�ıO��ĽǶȿ��ܾ����y��Ҋ�|�����}
����ͨ�^���H������B�˹ܾ����y�O���^���г�Ҋ���y�T�|�����}�������ˌ����@Щ���}��ԭ��������y�T������ˮƽ���зe�O���x��
1��ǰ��
�����L���x�ܵ�ݔ��ʯ�͡���Ȼ����YԴ�ѳɞ鮔��������Դݔ�͵�����Ҫ�ֶΣ������Lݔ�ܾ�ݔ����Ҫ���ƽ��|�����ӣ��y�T�����Дࡢ���ƽ��|ݔ���Լ���ȫ���o�����ã�����ڹܾ����y�T���������á�
�����y�T�O����������y�T�OӋ��Ͷ�a���F�������е���Ҫ�h��������S�����y�T�O���ˆT���Ԏ����I�����ӌ��I�Ŀ����y�T�|����Ҳ���Ԏ����y�T����S�AҊ�ԵČ��[�������ړu�@����Ա���aƷ��������Ͷ�a����ɸ���ēpʧ�������йP�ߌ��Լ������������Lݔ�ܾ����y�O�칤���У����OӋ���ˡ��b�䡢ԇ�������c�h���������ij�Ҋ�y�T�|�����}�M�����U���ͷ�����
2���OӋ���˭h��
�����OӋ������Ҫ�nj����y�T�aƷ�ĈD����Ӌ������Ƿ�������P�˜ʼ���Ͷ���ļ�Ҫ���Լ�ԓ�aƷ�Ƿ���ڽY�����ܵȷ�����OӋȱ�ݡ�����API6D �˜����a�Ĺܾ��y�T���������Y������Ҫ������3 ������Ć��}��
����2.1���Y��
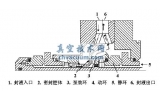
����(1) �y���λ����c�p�����Y���ֱ治��λ���Ч���y���c�p����Ч���y���Y��ԭ�����D1���D2 ��ʾ��
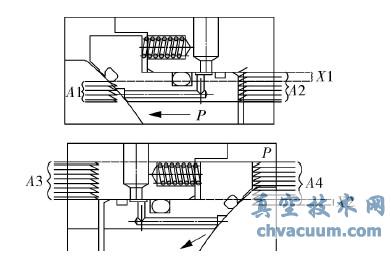
�D1 �λ���Ч���y���Y��ԭ��
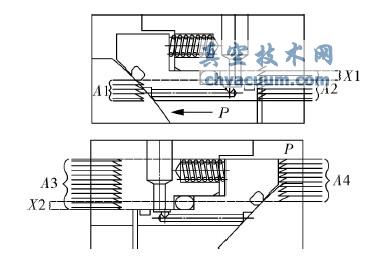
�D2 �p����Ч���y���Y��ԭ��
�������b�λ����y�����y�T�܌��F�����ܷ⡢����й��������ǻ�������ߕr�������y���Ԅ�ж�������C�y�T��ǻ�������^�������l�����ϡ��@�N�y�T��횘������|����
�������b�p�����y�����y�T�܌��F������ͬ�r�ܷ⣬�������y���p�ĕr�������y�������ܷ����á������˱��C�y�T��ǻ�������^�������l�����ϣ�ͨ����ǻҪ�bһ����ȫ�y���@�N�y�T�����|����]��Ҫ��
��������y���λ����c�p�����Y���ֱ治�塢���b���e�b�������غ����
����(2) �������OӋ����λ
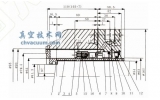
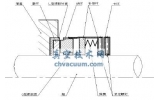
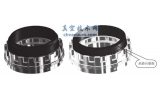
����Ҫ����з����ܵ��y�T�o����Y���OӋ( ��D3 ��ʾ) ���߷���ʯīȦλ�ð��Ų�����( ��D4 ��ʾ) ��
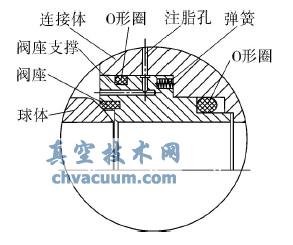
�D3 �o����Y���y��
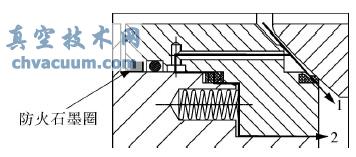
�D4 ���Y���y��
�����D4 ��ʾ�������ʯīȦλ���OӋ���������ڻ����r���Դ��ڲ�ֹһ̎й©( ��D��ʾ����1��2 ��2 ̎) �����܌��F�����ܡ��ڻ����r�£�����Y���OӋ���Ƶ��y�����H����һ�Nй©;��( ��D��1 ��ʾ) ��
3���b��h��
�����b��h���eҪע�⌦��Ҫ�㲿���IJ��|�M�кˌ���������ϡ��b��ǰ������M�д�ĥȥ��ë�̣����������z�ܷ�Ȧ����ϲ�λ������߀Ҫ�����㲿�����b��h�����坍��
��������: ��ij��˾�O���^���У�ԇ���rһ�_�y�T���y���ܷ�й©�����w�z�飬�l�F���s��( �Fм) �M��ǻ�w���ь��y���ܷ�Ȧ�����w�����������y���ܷ�Ȧ�����w��U������Ӱ��˹��ڡ�
4��ԇ���h��
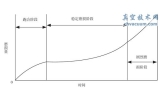
�����˜�API 6D ��7. 8 �l����й��“����Ҫ�yǻй�������_���yǻ���������^��7. 2 �_�������������ضȕr���y�T�����~��ֵ��1. 33��”����11. 4. 4. 3 �l���ӵ��ܷ�ԇ�“��ُ��ָ�����y�T�Ĺ��ܞ�DIB-2��һֻ�y��������ܷ⣬��һֻ�y�����p���ܷ⣬���M�Зl��B. 12 ������ԇ�”������B. 12 �l“�yǻԇ�Ć����ܷ��y��ԇ��ԇ������ʩ�ӵ��yǻ�����ζˡ��O�y�y�T���ζ˵�й©��r��”��B. 12 �l��ԓ�����ܷ��y���Ƿ�_���܉������ζ�й���s�]��ԇ�Ҫ��
������ij��˾�O���^���п��]���@�NDIB-2 �Y�����y�T�]�������Oй���y������Ҫ�M��API 6D7.8�l��Ҏ����ֻ��ͨ�^ԓ�����ܷ��y�������ζ�й�����ڌ��H�ܵ������ζ�������鰴7. 2 �_�������������ضȕr���y�T�����~��ֵ����M��7. 8 �lҎ�������C�yǻ���������^��7. 2 �_�������������ضȕr���y�T�����~��ֵ��1. 33�����tԓ�����y������y�w��ǻ�����ζˉ����߳��ڰ�7. 2 �_�������������ضȕr���y�T�����~��ֵ��0. 33 �������������ζ�й�������й��ʧ�����������yǻ�������߮���������7. 8 �lҎ��������Σ�U�ԡ����ԱO�콛������S�f�̺������ˆ����y���Ƿ�_���܉��ڰ�7. 2 �_�������������ضȕr���y�T�����~��ֵ��0. 33 �������������ζ�й���ęz�ԇ
�������⣬�ڱO��F������ԇ�����˞�ʡ�²����r���Qԇ���������ӣ�API 6D ��10. 2. 3. 2 �l�y�������������_Ҫ��: “�����y�����ڜy�����ĝM�̶ȵ�25%��75%֮�g�M�С�”���˱O�쑪�e����ԇ������ע�⡣
5���Y�Z
�����y�T�|���ĺÉ�ֱ��Ӱ푵��ܵ��\ݔ�İ�ȫ�ԣ��y�T�O�쑪վ�ڸ��錣�I�ĽǶ����c�����y�T���a���P�I�h�����Mһ�����y�T�|���Ѻ��P��