��ܵĹ�ע��������켼�g
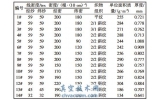
��������Ǹߟ����ܶȹ��оƬ�I��V�����õĸ�Ч�����Ԫ��������պ�ע�������ܵ���ҪӰ푹���ͨ�^����Ŀǰ������칤ˇ�г��õij���չ�ע���g�������ע�����������켼�g������ԓ���g�Ĺ���ԭ���Ͷ��γ�����Փ���������|�~���Һ������ܹ������^�����γ��⼯����L�ȵȔ��Wģ�ͣ����ȷ�������չ�ע�c��ע����ՃɷN���켼�g�����c���������ܜyԇƽ�_�������ù�ע����ռ��g������~—ˮ�ϲ�ʽ����M�����ܜyԇ�������о������~���Һ��ǰ��ע����ռ��g�������܂������ܵIJ���l�F�����~���Һ����������������12 ����ԇ�Y��������ע����ռ��g���Ժܺõ؝M����ܵ���������
0��ǰ��
��������������O��ğ����ܶ��ѳ���Ҏ�՚⏊�ƌ����Q�������O�ޡ�SAUCIUC���о��l�Fͨ�^�����~�ġ�����������������Ƭ�Y��������L�٣��՚⏊�ƌ���ɢ�����Ă���O�ޞ�0.15��/W����ܾ��П���͡��w�eС�������p�͟o���~������ӵȃ��c��VASILIEV�о��l�F���ѳɞ�δ�����ɶ����оƬɢ����P�IԪ��������Փ��COTTER��1984�����֮�������V���Pע��SUMAN�����20���o90����ԁ���ܵ���Փģ�͡�����ԇ�����켼�g���l�F�����īI���������Փ�M���˷�����KANG ���о��l�F����ͬ���|��Һ������ܾ��кܴ�IJ����ն��ͳ�Һ����Ӱ�������ܵ���Ҫ���ء����е�������췽����īI��Ҫ������ë����Һо���졢�Y���OӋ�ȷ��棬�����еij���պ��|��ע���g���о��漰���٣��H��һЩԇ����о���
����PETERSONָ����܂��y����պ�ע���g��Ҫ�г���չ�ע���g��ע���|�����l���⼼�g����ܹ����r��SARRAF ���о��l�F���՚�Ȳ����Ԛ��w�����������ηe�ۣ�ԓ�F������ܿɿ����½�����Ҫԭ��������ȫ���l���⼼�g�ص��ų������Ԛ��w���y����ն��y�Կ��ƣ�������������Ѻ���ʹ�ã�Ŀǰʹ�õ���Ҫ�dz���չ�ע���g�������һ�˷���ұښ��坍������ø���ձÌ���Ȳ�����յ�10–3 Pa�����ҲҪ�_��10–1 Pa������Һ�w�ڸ���խh����������≺�½��������l������ձ����ܵ��ȵ�Һ�wʮ�����С��B�m���a�r������ԓ���g���a����ܣ��ܵ��O��ܵ��Ț���Һ�w��Ӱ푶����aЧ���ܵ����ơ�
�������ڲ����Ԛ��w����ܹ����r�������ξۼ��ĬF���Լ����l���⼼�gԭ�������������ע�����������켼�g����������ڵ���նȭh�����A�����b��Ȼ�����üӟ�ʹ�����Ԛ��w�������εļ���ξۼ���������ȥ�������Ì����о��ķ�����ͨ�^ԭ��������ԇ��о�����ԓ���g�M��Փ�C��ԓ���g��ʹ�ã���������������aЧ�ʣ��������a�O��Ͷ�Y�ɱ���
1����ܳ�����c��ע���켼�g
1.1����ܵĹ������^
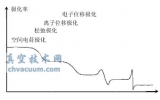
�����������׃������ϣ�����ԭ����D1��������׃����(���|)���ښ���ë����Һо�M�ɡ����|�����l�μӟ�l����׃�����^�^����͵�������ጷų��������������Y��Һ�w���������ë����Һо��ë�����û��������l�Σ����һ������ѭ�h��

�D1 ��ܹ���ԭ��
�������|����ܹ���ǰ��Ҫ��Һ�B��ʽ���ڣ������r�D׃���B������ʹ���|�ڵ͜��°l����׃����Ҫ�����ܱښ��ȵ���նȡ��������h���ض�θ1 ͨ���㶨���˕r���|������≺��psau1�����b��܃��w�e��V0 ����܃ȵĚ≺��p1���t����՚�։�
pair1 = p1 − psau1 (1)
����ԓ�������θ2 �ض��¹������˕r���|������≺��psau2���t��܃ȵĉ���p2 ������Ϛ��w�ĵ����D(Dalton)���ɞ�

����������������r������s��֣���Ϛ��w�еIJ����Ԛ��w(�Կ՚����)�����ӑB���c���|������x�����x���IJ����Ԛ��w�����ڂ���ϵ���hС�ڹ��|����׃�������J���ǟ���������^��ԓ�w�e�Q����ܵĹ������^Vdead�����O���еĚ��w�Ԟ�������w���t

1.2������չ�ע���g
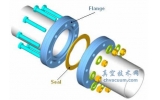
����Ŀǰ��ܵ����켼�g�ձ���ó���չ�ע���g���������ø߳�����O�䌢�ښ��ȭh�����x������գ�Ȼ�����ȹ�עһ�����Ĺ��|��Ҋ�D2�����˱��ָ���գ�����պ�ښ��������Ƅӣ��ʸ߳�����O���ע�O�䡢����b�ñ�횽M���OӋ��������y��С���������Ժõ��y�T��ʴ_�����������ij�Һ��ql���侫���_��0.1 mL����ֵ�Ĵ�С�c�ښ��ݷe��ë����Һо��ͺ͎΅�����ʹ�íh�������P��POPOVA �������ë����Һо��϶�w�e�ͱښ��ȹ��|������֮��Ӌ�㡣

�D2 ��ܳ���չ�עϵ�yԭ��D
��������չ�ע��ʽ��������ܣ�����ն��c��ձõij���v �͕r�gt ���P����ע���|ǰ�����ڹ܃��w�e��V0 ����ܣ����O���w��������w�����^�r�gt����܃ȵĚ≺���ɘ˜ʴ�≺p0 �½���p(t)�����^�r�gΔt���������x��(Boyle R)����

����ԓ���g������������ܷ����������Ԛ��w�٣��������^���Ժ��ԡ�Ȼ�����ڹ��|��ע�ͳ�������b�õď��s�ԡ�������O�䌦Һ�w�������ԣ�����O��r��ߡ����aЧ���^�ͣ��ڌ��H���a�гɱ��ߡ�
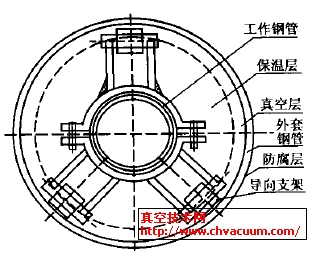
1.3����ע����ռ��g
����������ܱښ��ȹ�עһ������Һ�B���|��Ȼ���M�г����(һ�γ��⣬��ն��^��)������Һ�B���|���S����նȵ���߶��l����׃���˕r���y�_������ա����˷�ֹ�������^�^����Ҫ�~�����벻������ձö�ȥ���՚�Ķ��γ��ⷽ�������b��ԭ����D3 ��ʾ������������Ч�L�Ȟ�l1���Џ���d1 ����ܣ��ڷ�ڶ��A���L�Ȟ��Ll2���Џ���d2�ļ���Ρ�����ձ�һ�γ�����ڼ����픶��A�ȷ�ڡ����γ���r���ӟ�������l�ε�θ3���˕r���|������≺��psau3����������Σ�ʹҺ�B���|�l����׃���Ƅӱښ��Ȳ����Ԛ��w������ӡ���B���|���Y������ë���������������·������l�Σ�������՚�Ȳ����Ԛ��w�t�ڼ���ηe�ۡ�һ�Εr�g�����Ԛ��w���ܷ�ښ������ƫ�����_���c��B���|�ӑB�ķ��x��������÷��ģ����ܼ���ΏĹ�����ȥ����