�F���w�����ߜ�Ni-V/Ag�ͺϽ��ٻ���Ĥ���о�
���������һ�N�����F���w늸н��ٻ����ߜر�Ĥ����������Ni-V/Ag�ͺ�Ĥϵ���܉�M���NƬ늸нM�b�^��������420��ߜغ���10s��Ҫ���Һ�Ȳ����^6μm�������˽⺸���еı��淴���^�̣��Ò�����R������ɫɢX�侀���V�x����ͬ��������Ĥ�ӵ��^��ò�ͳɷ��M���˷����y�����Y���@ʾ��250��r���ټ���������Ҫ��(Cu��Ni)6Sn5������420��r�t����(Ni��Cu)3Sn4���������ӕr�ĸߜ��ܘO��ظ�׃���淴�������ʺͮa�ͬ�r�C������Ĥ�����_���OӋҪ��
�����S����������ߴ�ĜpС�����ϵ�yԪ���ܶȵIJ������ӣ��I�猦��Ӻ��ӵ�Ҫ��׃�ø��Ӈ���Ŀǰ�ѽ���һЩ�P�ڜضȌ���Ĥ�Y��Ӱ푵��о������nj��ڱ����N�b�͵��F���w�@��늸У��@һ���}������������@�����_����ӽ^����һ����Ҫ�ڸߜغ��a��ȥ�����@һ��ˇ�^�̌��F���w���ٻ�����ğ᷀�����������Ҫ���ˌ��F�ٱM�������ӵ�Ŀ�ģ��F���w�Ľ��ٻ���Ĥ�������420��ĸߜغ��a�h���³���10s�����˜ضȣ�߀�������ܶ�������Ҫ���]���������|��衢�Cе���ȡ��h���ȵȡ�Ni����ڟo�U���a�������^�͵����g����һֱ���J�����^�ý��ٻ����ϡ����ǣ�������ʹ�����y�M��ֱ���ſ؞R�䣬�īI��ʹ�������l�ſ؞R���Ƃ�Co-Ni�Ͻ�Ĥ�����������@һ�������ԣ�������V�����ơ���Ni�Г���7%(�|����)���C��������Ni�Č����ԡ��P��Ni�c���a������Ӱ������ѽ����˺ܶ��о����������c���w�eЧ�������a��Cu�ĺ�����������Ӱ푵ȡ�Chen�Ȍ����W�Ni-P�c���a�ı��淴���M���˼��µı��^�о���Ni-7.0%V��Ƭ�cSn-Pb���a�ķ����^�����������о����ڬF���о��Ļ��A�ϣ�������Դſ؞R��Ni-V/Ag�ͺό������F���w�Ľ��ٻ�Ĥ�ӣ��Mһ������Ĥ����420��ߜ؟o�U���a�ĕr�g������10s����Ԕ���о��˸ߜ���Ni-V/AgĤ���c���a�ķ����^���c�����g������(IMC)��
1������
������������㽭��W��Ĥ�о����������ƵĶ�дſ؞R��x���M�еġ����˽�ʾ��ͬ���ӗl���µķ����^�̺ͷ����a�ʹ���˲�ͬ��Ĥ�Ӻ���Լ���ͬ�ĺ��Ӝضȣ����a��ʹ��Sn-3%Ag-0.5%Cu�o�U���a�����w�Č������1��ʾ��
��1���ſ؞R�䅢��
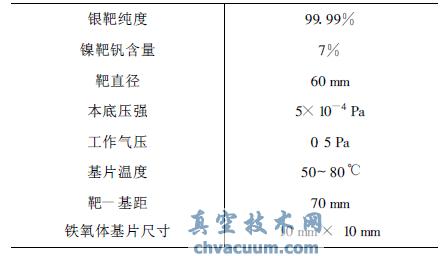
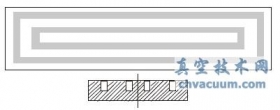
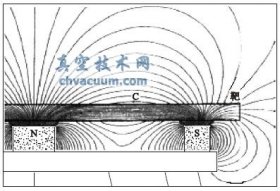
�����ڞR��ǰ���Ȱ����ǻ�鵽5×10-4 Pa�����ך≺��Ȼ����0.5Pa�_ʼ�R�䡣�y�к���C�ж��_��ˮ�䣬�л���̶���70mm���F���w��Ƭ��10mm×10mm�������Ρ��ͺϱ�Ĥ��Ni-V�Ӻ�Ag�ӵĺ�ȷքe��5��0.2μm������Ag�����ṩ�^�õĺ������ܵ�ͬ�r����ֹ�Ȍ���C��������Ŀ�ġ��ں��ӕr��Ag��ֻҪһ���|���a�͕������g������Ӱ푿��Ժ��ԡ����ٻ���ɺ�Ʒ��Ϳ�����������M���a�t���u�r��Ʒ�Ľ��ٻ�Ĥ���|����Ҫ�����N�yԇ����늘O�ĽY�������ȴ���20N/cm2����420�溸�a10s�Ŀɺ��Ժ��ͺ��Ԝyԇ���Y�������ȵĜyԇ��������늸�늘O�Ϻ���һ���~������Ȼ��yԇ��늘O�����_������Ҫ����������������늘O������e���ǿ������ȡ��ڜyԇ�У�ʹ�ø��ݰ��Ճx������˾���a��K-50H����Ӌ��Ŀǰ��PCB�Ϻ��ӵĜض�ͨ����250�����ң��������@�N�NƬ늸е������У�Ҫ����420��ĸߜ��°�������Ľ^���ӟ����������Ҫ���@�N��ˇ���N�b����������Ҫ�ܳ���420��ߜغ��a�Ĝyԇ����420��ߜص���r�£�Ĥ�ӱ����γɽ����g��������^���^����s��������������˽��@һ�^���Мض����ص�Ӱ푣�߀�~�������350��Č��սM���ј�Ʒ�ֳ�3�M��ÿ�M30�������M�Ĝyԇ�ضȷքe��250��350��420�档�D1չʾ��������Ʒ�M�yԇ���Ô����ĽyӋֵ�����ڞR�乤ˇ���ݣ����И�Ʒ�yԇ�Y�����h����Ҫ���40N/cm2��
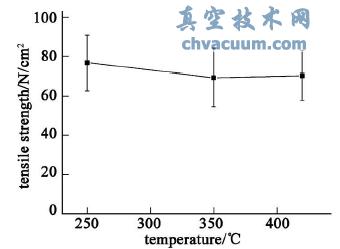
�D1�����������yӋֵ
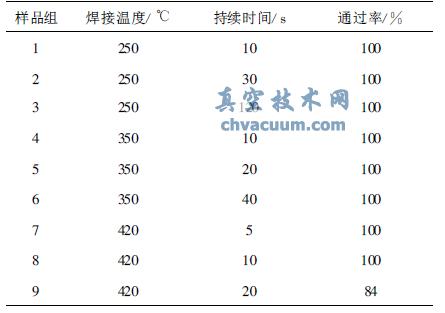
�����ɺ��Ԝyԇ�У�������9�����սM��ÿ�M����50����Ʒ�������ڲ�ͬ�ĜضȺͺ��ӕr�g�������M�Мyԇ����Ʒ�yԇ��ͨ�^�˜��ǽ��^���Ӻ�Ę�Ʒ늘O���a��e��90%���ϣ����Һ��c���ֈA��M��ÿ�M��Ʒ�����ĺ��Ӆ����͜yԇͨ�^�����ڱ�2�С�
��2���ɺ��Ԝyԇ�Y��
�����@9�M��Ʒ�íh����֬�̻����^�����ĥ���⣬����ú�5%(�w�e��)HCl�ļ״���Һ���g20s��ʹ����HitachiS-4800���l�������R(SEM)�^������IMC����ʹ��������ɫɢX�侀���V(EDX)�x�����N�ɷ��M�з�����
3���YՓ
��������ӑՓ�˺��ӜضȌ�Ni-V���ٻ���Ĥ�cSn-3%Ag-0.5%Cu�o�U���a���淴����Ӱ푡���250���غ��Ӻ�Ni-V�c���a�ķ������ʺܵͣ�������420�淴�����ʴ��ӿ졣250��͜ط����ڽ���������(Cu��Ni)6Sn5�࣬�ض����߄t�a����(Ni��Cu)3Sn4�ࡣ��420��l���£�(Cu��Ni)6Sn5���ѽ����ܙz�y����V�t�ڷ����^���зe���ڽ��ٻ��ӡ��ڽ��ٻ���ʹ��5μm���Ni-V��0.2μmAg�ͺ�Ĥ�ӣ��M����420�溸��10s���ͺ�Ҫ��Ĥ�ӽY����Ҳ�h��ָ��Ҫ��