��շ�ĩ�^�������z©����֮̽ӑ
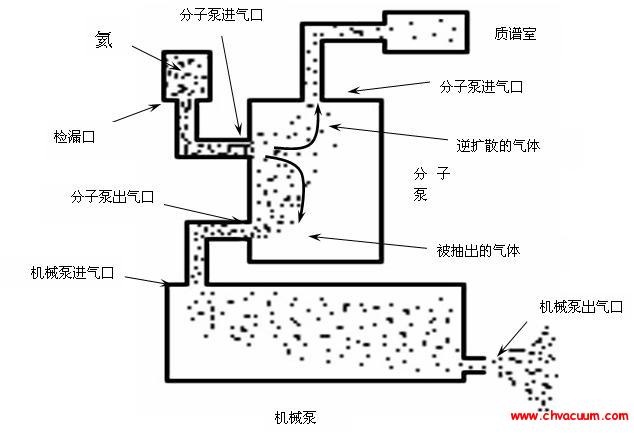
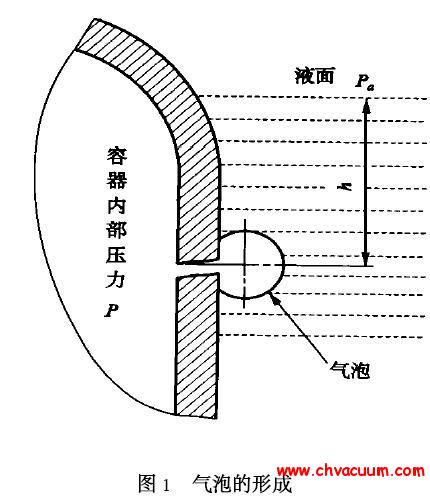
�����҇����I���a�͜ؽ^�ቺ������������S, �������a�͜ؽ^�ቺ�������ѽ���20 ����Ěvʷ����Ҋ�ĵ͜ؽ^�ቺ���������^����ʽ��ͬ���֞���ն��ӽ^������շ�ĩ�^������ն��ӽ^����н^�����ܺ�, Һ�w���l�ʵ�, �Y���o���ȃ��c, ��������^���Ҫ������, ��ՙz©Ҫ�����, �^����σr���^��, �^���ʩ���y�ȴ�, �aƷ����ɱ�Ҳ�S֮���������Գ����F�صġ����c�ܵ͵ĵ͜�Һ�w(��: Һ�䡢Һ����) ��횲�����ն��ӽ^����, ͨ����ն��ӽ^��ֻ�����ݷe�^С������(< 0.5 m3)��������A��Һ����Һ����Һ��������ձ������շ�ĩ�^�ᡣ�Ҋ����շ�ĩ�^��ij���������ɰ����D1��ʾ, ����������66 Pa �r, ���ɰ�ı��^ƽ������ϵ���S�����^������ˮƽ, �c������0.1 Pa �r���ࡣ���Ǯ���������66 Pa �Ժ�, �^�������_ʼ�������@�ؽ��͡��ɴ˿�֪, ��շ�ĩ�^�������Ĺ�����Յ^����ڵ���Յ^���@�ӵĹ�����ն�ֻ����һ�����Ƭ�����Cе���������ɫ@�á��c��ն��ӽ^�������Ľ^��Ӱ������, ���ɰ��ĩ���ϵij�����Ƿ���öࡣ���, ��շ�ĩ�^����m�ϴ���������Ҏģ�����������a��

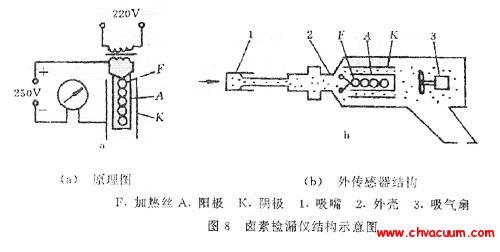
1.�߉������z, ����124kg/m3; 2.���������z, ����120kg/m3;3.�����z, ����290kg/m3; 4.���ɰ, ����130kg/m3; 51 ��ʯ,����300kg/m3
�D1����շ�ĩ�^����ϱ��^ƽ������ϵ���c�������Pϵ
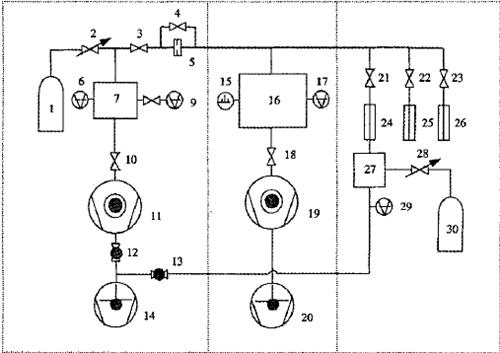
����������������ڙz©�Ć��}��Ŀǰ���J��ɿ��ęz©�����������|�V�x�z©������, ���ڴ�������, ÿ�_�����ĺ��p���L�_��ʮ���װ���, ���Ҫ��ÿ�l���p��ÿ�����^�����|�V�x�z©, ���������ஔ��ġ���ÿ����Ҫ�����a��ʮ�_���������ďS�ҁ��v�����y�Ԍ��F���e�nj��������ɰ��ķ��]ʽ����, �������ɰ�ڊA���γ�����, �z©���@���y����ô�k?�䌍, ����20 ��ǰ, �҇��ĺ��|�V�z©�x���a߀̎�ڳ����A�Εr, ��շ�ĩ�^���A�۾��������ˡ����r, �]�в��ú��|�V�x�z©, ���Dz�������o�B�������z©��
�����ı�1�п���֪��, ���|�V�x�z©�c�o�B�����z©����С�əz©�ʲ�e�Ǻܴ�ġ�����, �o�B�������z©ֻ�܌�й©����, ���ܜʴ_����, �����ܶ��c������, �@�Ĵ_��һ�N�����ײ����ęz©������
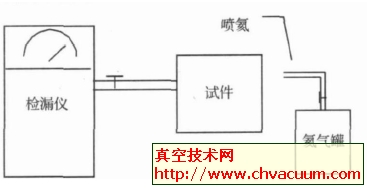
��1����ՙz©��

�����ڙz©�`���ȸ��c�͡��z©�����y�c�ı��^֮��, �������a�S��, �϶����x���ڲ����ęz©�������������^�͵ęz©�`���ȗl����, �M��aƷʹ�É�����Ҫ��, ���g�ϲ�ȡ�������������Ĵ�ʩ����շ�ĩ�^�������^��Ӻ��һ���250�� 300 mm , �����Ŀ��g����������, ���õ͜�Һ�w������, ���ܰl�]������������Ч����
�������ҏS���a����շ�ĩ�^��������������: 50m3�͜�Һ�w�A��, ���г���ĺ��ӹ�ˇ���C�����|����ǰ����, �ȡ�������(���p) ���^�o�p̽��, ����ԇ�, ������ԇ�ȹ���ęz�y, ���b�����ɰ��,��K���o�B�������z©, Ҫ����������A�ӿ����d(����©���c���Ś���֮��)Q ≤1×10-4 Pa·m3/s��
����������1 ��ʾ, �o�B����������С�əz©�ʞ�10-2�� 10-3Pa·L/s, �ǿ��ԝM�����ϊA�ӿ����d�ęz�yҪ�����P�˜�Ҏ������ʹ�É�����8 ��Ӌ��, 8 ��ȿ��Ě��wؓ��
Q T ≤8×365×24×3600×1×10-4= 25229 Pa·m 3
������ՊA�����O���Ѓ��b5 A ���ӺY��������,5 A ���ӺY���^��ֵ���ջ̎��, ����ȡ��ʩ���C���ӺYֻ�Ю��A����ն��_��6 Pa ���²��c�A����ս��|�������ķ�Y����≤5 Pa���������A��͜�Һ�w�r, 5 A ���ӺY�l�]����, �����A��©�Ś⡣�ĈD2���Բ��5 A ���ӺY��Һ���ض������������������1. 33 Pa ƽ�≺����, 5 A ���ӺY��������������s��13. 3 Pa·m 3/g , ��ǰ��Ӌ���֪, 8 ��Ț��w��ؓ��Q T ≤25229 Pa·m 3, �����@Щ���w����ķ��ӺY��


�D2��5A ���ӺY��Һ���ض��������ʡ����������Ȝؾ�������
(̓�����Ҝ������������Ȝؾ�)
������Ȼ, ���Hʹ����, ���ӺY�����������A̎��l������sЧ����Ӱ푶�����׃��, ���w��ؓ�ɵijɷ�Ҳ��ֻ�ǵ���, �����Կ՚�����Ļ�Ϛ��w(�՚��е�����w�e�ٷֱȞ�78% , ���������20. 9% )�����]�@Щ����, �҂���50 m 3 �͜�Һ�w�A�۵ĊA���з�����30 kg 5 A ���ӺY, �J����������8 ���ЊA����©�Ś��w��ؓ�ɡ����ڴ�������, ͨ�^���������A�ӿ����d, ���Y�Ϸ��ӺY���������Á��S�������A�ӵ���Չ���, �Ȳ��ú��|�V�x�z©�����ڲ���, ������, ���m���ڴ��������a��
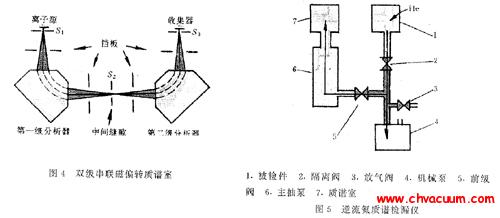
���������������a��I����г���ĺ��ӹ�ˇ��ȡ���Y��ĺ���, �Դ_�������ĺ��p�|��������߀Ҫ���^�o�p̽��, ����ԇ�, ������ԇ�ȹ���ęz�y,�@Щ��ʩ����K�M�㿂©��Ҫ�����˗l�������`�C��, �����Ϲ�����ɺ�, �M���o�B�������z©, һ�㶼�ܿ���©�Ś��ʝM��aƷʹ��Ҫ���ú��|�V�x��ÿ�l���p�֙z, Ҳ�Ǟ�����K�M�㿂©��Ҫ��,����, ���|�V�x���ܙz�y�Ś���, ��K��ȻҪ���o�B���������˿����d���ʴ�����S�Ҍ���շ�ĩ�^�ቺ�������]�в��ú��|�V�x�z©�������o�B�������ˡ�����, �P�������@�ӵĽ��v: һ�_10 m 3 �������^�o�p̽��, ����ԇ�, ������ԇ�, �o�B�������˺ϸ��, �������w���ַ��M�к��|�V�x�z©, �z©�`���Ȟ�5×10-8 Pa·m 3/s, �]�z��й©���������a�ݷe��175 L ������, ���^�o�p̽��, ����ԇ�, ������ԇ��, ���_���ú��p�ֶκ��ַ����|�V�x�z©,�l�Fй©�ĸ���Ҳ���١��@Щ�������f�o�B�������˿�����ȫ���溤�|�V�x�z©, �����f���^���a�^�̸�����ć�����P, �����|���ɿ���ǰ����, ��K���o�B���������鿼�˿�©�ʵ��ֶ��ǿ��еġ�
�����҇�Ŀǰ���õć��a��շ�ĩ�^�ቺ������,�ѽ�ʹ����10 �����ϵ���Ȼ�^�m���á��M��ʹ���п�����Щ����8 ��ͽ��^���³���ա�������������ȫ���g�O��Ҏ�̡�Ҏ���ˉ��������Ķ��ڙz�����,�����ⲿ�z�ÿ������һ��; �����Ȳ��z�ÿ6 ������һ�Ρ����͜ؽ^������, �mȻ�����M�ЃȲ��z�, ����ԓ�Y����������z�y���A����նȡ��҂��ڵ͜ؽ^���������O���н��ٟ�ż���Ҏ�ܺ�����y�T���ͺ�����܇��Ҫ����; �Cе�O����Ҫ���B; ���{��������Ҫ�a�����䄩һ��, �͜ؽ^�ቺ����������նȽ��͵���r����Ҫ���³���Ձ��֏���^�����ܡ����ՈD1 , �҂��ڮaƷ�f������Ҏ��, ���õ͜ؽ^�ቺ�������ĊA����նȽӽ�(���_��) 66 Pa�r, ��Ҫ���³����, �Ա������Ľ^����������, ���C�aƷ��ȫʹ�á�