�ߜ�����Ĥ�A�ߵ��OӋ
��������Ҫ�������Ĥ�Ĵ�Ҏ������壬�Ĥ�h����ߜص���r�£����Â��y�A�ӊA�ֵķ��������ܝM���Ҏ���������Ĥ����Ҫ�����һ�N�µ�˼·�����OӋ���A�߽�Q�ˆ��}�����ò�����Ƭ�����ٲ��ϟ���Ûϵ����ͬ�����ԣ��OӋ�X�Ͻ��c�͟�䓽M�ϵĊA�ߵ����ߜ������׃�Σ����ò�����Ƭ�ĵ�߅��֧�в�����
��������
���������_��������ĤЧ���������^�õķ�ˮ���������ܣ��^�ߵ�Ĥ�����Լ��A����Ĥ�ɫ�ȣ���ЩĤ���Ҫ�ڸ���ռ��ߜحh������ɣ�����ȱһ���ɡ����⣬һ��ĞV��Ƭ���R�����Ĥ�r�������]���Ĥ��Ч��e���}��������Ĥ�r������Ƭ�����Ĥ�A���ϣ�������Ƭ�c�A�߽��|�IJ��ֱ�Ȼ�o��僵�Ĥ�ϣ�������Ĥǰ���Ҏ���Ĥ��Ч��e��
���������a�У��кܶ��ƬҪ��ȫ��Ч�棬��������Ƭ�������Ч�Ĥ�档�˕r�������^С�ߴ�Ļ�Ƭ��һ�㶼���ÊA�ӊAס��Ƭ�ɂȡ����nj��ڳߴ��^��Ļ�Ƭ���e���|���^��Ļ�Ƭ���@�N���������m�á�
����������Ǵ�ߴ�IJ�����Ƭ�����HҪ��ȫ��Ч�棬��Ҫ���ڸߜحh�����Ĥ����Ҫ�OӋ�µĊA�ߡ����w��Ҫ��Q�Ć��}�ǣ�(1)��Ƭ���|������壬600 mm×400 mm×3 mm���L���߹������±0.1 mm���Ĥ�浹�Ǟ�0.5°�����Ϟ���a��壬Ҫ����������Ĥ��Ч�棻(2)�Ĥ�h����300 ��ߜ��Ĥ���r�g��4 h��
����1���A���OӋ
����ʹ�ÊA�ӊA�ֲ�����Ƭ�ķ�����������˴�Ҏ��Ļ�Ƭ�����m�á�����Ƭ�|���^����Ҫ�A�o���ܴ�ĊA�Ӳ��܊Aס��Ƭ���Ϳ��܊A��������Ƭ��ͬ�r���������D�Ă�P���кܴ���x�������˷N�A�߷����Բ���Բ��˲��á�
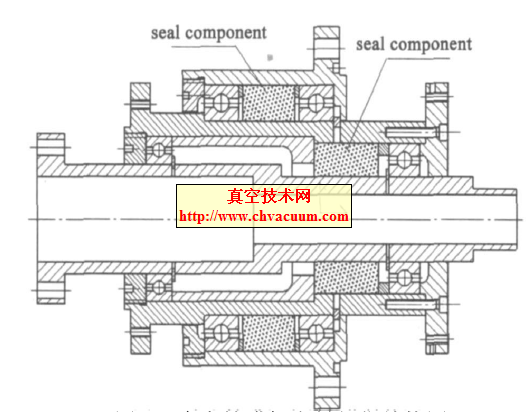
��������һ�N˼·�������ò����Ĥ����0.5°�ĵ��ǁ�֧�в�������D1��ʾ��
�����˕rҪע���߅���Ȳ��ܴ���0.3 mm������ɓ�߅߅�����ȼs��0.15 mm���Ĥ�������������S���F���Ĥ��Ч�^�����dz������Ĥ���@�N�A�߾���ȫ�M�����aҪ����ǰ���ѽ��ᵽ���Ĥ�h����ߜ�300 �棬�˕r���}����F�ˡ�
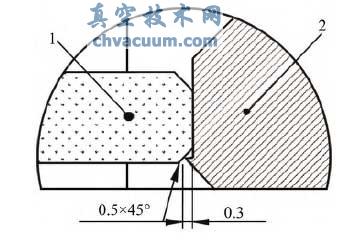
�D1 ���ò����Ĥ���ϵĵ��ǁ�֧�в���ʾ��D
1. ������2. ���P�(1Cr17)
����3���YՓ
����ͨ�^��ͬ����Ûϵ���Ľ��ٲ��ϵĽM�ϣ�������Ч�ص����ز����������g϶�������ľ���Ûϵ������^���ǻ�����С�ڽ��ٵľ���Ûϵ�������еIJ������嶼���Բ����@�ӵĊA�߁���Q����}��ֻ���@�N�A�߾���Ҫ���^�ߣ��e�NJA�߳ߴ��^�ӹ��y�ȼ��ɱ��^�����OӋ�A�ߕr��Ҫ���]�ӹ����}����õķ������Dz��É|Ƭ���{���A�߳ߴ硣���H�����в����@�N�A����Ч�ؽ�Q�˴�Ҏ�����������Ĥ���}��