GK800-N�x�ęCй©����
������BGK800—N�x�ęC���ڵĆ��}��ԭ�������ͨ�^���x�ęC���S�⼰�r���Ӹ��죬�_���˽�Q�x�ęCй©��Ŀ�ġ�
һ��ǰ��
����GK800—N���Pʽ�x�ęC��һ�N�ε�ж���g϶�������^�Vʽ�x�ęC��ԓ�C�m���ڹ�������0.05��1mm��������Ȟ�20%��80%(�������)�Ҹ���ķ��x��ԓ�C�c����ֱ�ӽ��|���㲿��(�����)�IJ��Ͼ���1C r18N i9Ti�������^�ߵĿ��g���������D�ăȏ�800mm���D���L��400mm��n=1 400r/min���b����120kg�����Ĵ���֦���П��F�S���ڹ��I�졢���I�̺��I�õ����a�ͼӹ���
��������܇�g����7�_GK800—N�x�ęC���x�ęC�nj����M���x�ęC��ԭ����ͨ�^�������D���Ķ��õ��Y���aƷ��һ���P�I�O�䡣�x�ęC���\�Р�r�Éģ�ֱ��Ӱ푵��Y���aƷ���|���Éġ�����1995��Ͷ���\���ԁ����������a������ԭ���|��ԭ��ʹ�x�ęC������й©�F����Ҫй©�c���S��й©���r����й©��ֱ��Ӱ푵��aƷ�������|�������ԣ���ռ��g�W(http://smsksx.com/)�J���б�Ҫ��GK800—N�x�ęCй©�F���M���о�����������ȡ��Ҫ�Ĵ�ʩ�_���x�ęC�����������\�з�����

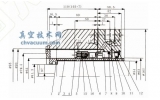
�D1 �x�ęC����
1.��Һ�� 2.�S���g϶ 3.��Һ�� 4.�ε� 5.�D���w��
�����O��F�����
�����C�w�Y���g϶��݆ݞ�S��й©���ϡ����ܷ�h�c݆ݞ��һ�����g϶(�����y������g϶��2mm����С�g϶��1.3mm)����Ȼ������й©�Ŀ��ܡ�
�������a�������M�ϲ������Լ����^�ɡ��^ϡ�����x�ęC�D�Ӯa�������d�ɣ�����x�ęC���ʹ݆ݞ�c�ܷ�h�a��Ħ�����ӄ��g϶�Mһ������ͬ�r�L�r�g���ʹ�C�w���r����(δ =3mm)�a��ƣ�ړp�Ķ��Ѽy��ʹ���xҺ���r�����Ѽy̎��C�w�����Bй©��ͨ�^�^����˽⣬�x�ęC�M�ϑҸ�Һ�^�ɕr�S��й©���^���ء��C�Ϸ������x�ęC�S��й©�������M�ϲ�����͑Ҹ�Һ����_����Ҫ����ɵģ�ͬ�x�ęC�Y���]��ֱ���Pϵ��
�����M�����M��ʩ
����1.���ɵ��x�á��OӋ�^�̌��S��̎�M�������ܷ���졣�����ܷ��������ݗU�ͻع������|��һ�N���ܷ⣬�ַQ�ݼy�ܷ⡣ͨ�����ܷⲿλ���S�ϼӹ��ݼy��ʹ�ÕrҺ�w��M�ݼy���⚤֮�g�����Ŀ��g���γ����w��ĸ���������D�ӕr�����w��ĸ�ܵ����wĦ���������ö����c�ݗUһ���D�ӣ����a���S���\�ӣ�ʹ���w����ؙC���ȡ���й©��С���ݗU�ͻص��������t���_���ܷ��Ŀ�ġ������ܷ���ڷǽ��|ʽ�ܷ⣬����OӋ�������������_���ꡣ
����(1)�������Π��x�� �����ۿ����ɾ��Ρ������Ρ����Ρ����Ρ����κ���β�εȡ����ܷ�Ч�����^����������ã������^�Σ���������ݔ�������^��������ã������δ�֮������һ�㳣�þ��Σ���ӹ����㣬���ÏV����
����(2)�g϶ ����ԇ��֪���g϶ԽС���ܷ�Ч��Խ�á������]���S����ӡ�Ħ�������bƫ������أ�Ҫ�x��î���һ�㳣���g϶S=(0.6/1000��2.6/1000)D��
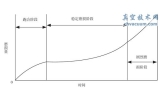
����(3)�����۵Ďγߴ� �����۽Y����D2��ʾ�����g϶S�_�������x��������β ��һ��β ��7°��15°֮�g����β �Q�����ݾ�L��
L=πDtanβ
�������H��ȡ܇���ݾ�ֵ�����x����Lֵ���t������β��
β=arctan(L/πD)
����GK800—N�x�ęC���ܷ�����OӋ�������ܷ⡣�D��n=1 400r/min�����D���ٶ�ω=2πns-1=146.53rad/s��

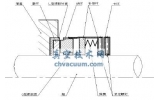
�D2 �����۽Y��
���������⏽d=190mm�������ی�a=2.07mm�������X��b=2.07mm����������h=0.35���X��g϶S=1mm�������L��L=65mm��������β =30°�������ܷ≺������ϵ��CΔp=0.008 8��������μ =0.001 75Pa·s���ʉ����

����ͨ�^�����w��݆ݞ�M�ЙC�ӹ������Ƕ�����������ܷ��S��ͬ�ܷ�Ȧ(���Ӛ��)�M����ϡ�ʹ�\���Юa���������ı��������Ӛ≺�M���ܷ⡣
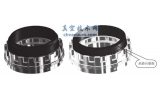
����2.���ĽY������
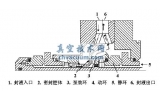
�����������a�F���Č��H��r���ڴ_�����b�ߴ�һ�µ���r�£������OӋ���ӹ����������s�՚�ܾ�����D3��ʾ��

�D3 ���Y������ʾ��
�������⣬�r����й©���δ�ʩ�飺ͨ�^���r�����M�мӟᣬ�ҳ��r���ӵ�й©�c���Ѽy���M�к��a��
�ġ�Ч��
�������x�ęC���M���Դ_���x�ęC��ȫ�������Ϳɿ��\�У�
����1)��Q���x�ęC�S��й©���}��
����2)��Q����й©��ɵĭh����Ⱦ��
����3)ͨ�^����Ʉ����^��Ľ���Ч�档
����4)���Դ_���x�ęC�^�L�r�g�\�У��������Fй©�F�_��ϵ�y�����������\�С�
�������x�ęC�M�з��������M���Դ_������ϵ�y��ȫ�������Ϳɿ��\�С�����о������������\�õ�����O���ϣ����кܺõ��ƏV�ͽ��b�rֵ��