۺϸ���һ���߾��ȵęCе���Y�����^���s�����Ԯ��@���Cе���F���ϵĕr�͕���Ҫ���L�ĕr�g���M�оS�ޣ��S���M��߀�ஔ�ĸߣ������a��Ӱ푺ܴ�����Ҫ�����ճ��ı��o�;S���������L�Cе��ʹ�É������ſ��Ա������a�΄յ������M�С�
һ���ۺϸ�������r���ڵĆ��}
�����½���̩���W�A̩�ػ�������؟�ι�˾�ۺ����a�b�ù���12 �_70m3PVC �ۺϸ������ÙCе�ܷ��ڹ�ˇ�B�m���a���g,2# �ۺ��b�þۺϸ��Cе�ܷ���F���й¶���ϣ��l�����F“O”��Ȧ�p�ģ��Cе�ܷ�ʧЧй©�����yӋ�ۺϸ��ÙCе�ܷ�ƽ��ʹ�É���ֻ�в���2 ���£����ҙC�����\�D���g�O����������Ҫ�r�����M�оS�ޣ��ھS���^���У����M��ԇ�����^���У���Ҫ�������ϸ�������Ҫ��ε��b��ſ��ԡ��O��ľS���Ƿdz��ĕr�����ģ����ҾS��Ч��Ҳ�dz��IJ��á��Cе�ܷ�й©���Ͻo�b�õ��������a�����ܴ�Ӱ푣�����Ӱ푾�����ϩ�����Ĺ�ˇ���a������ˮaƷ�ĺϸ��ʵͣ���ጷų����ж����w�����µ���ȼ���ױ��Ė|���o�˂���������ȫ�����a�h�������˲��õ�Ӱ푺Ͳ���ȫ�[����
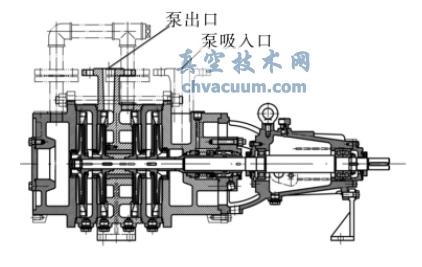
����70m3 �ۺϸ��Cе�ܷ�Ļ����Y��
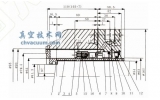
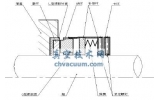
����70m3 �ۺϸ��Cе���S�ⲿ�����p����ƽ���͙Cе���ܷ⡣���ÙCе�ܷ���ƽ���͵ĆΪ���ϵ�y�����ܷ⣬�ڊA�׃Ȳ���ѭ�hˮ��s��������ȜضȜض��^�ߣ��͕������sѭ�hˮ�������ۺϸ��ĵĴ��S���ܷ�Ę������Ʉӭh���o�h�M�ɵ�Ħ������߀���a���C������ԭ�����ɺ�ԭ���ܷ�Ȧ�M��;�㲿��(�S�ס����w����λ�N���S�С��|Ƭ��)��(��D)
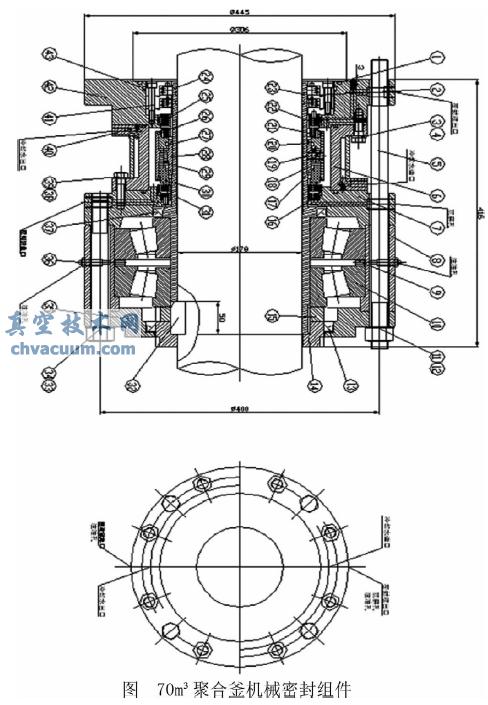
����1. o��Ȧ2. ˮ���3. 4. 5. ����6. �ܷ�Ȧ7. �o�h��8. 9. �S����10. NSK �S��11. 12. ��˨13. 14. 15. �Ǽ��ͷ�16. �o�ho��Ȧ17. 18. 19. �o����20. ������o ��Ȧ21. ���o�h��22. ���o�ho ��Ȧ23. �r��o ��Ȧ24. �r��25. 26. 27. o ��Ȧ28 ������29. ����30. 31. 32. ���o�h33. ��˨34. ����35. �≺�w36. �ͱ�37. �Ǽ��ͷ�38. �ݗU39. ����40. 41. 42. ���m�ܷ�M43. ˮ��o��Ȧ
�����Cе�ܷ�Ĺ���ԭ�������c
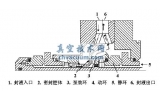
����1���Cе�ܷ����\�D�ĕr�����ɃɌ����ϵĴ�ֱ�����D��������w�������a�������У����ɵď��������¹�ͬ�f����ɵģ������b�óʬF���N�ϲ����ӵĠ�B���@���b�õ���Ҫ�����Ƿ�ֹ���wй¶���Cе�����D�S�ܷ�̎���õ��DŽ��ܷ⣬70m PVC �ۺϸ����õ����p����Ķ�����ƽ���͙Cе�ܷ⣬��Ҫ�֞�������һ���ܷ����c���ȵĽ��|���|�������ܷ��Ǵ�Ҫ�ܷ���Ҫ���o�����ã����ϲ��õ����M�ڷ����z0 ��Ȧ(GB3452)�������ܷ��ǙCе�ܷ��S���c�����S�ܷ⣬���÷����z0 ���zȦ�ܷ�(ԭ�S�׃ȼӹ��Ѓɵ�0 ��Ȧ�b���)��
����2���ۺϸ����������^�ߣ����˴_���Cе�ܷ�������\�У����Բ����ܷ���վ�o��ϵ�y���ͱ������M����Ч�ĝ����ͷ��]����Ҫ�eע����ǣ���֬�w���������M�뵽�C���ܷ�ȣ���əCе���܉��������\�D�����_��Q���������p����Cе���϶���̎��֮�g�O��һ��עˮ��ǻ������Cе�ܷ���õ�����sˮѭ�h�ķ�ʽ����Ҫ�O��һ��ѭ�hˮ�Ĺ�ˮվ��עˮ�ĕr��Ҫע��������_�����������������Ì��ܷ�ˮ�Ӊ�ע�뵽�ܷ�ǻ�ȣ��Ķ����o�Cе�ܷ�����ã���s���غ����\�Зl���������L�Cе�ܷ��ʹ�É�����
����3��70m3 �ۺϸ��Cе�ܷ�ķ�ʽ�к�̎Ҳ�Љ�̎�����c�ǣ�“�m���h����������”���ڸ߉�����յĭh�����\�У�Ҳ�������g����ȼ���ױ�ը�ėl�����ã�ȱ�c�ǣ�ʹ�É����^�̣����ȸߣ��S���㣬�S���M�øߵȡ�
�ġ��Cе�ܷ�ʧЧԭ�����
������70m3 �ۺϸ��Cе����й©֮�Cе����̎���z��܇�g����ˇ܇�g�����M�����P�ˆT���ۺϸ��Cе�ܷ��M�в�����w���M�зֽ��о���һ�����@�N��r���ۺϸ��Cе�ܷ��\���аl����й©����Ҫ��ӡ��o�h�c�S��֮�g�ܷ�������й©���ںܶಿλ��O �η��]ȦʧȥЧ��֮��͕����Fй©��������鰲�b�������Fй©��
����1�����o�h���S��֮�g�ܷ�ʧЧй©ԭ�����
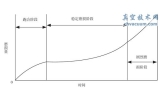
����(1)�z���аl�F�o�h�̈́ӭh�M�ɵăɌ��ܷ������F���o�h�ܷ����ĥ�p���أ�ĥ�p����Ȝp��ƽ����0. 5��1mm���Č��Cе���]��ʹ�à�r���Կ��������M�з����������ĕr����Ҫ�Ĝض���150��160�棬�����3h��4h ֮�g����������Ҫ�ĉ�����0.9MPa��1.5MPa��������غͽ���һֱ����IJ������Ծ͌��¸��ȵĉ����͙Cе���]��ĉ�����һֱ��׃�������ض������ĕr���ȵĉ���Ҳ�����������ȵĽ��|�͕�����й©���ڜض��½��ĕr�Cе�ȵķ�Һ�͕��Ȃ��f���@���Cе���]����u�u�ě]�����á��ӡ��o�h�Ͷ�����|�ĵ��^�࣬ĥ�p�^�࣬�p�ľͺܿ죬�ټ���VCM ������֮�Ⱦ�׃���ˣ�����һ�NС���w���������b��ǻ�w��ʹ�������ĥ�p��
����(2) Ħ����֮�g�l����Ħ��ԭ���ě_ϴ����ϵ�y����һ����ȱ�ݵģ��@�����ϱ��^�����M�뵽ϵ�y����ϵ�y�Ľ��|�С�һ���l����©�����_ϴ����ϵ�y�P�]������Ħ����ԭ��͕����Fһ���ğ����������@Щ֮�⣬���ȵĜض�Ҳ�����ߣ������П����ķe�ۣ����ܷ�ǻ�Ȝض��������ߡ��@Щ�����͕�ʹ����ҺĤճ�Ƚ��Ͷ��Үa���⻯���������o�h�c�S���h��֮�g���ܷ�O �����zȦ���^Ҏ���ض�߀һֱʹ�ã��@��ʹ�C���l�����ѻ�����Û�������ܷ�ʧЧ���й©��
����(3)���o�h�c�S��֮�g���ܷ�
�����ڌ��H�\�D�Єӭh�c�S��֮�g���ܷ�Ȧ����й¶�����ӭh�c�S��֮�g���ܷ���ڄ��ܷ��c����Փ���τӭh߀���ӭh�ڏ���Ԫ���������a�����_�C���������£��ݱؕ��γ�һ��С�S���λ�ƣ��ӭh���l���Ƅ�ʹ�ܷ�Ȧĥ�p�Ķ��l��й©��
����2������λ��O ���ܷ��zȦ���l��й©
����(1) O ���ܷ�Ȧ�g϶ҧ�����ܷ�ʧЧй©������l��̎��Ҫ�ǙCе�ܷ⿂���S���c�����S֮�gO ���ܷ��zȦ�L�r�g�߉��������l��׃�λ�ĥ�p�����l�ܷ�ȦʧЧй©���S���c�����S���ЈA�Ⱥ͙E�A��߀�ЈA���ȵȎεľ��ȣ������ܷ��g϶�ĔU����g϶�D���F��ļӄ���ԭ��߀�������ͬ�Ļ������ډ����^���µ���Û��ԭ���g϶���Fһ���Ć��}߀��һ�N���ܾ���O ���ܷ�Ȧ��Ӳ�Ȯa���ģ��ۺϸ��ĉ�����O ���ܷ�Ȧ���ϵ�Ӳ�ȳɷ��ȣ�������ĕr���g϶�͕�׃�Ç��ء�
����(2) ����ܷ�ϲ���һ����ƫ��ܷ�ijߴ粻ͬ��O ���ܷ�Ȧ����ֱ��Ҳ���F����������飬�͕�����O ���ܷ�Ȧ�ĉ��s��С�Dz�һ�ӵġ�����ϲۺ�ͬ�S��ƫ������ܷ�Ȧ�ĉ��s����ĕr���ܷ�͛]�����ˡ��ܷ�ϲ�ͬ�S��ƫ���߀�������������¹ʰl�������ʹO ���ܷ�Ȧ�؈A�܉��s�����������@Щ֮��߀����������Ӱ�O ���ܷ�Ȧ����ֱ�������|Ӳ�ȡ�������Ĥ��ȵȵIJ���߀���ܷ��S����ֲڶȵ��@Щԭ�����ʹ���ܷ�Ȧ��һ�����ع������滬�ӣ�������һ��͕����F�L�ӣ��@�͌���O ���ܷ�Ȧ�l��Ť�����ܷ��b�ðl���p�ĺ�й©������Ҫ��ԭ�������ʹ�õĕr��O ���ܷ�Ȧ���l��Ť�����p�����ɴ˿��Կ��������Ҫ��O ��Ȧ�ߵĿɿ��������ͼ��L������Ҫ����ܷ�ϲ۵ļӹ��ľ��ܶȡ�
����3�����b�����팧���ܷ�й©
����(1) ���b��ǰҪ���㲿���M��Ԕ���ęz�飬�C�����ܵõ�������Ҫ��һ���h�������b���|���ľ����ԡ��z�Ę˜ʾ��ǣ��㲿�����Rȫ���aƷ�|���Ƿ���ϼ��g�˜��Լ��ܷ���|����̖��Ҏ��Ę˜ʡ��C���ܷ��������Ҫ�ܵ������S���S������Z�ӵ�Ӱ푣�һ����r���o�ܷ��c���S�͔����S֮�g���ܷ⣬���w���o�h֮�g���ܷ⣬���w���ܷ≺�w֮�g���ܷⶼ���o�ܷ��c���Dz����l��й¶�ġ��ڌ������S�M�а��b�r��Ҫʹ��M��̎�ڴ�ֱ�Ġ�B�����C�⌦�S�ĸZ�ӣ������D�S�l������Z�r�����a��һ�����S�ԣ��͕����Fһ����ȉ��^С������һ�����^���������F�ܷ�й¶����r����ˌ��ڏ���Z��Ҫ���]�����b��Ӱ�����֮�ȡ�
�塢���Cе�ܷ�й©��ȡ�đ�����ʩ
����1��O ���ܷ�Ȧ���bλ�Y���OӋ
�������^�c���a����S�Ҽ��g��ӑ����ͬ�ИI�ȉA�S���I���g�ˆT��ԃ��ᘌ�ȱ��ԭ�������������Cе�ܷ�Y���M���˼��g���졣�����|�ȵĄӭh(ʯī)�Y���{�����p�zȦ�ܷ�Y��������һ���zȦ�ܷ�ۡ������|�ȵ��S�׃ȿ���ԭ��2 �����Ğ�3�������S�׃ȿ����_һ���ܷ��(�C�ӹ����ȱ�횴_��)����O ��Ȧ��ԭ�OӋ�������z�Ğ�����z������z�������ܷ�Ȧ��ʹ�É�����ʹ��Ч����Ҫ�����俹�ϻ����ߜص����ܡ��ӏ�������z�ܷ�Ȧ���͉�����ĥ����ͬ�r���C���zȦ���ܷ����ܡ��S���ܷ��zȦֱ�ӽ��|���|��O ��Ȧ�Ğ����O ��Ȧ������ȵ�O ��Ȧ��Ȼ���ù�����z���@�Ӽȱ��C�˷����g���ߜ��ֱ��C��ĥ���ܷ��ԡ�
����2����ֹ�τӡ��o�h֮�g�l����ĥ
����(1) ���C�����ıȉ��M���{�����p�����ܷ�ĉ��s�������϶��džζ����ܷ≺�s���ăɱ�����ˆ�����2��4mm���p��r4��8mm������ƣ���Ɖĵļ��٣������ډ��s���^�͕������ܷ�����PV ֵ���������ҏ��ɑ������ӡ������b�y���M�Йz�ޣ����׃�ӭh�����L��2. 8��3. 0mm���ӭh��Ȝp��1. 8��2. 3mm��
����(2)�鱣�ϙC���ʹ�É���������s�͝����ėl���M�и��ƣ����Ԍ�Ħ�����^��F���ҺĤ�⻯�������gĦ���������Ч�ķ�ֹ�����_܇ǰҪ���_�C����վ�����O���\�D֮ǰҪ����ע�M�����͡��Ȱ��Ś�״��_����ע�͕r����ע�M֮���ٌ����P�]��������Ħ���������ܷ�й¶�Įa�������\�D���^����һ��Ҫע�ⶨ�r�Ś⡣
����(3)����ʹ�C����������S�Ĝضȷ�����������������Ҫ���Cе�ܷ���sˮ�͜ضȵ�׃���M�ж��ڙz�顣�������s�����F��İl����Ҫ�ѳ�ˮ�ضȿ�����40�����£�����Ҫע����sˮ������ͻȻͣˮ�F��İl���������ܷ���F�^��l��ʧЧ���й©��
�����_���Cе�ܷ�İ��b�|���cʹ��Ҫ��
�������ڸ��ÙC��z���|��һ��Ҫ�Ї����Ҫ���e�����M�а��b�;S�o�r��Ҫ�����ڰ��b�^���е�ÿһ����Ҫ������Ҏ��Ҫ���������������|��Ҫ�ڰ��b֮ǰ�����Ùz�顣
����(1)�Cе�ܷⰲ�b���ȵ�Ҫ���b�Cе�ܷⲿλ���S(���S��)�ď������ӹ�������^0. 04��0. 06mm���D���S��Z�Ӳ����^0. 3mm�����ڄ��o�h���ܷ����Ҫ���ϛ]�К���Ѽy���ӭh̎僌Ӳ��ܳ��F�Ѽy�����Ó��ĬF��;����Ҫ���S�̈́ӏ��ȭh���g϶������0. 2��0. 4mm �ȡ������o�h����Ĵֲڶ�Ҫ������0. 4���ӭh����Ĵֲڶȑ���0. 2���ܷ����ƽ��ȹ���С�ڵ���0. 009mm��
����(2) ���ڄӭh���S֮�g���g϶������ʹO ��Ȧ�����ڔD�뵽�ܷ���g϶�У�Ҫ��O ��Ȧ�ܷ�Ȧʹ�Õr���չ����ĉ������x����m��Ӳ�ȣ�Ҫ���CO ��Ȧ�����^�]�К��ݡ��s�|�Ͱ���ƽ�ĬF������F��鸡���Զ����F�ܷ�й¶����r;����O��Ȧ�ijߴ�Ҫ�M�о��_�ęz��y����Ҫ�����ڄӭh�o�h���S���ܷ�ۃ�O ��Ȧ�������ĉ��s����һ��ȡ0. 5��1. 0mm������Ҫ��ֹ�ڰ��b���^���б�������DZ�Ť�����黨�Π
�Y���Z
���������ϔ����Ĵ�ʩ�ڌ����g�M�и�������ҹ�˾���a�b�õľۺϸ��Cе�ܷ����µİ��bʹ���^����ʹ�õĉ�����ԭ���~һ�������L����������������δ�l��й©���C�����ۺϸ��Cе�ܷ�й©ԭ��ķ��������ǿ��еġ����Ĺ������L�˙Cе�ܷ��ʹ�É����������˾ۺϸ��z���l�ʺ;S���M�ã����C��PVC �ۺ����a�b���B�m�����\�С�