̫��Ɲ�����������ӹ����g(sh��)����̎������
����̫��Ɲ�l�������������ijߴ��С�� ��ӹ����Ⱥͱ����|(zh��)��Ҫ��ܸߣ� ��Ҫ�����ӹ����g(sh��)����һЩ����ļӹ���ˇ��������Ҫ��B�ˎN����������̫��Ɲ�������������ӹ������� ��ҪӑՓ���C(j��)е�ӹ�����(x��)늻ӹ���LIGA/UV- LIGA ��DRIE �ȼӹ����g(sh��)�����c(di��n)���m�÷�����������������ı����|(zh��)���� ӑՓ����ϴ�����������滯�W(xu��)���⼼�g(sh��)�Ⱥ�̎�����g(sh��)�����⣬ ̫��Ɲ�������O(sh��)Ӌ(j��)�Y(ji��)��(g��u)����Ҳ��(hu��)�����ӹ����g(sh��)���x�� �ɴ����з����ˎN��Ҋ̫��Ɲ������������c(di��n)����ɲ��õļӹ�������ˇ��
����̫��Ɲ��( Terahertz��THz) ͨ����ָ�l�ʷ�����0.1~ 10 THz ��늴Ų�������(du��)�����l�Σ� ���IJ��L(zh��ng)�^��( 3~ 0.03 mm) ; ������(du��)��X �侀�� ����������ֺܵ�( 0.41~ 41 meV) �����S��棬 ̫��Ɲ���g(sh��)�����������ڵđ�(y��ng)�ã� ���磬 �ߔ�(sh��)��(j��)��ͨ�ţ� �ܷ�̽�y(c��)�� �h(yu��n)���x��Ʒ�|(zh��)���� ���W(xu��)�l�V������ �����о���̫���о��� ���������l�ʺ������t(y��)�W(xu��)�\��ȡ��@Ҫ���܉��ṩ�ɿ��ġ��o���ġ����ʵ�̫��ƝԴ���ɴˣ� ̫��ƝԴ�ѳɞ鮔(d��ng)ǰ�о������c(di��n)�������Ǵ���̫��ƝԴ������ ʹ��̫��Ɲ���ݗ��Դ���������ݔ�����ʷ�����о��� �@���M(j��n)��̫��Ɲ����������(Vacuum Electronic Devices�� VEDs) �İl(f��)չ��
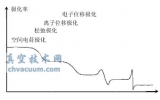
�����������l�Σ� �����������܉�a(ch��n)����ߵĆ�����ݔ�����ʣ� ���ұ�������������ߎׂ�(g��)����(j��)���@��Ҫ������������������������п��ԟo(w��)��ײ�\(y��n)��(d��ng)�� �܉��ں�С�w�e��(n��i)�a(ch��n)���߹���; ����������������Ҫ��늉���(l��i)����������� ʹ������������ܶ��^���ɴˣ� ���������������^�ߵ��\(y��n)��Ч�ʺͺܸߵĹ����ܶȡ����⣬ �����������ĽY(ji��)��(g��u)����(du��)���^��(ji��n)�Σ� �ڴ��ʡ��o����̫��ƝԴ����������@��(y��u)��(sh��)��Ȼ���� ���ڱ���p�ġ�������(zh��n)ֱ�����أ� ̫��ƝԴ��ݔ�������c�l��ؓ(f��)���η��������ȣ� �Ķ��γ������^��̫��Ɲ�g϶�� ��D1 ��ʾ���������Դ��ݔ�����ʣ� ��(d��ng)ǰ̫��ƝԴ���g(sh��)���о���Ҫ�����ڃɂ�(g��)����: һ���о��µIJ��������ÙC(j��)���� �_�l(f��)�����l�·�� �������������ý��桢����D(zhu��n)�QЧ�ʣ� ���磬 �о����ù��Ӿ��w���������Y(ji��)��(g��u)�����Dz����µļӹ����g(sh��)�c�����b�䷽���Ԝp�ق�ݔ�p�ģ� ���ݔ�����ʡ�
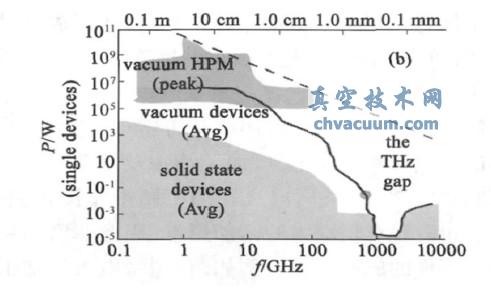
�D1 �̑B(t��i)�������ӌW(xu��)����ݔ�������c�����l��֮�g���P(gu��n)ϵ
����ͨ����r�£� ̫��Ɲ�������гߴ�С���p�Ĵ�(zh��n)ֱ�ȸߵ����c(di��n)�� �@��(du��)�����ӹ���ϵ�y(t��ng)��������˺ܸ�Ҫ����ϵ�y(t��ng)�Ŀɿ��\(y��n)�У� �����·�ijߴ�ƫ��ͨ��Ҫ��С��10%�����磬 ��(du��)���\(y��n)���l����0.5 THz ������������ �ߴ��`������̶ȼs��10 um���@�ѽ�(j��ng)����^(gu��)�˂��y(t��ng)�C(j��)е�ӹ���������Ŀǰ�� �����ӹ��ѳɞ�̫��ƝԴ�ɹ����Ƶ�һ��(g��)��Ҫ�ϵK�����˼ӹ������кܸ�Ҫ��֮�⣬ ̫��Ɲ������(du��)�ӹ��ı����|(zh��)��Ҫ��Ҳ�ܸߡ��@��Ҫ������̫��Ɲ�l��늴Ų���څ�w��Ⱥ�С( ����0.3 THz�r(sh��)�� �~��څ�w��ȼs��0.12 um) �����څ�w����c����ֲڶ��ஔ(d��ng)�� �t�˕r(sh��)�������������ʱȹ⻬����������Ҫ��ܶ࣬ �@����(hu��)��(d��o)���·Ч�ʵ͵��y�Խ��ܡ����څ�w���С�ڱ���ֲڶȣ� �t�·�p��ʹ��늴Ų��y��ͨ�^(gu��)����(d��o)��ݔ�� Ҳ���y���·�Юa(ch��n)����Ч����ϻ��C�����䌦(du��)�ڱ��沨������ ���ı����(ch��ng)��(qi��ng)����(du��)�ܸߣ� �ֲڱ��������������|(zh��)�ı�������� �Ķ��γɱ�����x���w�� ����s���}�_����ˣ� ��(du��)��̫��Ɲ������ ���ø߾��ȡ����|(zh��)�����ӹ����������ǘO����Ҫ�ġ�
�����S���������ӹ����g(sh��)�İl(f��)չ�� �S���µ��ӹ���������������̫��Ɲ������ �����nj����ӹ��C(j��)���ijɹ������Լ��C(j��)�ϵ�y(t��ng)( MEMS�� Micro-Electrical Mechanical System) ���g(sh��)�İl(f��)չ�� ʹ��̫��Ɲ�����ijɹ����Ƴɞ���ܡ�Ŀǰ�� �ӹ����g(sh��)�ѳɞ��о�̫��Ɲ������������һ��(g��)��Ҫ��(n��i)�� ��
�������Č����c(di��n)��B�N������̫��Ɲ�����������������ӹ����g(sh��)�����̎�������� ����������(y��ng)���������c(di��n)���m�õķ�����
1���ӹ����g(sh��)
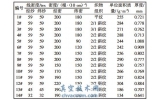
�����ӹ���Ҫ��ָ�ߴ���1 mm ���¡����Ȟ�0.01~ 0.001 mm ����ļӹ����g(sh��)����Ҫ�����C(j��)е�ӹ�����(x��)늻ӹ�((EDM) ��LIGA/UV-LIGA�����(y��ng)�x�ӿ��g( Deep Reactive Ion Etching�� DRIE) �ȷ��������У� ��ɷN����ͨ��Ҳ�Q��MEMS �ӹ����g(sh��)��
1.1���C(j��)е�ӹ�
�����C(j��)е�ӹ���һ�N��á��(ji��n)�εļӹ����������мӹ��ٶȿ졢�ɱ��͡��ɼӹ����ϏV�������c(di��n)������ͬ�ӹ������£� ԓ����ͨ�����(y��u)�x������Ҫ���������ӹ���ĥ���ӹ�����(d��ng)ǰ�� �S�����������C(j��)���������о��Լ������ӹ��C(j��)���ij��F(xi��n)��ʹ���C(j��)е�ӹ��ļӹ����Ⱥͱ����|(zh��)�����˺ܴ���ߡ�
�������C(j��)е�ӹ��У� Ӱ푼ӹ��|(zh��)�����P(gu��n)�I������Ҫ�������ܼӹ��C(j��)���͵��ߡ����У� �ӹ��C(j��)��Ҫ������^�ߵ����S�D(zhu��n)��( ����1000 r/ min) ���^С���M(j��n)�o�ٶ�( С��100 um/ s) ��һ����r�£� �߾��ȼӹ��C(j��)���ļӹ����ȿɿ�����110 um�� ����ֲڶ�( Ra)�܉��_(d��)��0.5 um�������߾����ӹ��C(j��)���ļӹ����ȿ�С��0.3 um����ʹ�ý���ʯ���ߵ���r�£���ӹ��ı���ֲڶ��܉��_(d��)����ʮ��(g��)�{�� �����磬 �ڳ��߾����ӹ��C(j��)���ϣ� ���ÈA���돽��013 um�Ľ���ʯ�������LY12 ���ϱ���ӹ����Ҳ��νY(ji��)��(g��u)�� ���Ⱦ���25 um�� ���L(zh��ng)��500 um���ڛ]������Һ�r(sh��)�� �ӹ��ı���ֲڶȞ�8913 nm; ���Ծƾ�������Һ�ėl���£� �ӹ��ı���ֲڶȞ�4112 nm�� ����Π��`���112 um�� ��D2 ��ʾ����(du��)�ڌ����ӹ��C(j��)���� ���ļӹ����ȿɿ�����0.1 um��
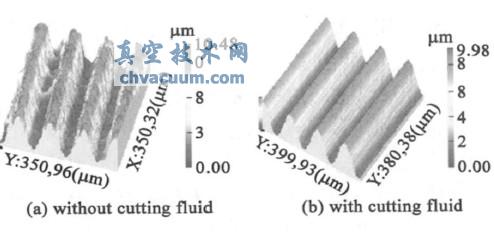
�D2 δ������Һ�cʹ������Һ�ӹ��������Ҳ�ò
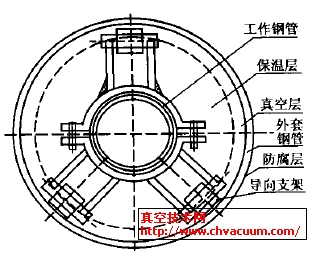
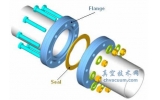
����̫��Ɲ����ͨ�����б��^��(f��)�s�����S�νY(ji��)��(g��u)�� �C(j��)е�ӹ���Ҫ���ڵ��l�����������������磬��(du��)��140 GHz ���^(gu��)ģ���沨��ʎ���� ���������·�����ڞ�017 mm����(n��i)�돽��3 mm�����y��Ȟ�012 mm�����ĿױP�ɲ���(d��o)�Y(ji��)��(g��u)[ 26] ������ԓ�·�Y(ji��)��(g��u)�ߴ��С�� ֱ���ڈA����(n��i)�ڿ̲ۼӹ��dz����y����(sh��)�H�ӹ��У� �����ˌ����������Y(ji��)��(g��u)�ֽ������ڱ�Ƭ�Y(ji��)��(g��u)�M(j��n)�мӹ��� ��D3 ��ʾ����(du��)��̫��Ɲ���l�˵��ۯB����(d��o)�Y(ji��)��(g��u)�� ͬ�ӿɲ����C(j��)е�ӹ���������[ 27] ���D4 �o����140 GHz �ۯB����(d��o)�ļӹ��Y(ji��)��(g��u)���������L(zh��ng)�Ȟ�670 um�� ���β���(d��o)���Ȟ�159 um[ 28] ��
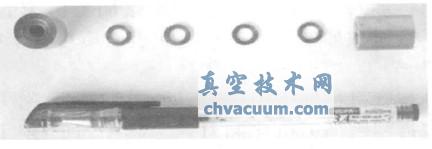
�D3 �����ڱ�Ƭ�����Y(ji��)��(g��u)�ļӹ�

�D4 ����ӹ��DƬ
������(j��ng)����۽��@�R�y(c��)���� �ӹ����·�ijߴ羫��С��5 um�� �۵ı���ֲڶ�С��015 um��
�����mȻ�������C(j��)е�ӹ����кܸߵļӹ����Ⱥͱ����|(zh��)���� ���nj�(sh��)�H�ӹ��к��y�@���(y��u)�ļӹ��Y(ji��)�������䌦(du��)�ڏ�(f��)�s�����S�Y(ji��)��(g��u)������ �ӹ��|(zh��)���ܵ��������Π�ć�(y��n)�����ơ���ˣ� ԓ����ֻ�m����̫��Ɲ���l�������������������˴��ڼӹ����Ⱥͱ����|(zh��)���^��֮�⣬ ��ӹ����ɶ�Ҳ�ܵ͡��@ʹ��ϵ�y(t��ng)�M�b���^���y�� �b�侫���^� ����(hu��)����ϵ�y(t��ng)�ēp�ĺͲ���(w��n)���ԡ����⣬ �C(j��)е�ӹ��ı���ͨ����(hu��)���F(xi��n)�Ѽy��ë�̵ȬF(xi��n)�� ��̫��Ɲ���ڽ��ٲ��ϱ����څ�w����ֺ�С�� ��ˌ�(sh��)�H��(y��ng)����ͨ��߀��Ҫ��(du��)�ӹ������M(j��n)�б���̎����
4���Y(ji��)
������(d��ng)ǰ�� ̫��Ɲ������������������l�����о��� �����������������Y(ji��)��(g��u)����(hu��)Խ��(l��i)ԽС�� ���Ҿ��м��ɻ��ӹ���څ��(sh��)������(j��)Ŀǰ���˽�ļӹ��������c(di��n)��MEMS ���g(sh��)��(y��ng)��(d��ng)������̫��Ɲ��������������ǰ;��һ�N�ӹ����������SҲ�Ǹ��l̫��Ɲ�����������ܷ�ɹ����Ƶ�һ��(g��)�P(gu��n)�I���ء�
����̫��Ɲ�������������O(sh��)Ӌ(j��)�c�ӹ����g(sh��)���x���Ӱ푡����磬 �������LIGA/UV-LIGA ��DRIE���g(sh��)�� �t����һ���O(sh��)Ӌ(j��)����ƽ��Y(ji��)��(g��u)���������A���������Y(ji��)��(g��u)�� ͨ����Ҫ���ò����C(j��)е�ӹ���늻ӹ����g(sh��)����ˣ� ���˺����O(sh��)Ӌ(j��)�����Y(ji��)��(g��u)����ӹ�Ч�ʡ��^�ټӹ��ɱ��� �@�ɷ����������Ҫ�C�Ͽ��]���@��Ҫ���O(sh��)Ӌ(j��)�ˆT������Ҫ�������������� ����߀��Ҫ�˽����P(gu��n)���ӹ����g(sh��)��ˇ�������ڌ�(sh��)�H�ӹ��У� ���ڙC(j��)е�O(sh��)�䡢�ӹ���ˇ���ˆT���|(zh��)�����ص�Ӱ푣� ܇�g�ӹ�ˮƽͨ����(hu��)���ڌ�(sh��)�(y��n)�Ҽӹ�ˮƽһ��(g��)����(j��)����ˣ� Ŀǰ��(f��)�s�Y(ji��)��(g��u)�ij������ӹ��� ͨ����Ҫ���I(y��)�ˆT�о����m�ļӹ���ˇ�M(j��n)��������
����ȫ����x��
����http://pan.baidu.com/share/link?shareid=995380399&uk=3053564898