�����g�����ϵ����ϵ�y�ھ��z©�����о�
���������g�����ϵ����ϵ�y���������ܷ���Ҫ��������M�Ў����g�����ϵ����ϵ�y�ھ��z©���M���о����������еęz©����������m���ֶΡ�ͨ�^���������^�ּ����������̎�����x���m�ϵęz©���E���܉�ʹ���|�V�z©�x�M��ؓ���z©�l�����Ķ�ʹ�Ç������_��©�cλ�ã�ʹ�ú��ַ��@�Üʴ_��©�ʡ����H�����C����ԓ�������ڎ����g�����ϵ����ϵ�y�ھ��z©���܉�ʴ_����Ч�ęz�y©�cλ�ü�©�ʡ�ԓ�о��鎧���g�����ϵ����ϵ�y�ھ��z©�ṩ�˼��g֧�֡�
��������
�������ϵ�y��ʹ���^���Љ������F�������ӣ��˕rϵ�y�����dz��F��©�c�����ϵ�y��©�c�����r�Дಢ������ϵ�y�ȵĿ՚ⲻ��e�ۣ�������ϵ�y�o������ʹ�á���������ʹ�õĎ��и��g�����ϵ����ϵ�y��Ҫ�ҵ�������©�c��ͨ�����E�飺��������→��ϴϵ�y→��ՙz©→����©�c→���ϲ�Ͷ��ʹ�á����E�ࡢ�����L�����ڕ��r�o���������ϵ�ϵ�y���t���m�á��@�r����һ�N�m�ϲ�ж����r�µ��ھ��z©�����O����Ҫ���������M���о���
1�����ϵ�y��Ҋ�z©��������
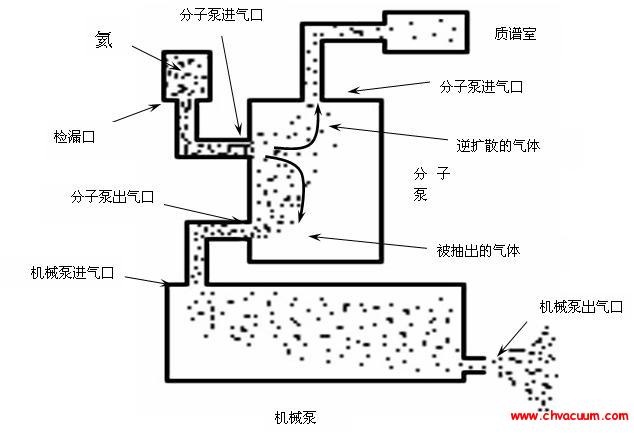
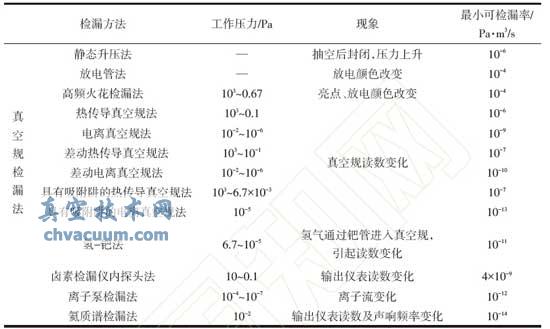
���������īI���z©�������Է֞�ɴ���������z©������ՙz©�������ڎ����g�����ϵ����ϵ�y��ͨ�����˷�ֹ������©���Ȳ�����ͨ��С��һ����≺(105 Pa)����˙z©��������Ҫ���]��ՙz©������1���e�˳�Ҋ����ՙz©������
�������x��z©�x���ͷ����r������Ҫ�����܉��_����Ҫ��ęz©�`���ȣ����߀Ҫ���]ʾ©���|�ڿ՚��еĺ����Լ�ʾ©���w���������|�ͻ��W���|�����ȡ��Uɢ�ʡ��ӡ���������ȼ�ױ������g���ж��к��ȣ�ͬ�r���ڸ��g������ͨ�����ᡢ�A�����|��ʾ©���w߀�����]�c���ϵķ��������ڎ����g�����ϵ����ϵ�y��һ�㿂©��Ҫ��С��10-6 Pa·m3/s��ϵ�y�����������(102��105 Pa)���������Ϸ��������ձ�1��ͬ�r�M��©�ʺ͉���Ҫ��ķ������ӟ�������Ҏ��������������ğ�������Ҏ�������Ҏ�z©�������Ǵ�z�y���Ҏ�ğ��zͨ���������ϸ��g��������߀���ܕ������Ϸ�������˳�Ҏ�����^�y�M��z©Ҫ����Ҫ���]ʹ�÷dz�Ҏ�ķ�����
��1 ��ՙz©����
2�������g���������ϵ�y�z©�ķdz�Ҏ��������
�������^����īI���z©�^���еĿ��Y���õ�һЩ�m���ڎ����g�����ϵķdz�Ҏ�z©��������Ҫ�����o�̲��������R�r�ܷⷨ��ؓ���ɘӷ��ȡ�
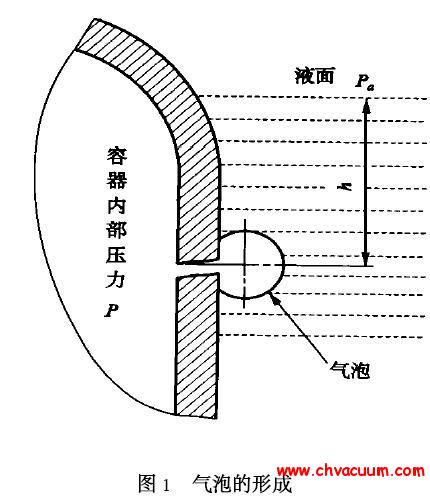
����2.1���o�̲�����
����ԓ�����m�����B�Ӽ��Ʉ���ɵ�©�c���罛�^���_����ɵ��B�Ӽ��Ʉӡ�
�����@�N����ͨ�^��ϵ�y�B�Ӳ�λ��һ�z�飬���l�F�Ʉ�̎�M�оo�̣�ͬ�r�^�y��Յ����M��©�c�z�y��������^�o�����ָ�˺��D���C��ԓ̎��©�c��������©�ʿ����ù�ʽ(1)���㡣

����ʽ�У�ΔQ ��������©�ʣ�Pa·m3/s��ΔP0 ����©ǰָ���r�g�ȷ��]���ϵ�y�ĉ����ϝq����Pa��ΔP1 ����©��ָ���r�g�ȷ��]���ϵ�y�ĉ����ϝq����Pa��V����]���ϵ�y�Ŀ��ݷe��m3��t ��ָ���r�g��s��ʹ���@�N��������ҵ��ɄӲ�λ�������B�ӿڷ����ϵ�y��������ͬ�r���©�c���������B�Ӽ��Ʉ���ɣ��t�o���ҵ���������
����2.2���R�r�ܷⷨ
�������©�c��ϵ�y���g��ԭ����ɵ�©�ף�ͬ�rͨ�^�ֶΜy�������ȷ����l�F�˿��ɲ�λ�����ڑ�����©��λͿĨ�ƾ���ʹ����շ������F�R�r�ܷ⣬�����Յ������D�������ж�ԓ��λ��©�c���Д��©�c�������M��������������©��ͬ�ӿ��ù�ʽ(1)���㡣ʹ���@�N�������֪�����ܵ�©�c��λ����ᘌ��ԵIJ��������Ҿƾ��ד]�l������ژO�̵ĕr�g�Ȱl�F©�c����շ������������ܶ���©�c�o���Д�©�c���wλ�ò����������Ժ�ϵ�yʹ������[����
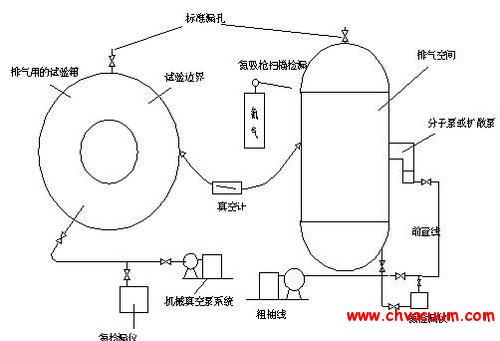
����2.3��ؓ���ɘӷ�
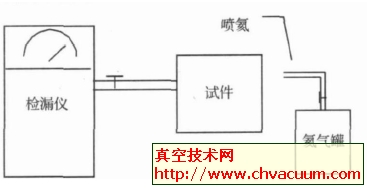
���������g�����ϵ����ϵ�y�������β��ã�������β����Ś�ڷ��Î������ęz©�x������β��ò������ϵ�y�������������������⡣�@�N�������c�ǿ��Д����σɷNԭ����ɵ�©�c��ȱ�c�������ױ�ˮ���c������Ⱦ�����취�z©�`�����^�͡��`���
�����������e�˳�Ҋ�����N�dz�Ҏ��������z©������һ�������ԣ���˽�QԓĆ��}����Ҫ���Ҹ��m�ϵ��`���ȸ��ߡ��`���С�ęz©������
7���YՓ
���������о��ˎ����g�����ϵ����ϵ�y�ęz©���������������P�����������ʹ���m�ϵęz©�����Ͳ��E���܉�ʹ���|�V�z©�x�M��z©�l�������ú��|�V�z©�������ҵ�©�cλ�ã����ú����۷e���Д���^��ʴ_��©�ʡ��ڌ��H�������\���@�N��������Q�˃Ȳ������g�����ϵ����ϵ�y�ھ��z©���}����ԓ��}�ṩ�˼��g�ϵą�����