�R�书�ʌ����ٻ���Ĥ���ܵ�Ӱ푷���
�R�书�ʌ����ٻ���Ĥ��Ĥ���ʵ�Ӱ�
����Փ�Ͽ�, ���ڴſ؞R��Դ, �Ĥ���e���ʶ����S���й��ʵ����������, ���߾����^�õľ����Pϵ�������ڮ����x������, ���������, ��Ȼ��������ܶȳɱ���������, ������ܶȵ����ӕ�����늈����Mһ����׃, ʹꎘOλ���^���L�Ȳ����p��, �S�ַ������횵�ꎘOλ�����Mһ������, ײ��ꎘO�����x�Ӕ�Ŀ�����ܶ��������, ��ꎘO����l���R������ҲҪ���ҵö�, ��ʹ���e���������������l����׃, �yԇ�˲�ͬ�����ܶ���Cr �С�Ni- Cu �к�Ag �еij�Ĥ������D1��
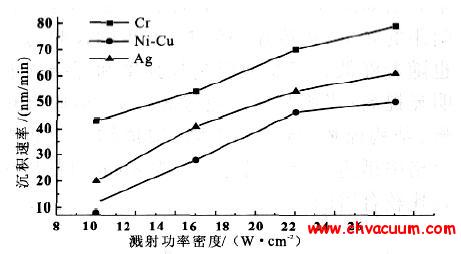
�D1 ��ͬ�R�书���¸����еij�Ĥ����
��Ҋ, �S���R�书���ܶȵ�����, �R��еĞR������Ѹ������, �ڳ��^20 W·cm- 2 �Ժ�R�������������@׃����
������Ҫָ������, �вij��ܵĹ��������ġ�����ض��^�ߕ����°в��ۻ��������늡���˰й��ʑ����ڰв����Sֵ�������{�����������Ĥ���ʵĹ�ˇԭ�t�����M���ܽӽ����Sֵ; ��늉��M���ܽӽ����ֵ���Č��Y����, 20 W·cm- 2 �ĞR�书�ʱ��^���m��
�R�书�ʌ����ٻ���Ĥ��ò��Ӱ�
�����ڞR���^����, �R�书�ʲ�����ȫ���ڞR���, ߀�����ڰвİl�ᡢγ ���Ӻ�χ �侀�l�䡢������Ӱl���, ���ں���ĎN�������ā��f, �����J���ǟo�ù�[5,6]�����, ���R�书���^С�r, ���ڞR��r�����ù��_����Ҫ��, �o���M���x����, �R��Ҳ�͟o���M�С����R�书���^��r, ���ù��mȻ�����, ����Ĥ�ij��e����̫��, ���»�Ƭ�ض�����, �Ķ�ʹ��Ĥ�����Բ���,���ܶ�Ҳ�_����Ҫ�����, �R�书���^����^С, �����ܝM��Ҫ��
���������l����׃, �yԇ�^���˲�ͬ�R�书���ܶ����Ƃ�Ľ��ٻ���Ĥ�ı�����ò, ��D2 ��ʾ��
�������^�͕r(�D2a) , Ĥ�Ӻܱ�, �����еą^��߀δ�γ������ĸ��w�ӡ����R�书���^�ߕr(�D2c), ��Ĥ�Y�����кܶ��϶, Ĥ�����ɡ��ͱ�Ĥ�������Ժ������Զ���, �R�书���ܶȞ�20W·cm- 2( �D2b)�r�^����, ������������@ҪС�ڹ�����10 W·cm- 2 ��30 W·cm- 2 ���������, �Mһ���f���˽Y����r�c�R�书�ʵ��Pϵ�����ҿ��Կ����S���������L��, ����M���g�Ŀ�϶�p�١��@�����ڹ��������������e��������, �䱡Ĥ�R��˰돽�c�R���κ������ܾ��S֮����, �Ķ����¸ߵ��κ����ʺͼ��ܵı�Ĥ�M�����������^��r, ���e����̫��, �����Ɖ�Ĥ�ӽM���Y����
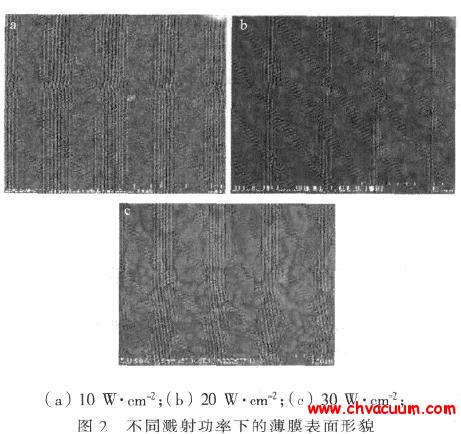
�D2 ��ͬ�R�书���µı�Ĥ������ò�R�书�ʌ���Ĥ���ܵ�Ӱ�
�R�书�ʌ����ٻ���Ĥ���ܵ�Ӱ�
�S�����ʵ�����, �R��ԭ�ӵ���������, ���ָ������ĞR��ԭ�ӕ�ʹ��Ƭ��Ӯa��ȱ��,�ɞ鱡Ĥ����ijɺ�����, �S����Ĥ�����L, �������½�, �ڻ�Ƭ�c��Ĥ֮�g�γ�һ�ӞR��ԭ���c��Ƭԭ����ںϵĂΔUɢ��, �@������˱�Ĥ�c��Ƭ�ĸ�������ͬ�r�������ĞR��ԭ�ӳ��e�ڻ�Ƭ�Ϯa���^�ߵğ���, Ҳ��������Ĥ�c��Ƭ�ĸ�����������ʵĸ�׃����Ӱ�Ĥ�����L��ʽ, ����Ĥ�M��, �Ķ���Ĥ�����ԡ����ȵ�����ָ�����Ӱ�, �M��Ӱ푽Y�Ϗ��ȡ������^�ߵĹ����ܶ�Ҫ��о��к�����s, ͬ�r�F���w��Ƭ������, �Ɖ�Ĥ�ӽY��, ����Ĥ�ӵ������Ժ;����, �@��Ӱ��亸�����ܡ������^��ij��e���ʕ�ʹ���ٻ�Ĥ�Ӄȑ����^��, �������ͽY������
���������l����׃, �ڲ�ͬ�R�书�����Ƃ���Cr (150 nm)/Ni- Cu (460 nm)/Ag(200 nm) �Y���Ľ��ٻ���Ĥ,���Կ���, �����S���R�书�ʵ�����, ��Ĥ�������Ⱥͺ������ܶ����@���; ���R�书�ʳ��^20 W·cm- 2 ��, �Y�����ͺ��Ӻϸ���Ѹ���½������, �J��20W·cm- 2 �ĞR�书�������m��