����AutoCAD��ͣ܇�O��M�ϙC���ԄӔ��ؾ����㷨
������ͣ܇�O�����Ͳļӹ��У����ˌ��FCAD ܛ���c���ؙC���ӹ�֮�g�Ĕ������������һ�N�m���ڌ��ýM�ϙC�����ԄӾ����㷨����B�˳����ʽ�������A̎�������ͳ������ɷ��������ھ�ͨ����ʮһ�Sͣ܇�O���ͲĽM�ϙC�����M���˳ɹ���ʩ����C�˻��ڱ��㷨���ԄӾ���ϵ�y����Ч�ԡ�
��������
�����S������ĸ��ٰlչ�Լ��˂��r�g�^��IJ���ӏ�������ͣ܇�O��@�ÿ�ǰ�lչ���M�����˂���ȡ܇�r�g�̡�����o��ͣ܇������������ͣ܇�O��ļӹ��^���У��������M�����v���ȽY��ͨ����H ��䓡���䓞�ԭ���ϣ��ֹ��M���@�ס�㊲��Լ����x���и�ȼӹ��������Ô��ؙC���ӹ�ͣ܇�O�������r�����ڼӹ������Ĕ�Ŀ�ͷN��^�࣬���ɼӹ����a�r��Ҫ�OӋ�����ļӹ������x�䵶�ߡ���ˣ��ʴ_��Ч�����ɼӹ����a���ɞ�ͣ܇�a�I�P�ĵļ��g���}��
����Ŀǰ�����ڈD�ε�Ӌ��C�o�����̼��g���ٰlչ������˾���Ч�ʺͳ���ʴ_�ȡ��īIͨ�^�xȡDXF �ļ��Ԅӽ����DԪ��Ϣ�����죬�����ض���ˇ�Ԅ����ɼӹ����a�����M���϶����DԪ�M�мӹ�; �īI�У�����DXF �ļ��OӋ�ĈD���ԄӾ���ϵ�y���܌���ҕ�D���������݆���M�������������ԄӾ���ϵ�y���R�e���ΈD�����ӹ���ʽ��һ����ˇ���ɸ��ġ�����ᘌ�ͣ܇�O����H ��䓼ӹ���Ҫ��һ�NH ��䓼ӹ����ýM�ϙC���OӋ��һ�N�ԄӾ����㷨��ͨ�^�xȡDXF �ļ����@ȡ�DԪ��Ϣ�����R�e���յ����ǘ˜��OӋ�Ķ�ҕ�D��͵ĈD�����܅f�{��������ͬ�r��������ˇ�ĺ��Ρ����㡣
1���M�ϙC�����ƹ��ܷ���
����1.1��ϵ�y���ܷ���
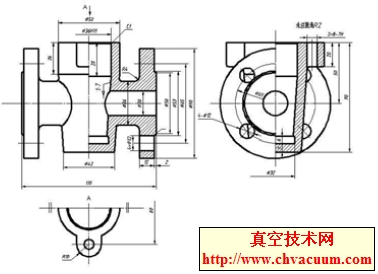
������ͣ܇�O������a�У���Ҫ���^�L�Ͳĵ�ǰ�������������@�ס�㊲��Լ����x���и���ҝM�㰲ȫ�l���r����ѵ���ͬ�r�ӹ�����D1 ��ʾ�����M�ϙC�������Pʽ�Y�������bA��B��C �������T�ܣ������D�м��^�������w�Ƅ�; ÿ�����T���ϰ��b��������( ��A ���T������d��e��f ��������) ��ʹ�C���߂�9 ���ɿص���ͨ����21 ���ɿ��\���S�����ڵ��ߔ����ӹ��������Լ����S�ӣ��˹����̺��y���F��������OӋһ�N�D���ԄӾ���ϵ�y�������ӹ����������١��ʴ_�����ɷ��ϼӹ���ˇ��NC ���a������ϵ�y����NC ���a����9 �ѵ����\�ӣ����F��ѵ���ͬ�r���ͲĵĶ������M�ж�N��ʽ�ļӹ���
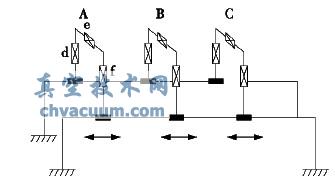
�D1 �C���Y��
����1.2��ܛ���������
���������M�ϙC�����ܷ����Y�������ԄӾ���ϵ�y���M�������\�ӿ���Ҫ��:
����(1) �����T���g���M�㰲ȫ���x�r���������T�ܿ���ͬ�r�\��;
����(2) ��䓲��L�ȷ����ϵ�ijһλ�ã����@��䓲ĵIJ�ͬ����r�����ߟo����䓲��L�ȷ����Ƅӣ����ͬһ�����T�ܵ��������߿�ͬ�r�@��䓲�; ���������x���и�䓲ĵIJ�ͬ����r��������Ҫ��䓲��L�ȷ����Ƅӣ�ͬһ�����T�ܵ��������ߑ��Ⱥ���ɼӹ�������ͬ�r�ӹ���
�������ˌ��F�����\�ӿ���Ҫ���������O���˔��ؼӹ����a�ĸ�ʽ��Ȼ���xȡDXF �ļ��ĈDԪ��Ϣ���A̎���ɿ��õĈDԪ���������������ɴ��a���㷨߉��ͨ�^�˙C������혴�����NC ���a��
2������ϵ�y�Y��
���������OӋ�ĽM�ϙC������ϵ�y�x��Visual Studio 2008 ƽ�_�_�l���Y����D2 ��ʾ����ϵ�yͨ�^�OӋ���ԄӾ���ϵ�y�xȡָ����DXF �ļ��ԫ@ȡ�ӹ���Ϣ������NC ���a���ı��ļ�������ϵ�y�xȡNC ���a�ı��ļ����ɼӹ��΄գ��M�в��a�\�㡢PLC߉�����Լ�ϵ�y�\�бO�ء����������û����҂��n�}�M�OӋ��Ether MAC ���r��̫�Wƽ�_�_�l��
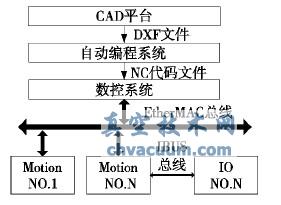
�D2 ����ϵ�y�Y��
6���Y���Z
���������OӋ��H ��䓼ӹ����ýM�ϙC���D���ԄӾ���ϵ�y�����L�����ϵ����ǘ˜��OӋ�ĈD�����m���ڶ�ҕ�D���ચ���ӹ������ĈD���������߰��չ�ˇ�c�x�DԪ��ϵ�y�Ԅ����ɷ��Ϲ�ˇ��NC ���a����ˇ�m���Ժá���ϵ�y�m���ڶ�N����ͬ�r���^�L�Ͳ��M�в�ͬ��ʽ�ļӹ������aЧ���^�ߡ����ñ����OӋ�ĈD���ԄӾ���ϵ�y���ɴ�����H ��䓼ӹ��еľ���Ч�ʣ�����߾��̜ʴ_�ȣ��Ԍ��FH ��䓵��ԄӔ��ؼӹ���