����PLC��ʯӢ���w����˻�t����ϵ�y�OӋ
��������ʯӢ���w����˻�t�Ĺ�ˇ�^�̺Ϳ���Ҫ���OӋ����SIMATIC$7-300 PLC����ģ��Թ��I�|�������˙C�����늚����ϵ�y�����þ������ܷe�֭h����ģ�������㷨���F����^�ضȿ��ƣ�ӑՓ�˷e������ėl�������`������ԓ����ϵ�y�\�з����ɿ����������ָ�˾��M�㹤ˇҪ��
����ʯӢ���w�C�����ǔ��ֻ��O���в���ȱ�ٵ��P�I����֮һ������Ҫ�����Ǯa�����ʕr���̖���f�{���w�·�Ĺ������V������Ӌ��C��ͨ���O�䡢���ܻ��x���x������������ȮaƷ�ϡ����w����˻�t��ʯӢ���wԪ�������a�^���еČ����O�䣬����ʯӢ���w���˻�̎�������������w�aƷ�ڼӹ��^���Юa���đ������p����ȱ�ݡ�Ŀǰ�ڇ���ʯӢ���wԪ�����a����ʹ�õ�����˻�t�^�ֶ����ձ����n���M�ڣ��r���F��ͬ�r�S�o�dz����㡣2005�꣬�P���c������λ�������Ƴɹ��ˇ��a��ʯӢ���w����˻�t���������ָ���_�����^�ˇ���ͬaƷ��
�����ɾ��̿�����(PLC)��һ�N�Y�����Ρ�ͨ���Ժá������^�������Ϳ���Ԫ��������Ҫ���c�ǿ��ɔ_���������������ϵ�y�Ŀɿ��Ժͷ����ԣ�������aЧ�ʣ���ռ��g�W(http://smsksx.com/)�J�������e�m���ڹ��I���ơ���ˣ���ʯӢ���w����˻�t�����^���У��OӋ����PLC����ĵ�늚����ϵ�y��
1������˻�t�Ĺ�ˇ�^��
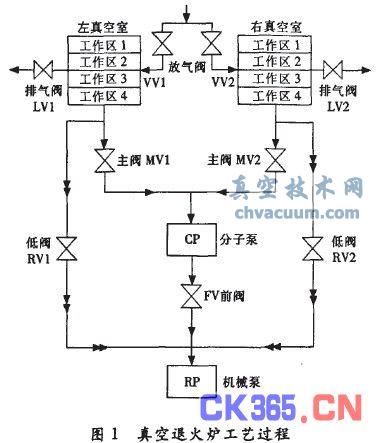
����ԓ�˻�t��Ҫ������2������ҡ���ՙC�M����sˮϵ�y����·ϵ�y��늚����ϵ�y�ȽM�ɡ�2������ҿɷքe�������������]��ʯӢ���wԪ���w�e�^С��������������҃ȹ������g����ÿ������ҷָ��4�������^����Dl��ʾ��ÿ�^�b�П��ż�����ӟ�ܣ��ɆΪ�����ԓ�^�Ĝضȡ��@�ӣ�ÿ������ҵ���ն�һ�£����������^�Ĝضȿ����Dz�ͬ�ģ�ʹ���������ӷ��㡣
�����O��Ĺ�ˇ�^����Ҫ�֞�3����
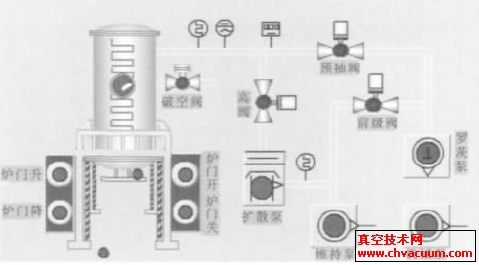
������l��������ա���ՙC�M��������ɴ�≺�鵽�����(10 Pa����)���ٳ鵽�����(5×10_3Pa����)��
������2�����ضȿ��ơ��ɼӟ�܌������^�ӟᣬʹ�����^�Ĝضȸ��S�O������׃���������wԪ���M���˻�̎����
������3�������ጷš��˻�r�g�������δ��_�Ś��y���Ś��y�����ጷţ��֏͵���≺����ɴ��_�t�Tȡ�����wԪ�����������˻�̎����
2������ϵ�yӲ���OӋ
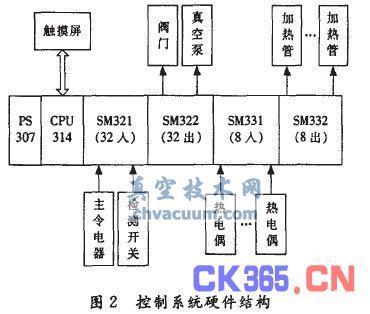
�������T��PLC�����S����ָ��Ͷ�N���ܵĿ���ģ�K���ܝM����N��ͬ���ϵĿ����������Ї������Ј������^�ߵ�ռ���ʡ������O�乤ˇ�^�̼�����Ҫ���]ϵ�y�ɿ��Ժ��ԃr�ȵ����أ��Q�����������T��87-300 PLC����ƺ��ģ��Թ��I�|�������˙C����Ŀ��Ʒ�����
�����������Ԫ����Ҫ�Ŀ����c�ķN͔������xȡPLC���Uչģ�K���x��1��������ݔ��ģ�KSM321(DC 24 V��32��)���ڽ��ո�����������y�Tλ�Ùz�y�_�P����՜yԇ�x��Ԫ������ݔ����̖;�x��1��������ݔ��ģ�KSM322(DC 24 V��32��)���ڿ�����ձú��y�T�Ȉ���Ԫ����
������������Ҹ���4�������^��ÿ�^�������أ���ˣ�ÿ�^����1���]�h���ƻ�·��������Ҫ8���ض��]�h���ƻ�·���x��1��ģ�M��ݔ��ģ�KSM331(���ż�ͣ�8��)���ո������^���ż�Ĝy����̖;�x��1��ģ�M��ݔ��ģ�KSM332(12λ��8��)���ڿ����{������ݔ��늉����Ķ��{���ӟ�ܵļӟṦ�ʡ�
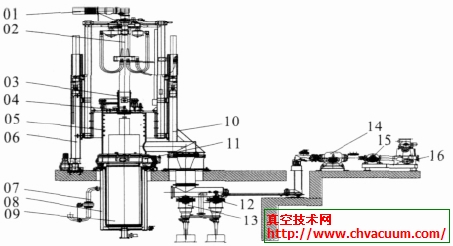
���������Uչģ�K�Ĕ����ͳ���ď��s�̶��x��CPU314��������̎���Ԫ;ֱ���Դ�x��PS307(DC 24 V��5 A)�����]�cPLC�ļ����ԣ��x�����T��TPl70B��ɫ�|���������˙C���档����ϵ�yӲ���Y����D2��ʾ��
3������ϵ�yܛ���OӋ
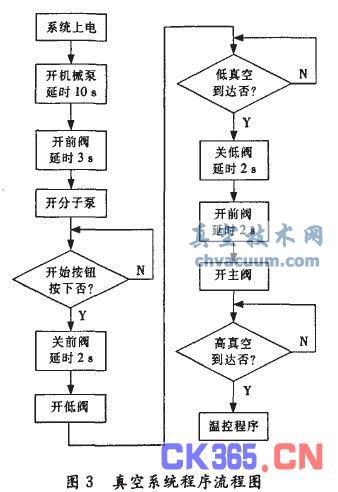
3.1�����ϵ�y����
�������ϵ�yؓ؟���Cе�á����ӱú��y�T�M�������ƣ��Ա��C����҃ȵ���նȡ�������ˇҪ����y�T֮�g���B�i�Pϵ���_����������Ҋ�D3��
3.2���ضȿ���
3.2.1���㷨�x��
�����˻�t�������ӟ�ܼӟᣬ��ضȿ����^�̾��П�T�Դ�������r׃�ͷǾ��Ե����c����Ҏ��PID�����mȻ���B�����^�ߣ������ڠt���@�N�Ǿ��Ա��،����䅢���{���dz����y������Ч�������������롣
����ģ�����������ܿ��Ƶ�һ�N�����ڷǾ��ԡ��r׃�Ժʹ����������^�õĿ������á�����Ҏģ������������Ҫȱ�c�Ǵ��ڷ��B�`�ͨ�^�{���������ӻ��������ֻ�ܜpС�`������ص������������^����������ӻ��������߀������ϵ�y��Ŀ��ֵ������ʎ����ˣ��C�Ͽ��]ģ�����ƺ�PID���Ƶ����c����ȡ���L���OӋ��һ�N�������ܷe�֭h����ģ������������D4��ʾ��
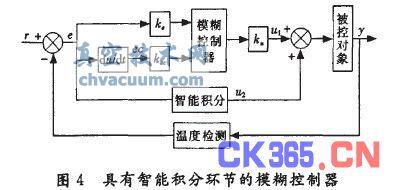
3.2.2���e�֭h������r�C���ƌ�
����PID�����еķe�֭h���܉��������B�`�����ڳ�Ҏģ������������e�֭h����ֱ����߷��B���ȡ������ڷe�ֿ��ƌ�ϵ�y�ĄӑBƷ�|���������a�����{����ʹϵ�y��ʎ�������γ�ְl�]�e�֭h���ă��c��������ȱ�c���ǿ������܃��ӵ��P�I��
����1)�ı��ⳬ�{�ĽǶȿ��]
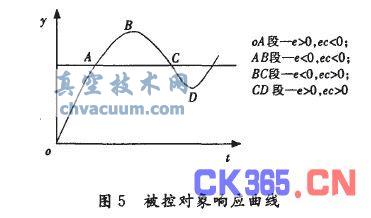
�����e�֭h���ı��|�nj��^ȥһ���r�g�ȵ�ƫ��e�ķe�ۣ���������ԡ�����ںΕr����e�֭h����Ҫ������׃����푑��^���M�з������D5��ʾ��푑������У���oA�κ�BC�Σ������ǿ���A��C�r��������e�֭h������t�������^��ij��{;��AB�κ�CD����Ҫ����e�֭h����ʹ����׃���M�췵�ص�Ŀ��ֵ���Y�ϸ���ƫ��P��ƫ��׃����ec����̖ؓ��֪��e·ec>O�r������e�֭h����e·ec
����2)���������B�`��ĽǶȿ��]
������Ҏģ�����������xɢՓ�����A���ڔ����xɢ���^���б�Ȼ�����`�����0~0.49����������������0���˕r������“�e�`”���J��F��ƫ���ƫ��׃�����ѽ����㣬�o���{���ˡ������H�ϴ˕rƫ������㡣ƫ��������ʽ��
����ʽ��E��ƫ����xɢՓ��round��ȡ���������������
������E=0�ɵ�
���������õ�
����ͬ�ӌ���ƫ��׃����Ҳ��
����ͬ�r�M��ʽ(3)��ʽ(4)�rģ��������ֹͣ�{�����˕r��Ҫ����e�֭h���������@һƫ�ͨ�^���Ϸ������������M�e�ֵėl���C�����£�
����ʽ��and��ʾ߉“�c”��or��ʾ߉“��”��
3.2.3���ضȿ����㷨�ij��F
�����ڱ�ϵ�y�У�ƫ��E��ƫ��׃����EC���`�ٺ����������������Σ��xɢՓ���ȡ[һ6��һ5��һ4��һ3��һ2��һ1��0��1��2��3��4��5��6]������ģ��Ҏ�t�����x�������õ�13��13�еIJ�ԃ������PLC�Ќ��F��ԃ���ķ������£���������U1�Ĕ����惦����VBl00�����ĵ�169��׃���惦�^�У���VBl6һVBl84����ԃ�rUl�Ĵ惦��ַVBU’�ɸ���ʽ(6)Ӌ��õ���
������PLC�зe�ָ������攵�ַe�ֹ�ʽӋ�㡣
����ʽ�У�MI����MI��һ���քe����䂀�͵���һ1���ɘӕr�̵ķe��ֵ;Ts��ɘӕr�g;Tl��e�֕r�g;Kc������ϵ����
3.3���|���������OӋ
�����������T��winCC flexible 2005ܛ�����M�BTPl70B�|�������棬���_�l��12�����档���������x���������桢�ض��O��������O��������Ϣ�͜ض������ȡ��D6���乤�������档

4��������
��������ϵ�y�OӋ��ɺ��״Ό���{���_����ģ����ԃ���ͷe�֕r�g���\�к�ϵ�y���܅������¡�
����1)�ӟ�ضȣ��ӟ���ߜضȞ�500�棬�����ضȞ�150--300��;
����2)�t�ؾ���ȣ�≤±5��;
����3)�ؾ��ȣ�ʿ1��;
����4)�������{����≤10%;
����5)�{���r�g��≤240 S��
���������������þ������ܷe�֭h����ģ�������㷨��ʹ����˻�t�����^�ߵĿؾ��Ⱥ��^�̵��{���r�g��ͬ�r���{��Ҳ�����܉��^�õ؝M������˻�ˇҪ���O����2����ʹ���^���У��]�г��F늚���ϣ�������ȫ���㣬ϵ�y�����ɿ����������ָ�˾��M�㹤ˇҪ��
�����īI��
����[1]�γ���.PLC���̼�����[M].�������Cе���I�����磬2002.
����[2]��Ա�������܊�I����.����˻�t�Ľ�ģ�c����[J].�����c�Q�ߣ�2005(2)t218-221.
����[3]�Ԃ�������������.��.��՟�̎���t��������SЧֵģ�M[J].���ٟ�̎��.2007(7)��51-54.
����[4]�콨�֣�ꐳ�.ģ�������ڟ�̎�����t�еđ����о�[J].��ӹ���ˇ��2002(5)158-60.
����[5]��С�H.ģ�����Ƽ��g[M].�������Ї���������硣2003.
����[6]�Ƕɣ����o������.��ʽ��̎���t�ضȿ���ϵ�y�OӋ[J].��ӹ���ˇ��2007(14)��79—82.