XJPD-900�ſ؞R���O��Ŀ���ܛ�����̼���ˇԇ�
�������Č�XJPD-900�ſ؞R�����a���Ŀ���ϵ�y�M�����OӋ�����c������PLC��iFix�M�Bܛ�����F��ˇ�^���Ԅӿ����Լ�EXCEL�����惦�ȵij��������OӋ��������������C�Ĺ�ˇԇ�O��ʹ���C������ϵ�y�����������ơ��������㣬ϵ�y�����ɿ�����ˇ�؏��Ժã��_�����OӋĿ�ġ�
������ͬ�������ķǾ�̫���늳ر�늘O�ſ؞R�����a���ʹ���Ļ�������ſ؞R�����a����XJPD-900��һ�_ֻ��һ���R���ҵ������p�����a���������Ԟ�ֱ��φ500�ĺ���وA�P�R���Ĥ�������a�вĵ��µ����ӹ�����l�����Ա��ڽ��ٺ��ӡ�
1�����Cϵ�y�Y������
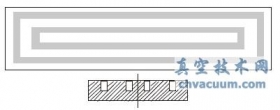
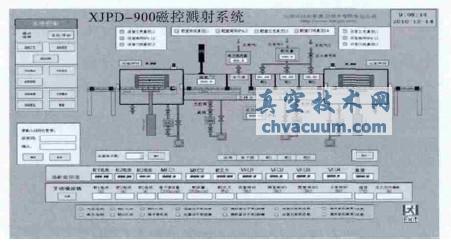
����XJPD-900�ſ؞R�����a����һ�����ҵ�PVDϵ�y���Y����D1��ʾ�����g�����ǞR���ң������֞�ɂ��^���ӟ�^���ɸ�����x����ϴ���R�乤���^���ӟ�^����ߺ濾�ضȞ�300�棬�ӟ�r�������ڴ˅^�������\�ӣ�ֱ���_����ˇ�A�O�ļӟ�r�g�������^������һ�������x��Դ�������������M���x���Z����ϴ��Ȼ���^����ƽ��R��У��ɷ��Ͷ�ηքe�M�н����懡��y���x��R����e�������x��Դ���Ъ���������Ӌ�������ſ؞R��еĹ�ˇ��·�քeͨ�^���ԵĽ�ֹ�y���ƣ��R��������һ·�|�������������������س���һ�N��ˇ���w��ͬ�r��Ҳ������һ��INFICON����������VCC500������һ�N��ˇ���w����ͬ�M�к������ͺ㉺���ķ�����ˇ�䷽�����ĞR����e��
�D1 �R��ϵ�yʾ��D
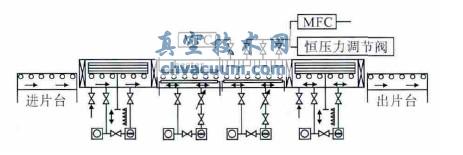
������߅���MƬ�҃ɶ˷քeͨ�^�M���T���i�y1�B���MƬ�_���������R���ҡ��MƬ�ҹ����ܷ֞�5�ӣ�ÿ�ο�������b�d5����������ˇ���e�R��ǰ���_�c�����Bͨ���i�y1�����µ��ϣ�������ӟ�R��^��Ƭ����ɹ�ˇ�Ĥ����߅�ij�Ƭ���c�MƬ�ҽY����ͬ����ˇ�R�����c�����Bͨ���i�y2���_���Á����՞R���Ĥ��ˇ��Ĺ��������ӹ������MƬ�b�ú��_�����T���Ԅ����Ƭ�_���γ�Ƭ������ÿ�������ڞR���Ҷ���Ҫ�����������ОR�����_������ˇĤ�����ԞR����ÿ��ֻ����һ�������ڂ�Ƭ��ֱ�����e��ɲ�����Ƭ�ҹ������ջ�ԓ�������MƬ�Ҳſ��^�m��һ�����Ă�Ƭ��
2������ϵ�yӲ���OӋ
�������Ŀ������x��OMRON��˾��CJ1M-CUP13-ETN��PLC������̫�W���c��λ���ؙCiFix�M�Bܛ�����f���������ؙC�ϵ�iFix�M�Bܛ����������O������ϵ�y���˙C���档������ʽ��ȫ�Ԅ�һ�I�B�m����ģʽ����ˇ�䷽�������O���xȡ��EXCEL�����ʽ�Č��r�����惦�ȶ��ڹ��ؙC����ɣ��|����ֻ�����քӾS�o�����R�r�Ĺ����x�á�
����PLC���Ƶĺ濾�ضȡ�׃�l�����ӵ��ٶȡ��������������w�������Դ���ʅ�����ͨ�^���ڻ�AD/DAģ�K���f����������_�P����PLC�����ؙC�Ȳ�ģ�M������������ϵ�y��D��D2��ʾ��
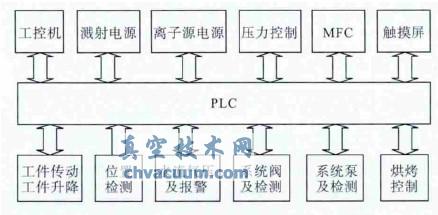
�D2 ����ϵ�y��D
3���˙C����ܛ���OӋ
����iFix�M�Bܛ����һ�N���܃��㡢�\�з����ɿ��Ĺ��I����ƽ�_�����N�M�B�`���S�����m���Á������a�O���˙C�O�ؽ���Ŀ����_�l��XJPD-900��һ�_ȫ�Ԅӵ����a�O�䣬���M�����ϵ�yܛ����������ϵ�y���κΈ���Ϣ�ǟo�������Ԅӳ���ġ���_����ˇ�����������߱�����ȴ_����ˇ�䷽���������d����ֶܷλ��B�m�����Ԅ���պ��Ԅӹ�ˇ�����OӋ��ɺ���˙C������Ҫ�������خ����ˇ�������î��档
����ϵ�y���خ�����D3��ʾ������Ϣ����ϵ�y�����Ќ��r������̎���������ʧ�Ԅӻ֏�������������ˇ�䷽�͌��r�����Ĵ惦�t�څ������î����ȡ�Ļ��x�r�����Ĵ惦�g�����ڡ����r�����Ĵ惦����EXCEL������ʽ����ݔ���䷽���Q�ӕr�g��ӛ�����ļ�����ͨ�^�x�r���惦�������r�g���딵���딵ÿ���_һ�Σ�����һ�Д���ӛ䛲�������Ӳ�P�ϣ������醡������r�����˞��քӲ������Ӻ�ֹͣ
�����ġ��D4�o����iFix�M�Bܛ������EXCEL���r�����Ķ��r���¼��|�lVBA�_������
�D3 ϵ�y���خ���
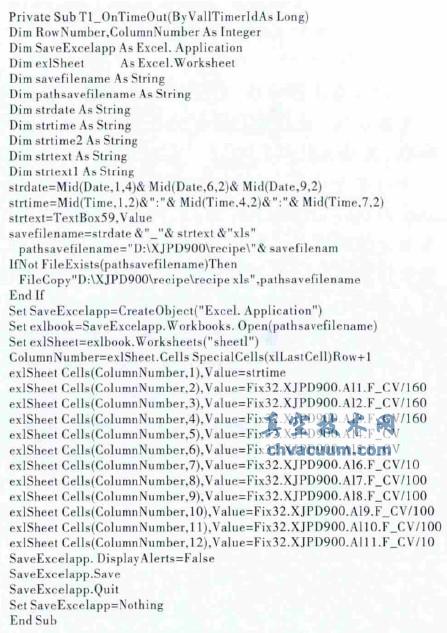
�D4 EXCEL���r�����惦VBA�_��
4��PLC�����ܛ���OӋ
�����Ԅӳ���֞��Ԅ���ա��Ԅӹ�ˇ���Ԅ��P�C�����^�̡�����ǰ�ɂ��^�̿ɸ��������B�m����_���С��Ԅ��P�C�������ɮ�ǰ�Ԅӹ�ˇ��ĵȴ��^�̕r���܈��С��Ԅӹ�ˇ�������̈D��D5��ʾ��
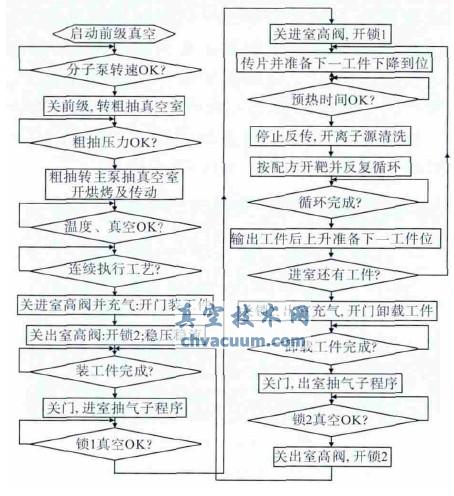
�D5 PLC�Ԅӹ�ˇ�������̈D
���������Ԅӳ����ϵ�y���������d�Ĺ�ˇ�䷽�����\�С������M��ϵ�y��sˮ�͉��s��ȵęz�y���_�J�o�κΈ��ĽM���ӱ�ǰ����ղ����ӷ��ӱã�ֱ���D���������˕r�����քe��ǰ���D���A������ң����R�����D�Q�ėl���nj����ă��_���ӱö��_���D���������ڽ��^�Cе�ôֳ�ͷ��ӱ������D�Q���҉��������鵽2×10-3Pa������Օr�����Ԉ����Ԅӹ�ˇ�����Ԅӹ�ˇ�ǿ���ѭ�h�M�еģ�ֻҪ�M���b�d�Ĺ�������������ȫ�������MƬ�ң��i�y1�P�]�����ʂ������bƬ�M���µ�ѭ�h���bƬ�������Յ����䷽�����x��ÿ��1��5Ƭ��ͬ�ӣ���Ƭ����Ʌ����䷽���x����bƬ�������i�y2�P�]�����ʂ�ж�d������ֱ�����һ���������͵���Ƭ�_���P�����T�M���´�ѭ�h���Ԅӹ�ˇ��ճ�⡣
�����ԄӞR�乤ˇ�r��ÿ�����������Յ����䷽�O�õ����99�ε������Δ������x��Դ���κΰ���������ϴ�ͳ��e�Ĥ�������Ĥ�е��Ⱥ������������O����ֱ���M�㹤ˇ��ȡ�
5����ˇԇ��c���M
���������Ñ�ϣ���ڸ߉����R����e����������OӋ�x��VCC500����Ӌ�r�����1Torr�ı�ĤҎ������{��ԇ������������10-1Pa�������r����������푑�����Ч�����ã�ֻ���ڎ����r������������ĤҎ�Ğ�0.1Torr����������100Pa~10-1Pa�������r����������������ԭ����1Torr�ı�ĤҎ�ډ�����10-1Pa�������r����̖ݔ��ֵֻ�Ў�ʮ������ƫ�x��VCC500����Ӌ�Ĺ�����������0.1Torr��ĤҎ�˕r��̖ݔ��ֵ�_���װٺ����������10�����M����VCC500����Ӌ�Ĺ���������
�����҂��ڸ��M���XJPD-900�ſ؞R���O��ϵ�y�ϣ����˶�ι�ˇ���eԇ����Kʹ��FISCHERSCOPEX-RAYϵ��X�侀�ɹ�僌Ӝy��x����Ƭ��Ʒ�M��Ĥ��yԇ����ÿ��ֱ��φ500�ĺ���وA�P�������ĺ�߅���ϣ���ɢ���Q��ȡ9�c���Üyԇ��Ƭ��ʹ��⁰Еr�������_��±2.7%×1.8μm;�y�Еr�����Ԟ�±3.9%×3.6μm;懰Еr�����Ԟ�±4.9%×1.7μm����ȫ�_���OӋҪ����⁰о����ԃ���懰о����Ե�ԭ����Ҫ��⁰дň��ֲ��^懰дň��ֲ�����ľ��ʡ�
6���YՓ
����XJPD-900�ſ؞R���O��ͨ�^��ˇԇ���Ñ���ʹ�����a���C������ϵ�y�_�����^�˺�ͬ�f�hָ�ˣ�����ϵ�y�����������ơ��������㣬ϵ�y�����ɿ�����ˇ�؏��Ժã���һ�_�ԃ����Ĵſ؞R�����a�O�䡣