�ߏ���ĥ�X���~��̎����ˇ���о�
����ͨ�^����ԇ�͌���ԇ����Cu14AlX�X���~�Ͻ��Ӳ����̎����ˇ,�ҳ�����̎���^����Ӱ�ԓ�Ͻ�Ӳ�����ܵ�4�N���ص����������:���ܜضȡ��rЧ�r�g���rЧ�ضȺ��ܕr�g. �Mһ���о��C��ͨ�^840��880���ʹ���ܺ�570��600�����rЧ̎��,�Ͻ��܉�õ�48.2HRC�����Ӳ��. Ӳ����ԭ���ǕrЧ�^���й�����γ2�ľ�����κ��ď�ɢ������
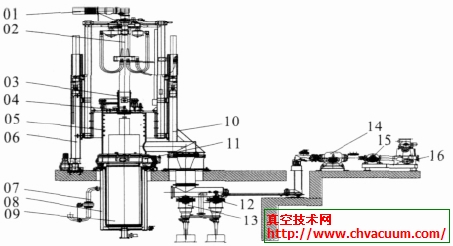
����������҇���ʽ�Q�����ИI�ć����M����Cu14AlX�X���~�Ͻ���������ĔD��ģ��,ȡ��35CrMo�ȺϽ��ģ��. �����@�N�X���~�Ͻ���Ͼ���Ӳ�ȸߡ��pĥ���ܺá���ĥ�Ըߡ����Է���������ϵ���ߵă�������,�����졢����1Cr18Ni9Ti �Ȳ��P䓓Q������Ƭ�r���װl��ճģ�����������ȬF��,�������N�����@�p��,���H������߮aƷ���|�����ҿ��Ԝp����ģ�Δ���ģ�ߓp��,���������Ͻ��ģ�����5��10��. �c��ͨ�X���~���,Cu14AlX �X������,�۟���ˇ���s. �����������۟��ļ��g�M�����a,�����������a��ˇ����헼��gָ����ȫ�����ܵ�. ���Fԓ�N�~�Ͻ�ģ�߲��ϵć��a���dz������x,����ᘌ������O�䡢��ˇˮƽ�Č��H��r,���÷����ұ���T����͵Ă��y��ˇԇ����ԓ�N�Ͻ����,���\������ԇ��OӋ������Ӱ��~�Ͻ�ģ�߲���Ӳ�����ܵĹ��ܜضȡ����ܕr�g���rЧ�ضȺ͕rЧ�r�g��4 �N�����M���˱��^ԇ�,�����ҳ�Ӱ��~�Ͻ�ģ�߲���Ӳ�����ܵ�4 �N��̎����ˇ�������ص�������������ܡ��rЧ̎������ќضȺͱ��ؕr�g.
1��ԇ��
�����X���~�Ͻ���ϵ�Ӳ�������c�S���������P,��ע�ضȡ���s�ٶȡ������̶ȡ���̎����ˇ��,���П�̎����ˇ���������_�x���cƥ������ߺϽ����Ӳ�ȵ���Ҫ;��֮һ. �X���~�ď�����Ҫ��ͨ�^���ܡ���������ɢ�ȷ����M�е�,��̎���Ĺ��ܡ��rЧ�ĜضȺ͕r�g��������Ӱ푺Ͻ����׃����ֲ�����Ҫ����. ���ͨ�^ԇ��һһ�_�����й�ˇ���������ƥ��ֵ,�����M�˴�������������,ͬ�rҲ�o���ҳ��C�Ͽ��ŵ�ԇ�YՓ. ��˲�������ԇ�,��Ӌ�������������������ϰ����^�ٵ�ԇ�Δ�,�^�̵�ԇ�����,Ѹ���ҳ�Ӱ푽Y��ָ�˵���Ҫ����,�M���ҵ��^����ˇ�l�� .
1.1�����ؔ��Ĵ_��
��������ǰ���Ļ��A��,���]��������4��:���ܜض�(����A)�����ܕr�g(����B)���rЧ�ض�(����C)�͕rЧ�r�g(����D).
1.2��ˮƽ���Ĵ_��
����������ռ��g�W������ƪ����,�X���~��̎���^����20���ԃȵĜض�׃������K���ܵ�Ӱ푲����@��. ��Ӌ��,�����ƺϽ���X������14.6%��15.3%,����Cu2Al��Ԫ���D,�ɳ����_��ԓ�ʶ�Ԫ�Ͻ�Ĺ��͕ܺrЧ�ضȷ���,ȡֵ�g������30��,���1��ʾ.
��1 ������ˮƽ

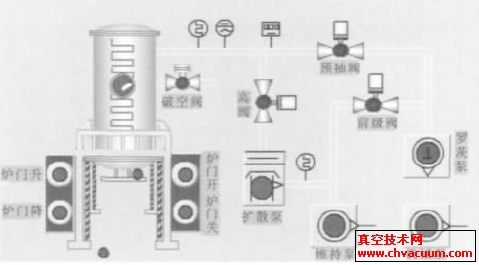
2��ԇ��O���c�����Ƃ�
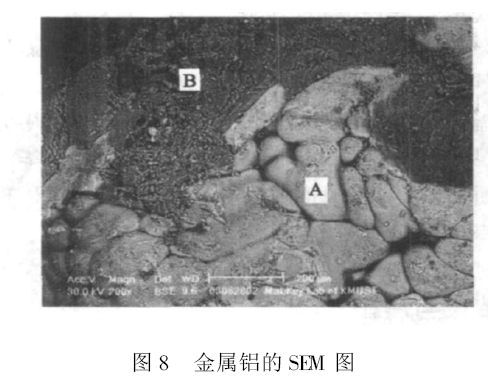
�����ɳɷ��OӋ����,���ù��b��,���������۟������r��ע��ԭ�t,���ø��l�Б��t�������o���o���һ���۟������F�Ͻ���۟�. ���w��ˇ��:�ۻ�—����—�o��—���t—��ע. ���t�ضȞ�1200��1250��,��ע�ضȞ�1150��1200��. ��ɰ���T��<30��ԇ��,���и�ӹ���<20 ×20��ԇ�K,��һ���ğ�̎����ˇ��ĥ��ԇ��,��2 ̖�R��ԇ�����g,�^���@�M��. X�侀���估SEM�^��քe��RigakuD/max22400��HITACHI S2502���M��.
3��ԇ����ԇ�Y������
��������ԇ�ŷ������Y�����2��ʾ.
��2 ��ԇ�ż��Y��
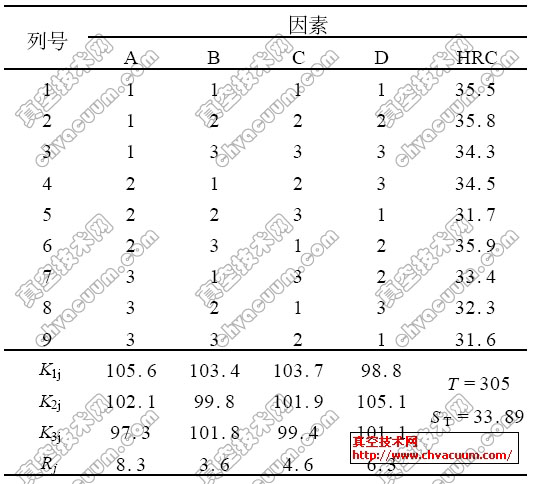
����ע: Kij������j����ˮƽ̖��i�ĸ�ԇ�Y��֮��, T���ԇ�Y��֮��, ST���ԇ�Y��֮�͵�ƽ��ֵ, Rj����O�������،���Kij��������c��Сֵ�IJ�ֵ��