�䇊Ϳ���g�Ĺ�ˇԭ��
һ���䇊Ϳ���Ɂ�
�����䇊Ϳ��һ���^�µĹ�ˇ�����F��25��ǰ��ǰ�K��Papyin���������{ԇ�r��Ҋ��ʾۙ�w�����ٶȳ��^һ���R��ֵ�l�����e�F����܆��l����������l�F��������@�ӵ��ٶȲ��Ӝأ��ڳ��^һ�����ٶ��Ժ��ԕ�ճ�������w���档�����f���䇊Ϳ���ε��f���Dz��ӟᣬ�����ڱ��^�͵Ĝضȣ������_��һ�����R���ٶȣ������ӌ�����ě_�g�F��׃��һ�Nճ���ĬF���䇊Ϳ���g�İl�F��һ��żȻ�ĬF��֮������߀�Ƿ����~���X���\�ϣ�����@Щ�Ͻ�����c���^�ͣ�����F����ߵĜض�700�ȡ�800�ȿ՚�Ӝؿ��ԇ������c�Ͻ�Ϳ�ӡ��䇊Ϳ��ˇ��Ȼ���^�m�lչ���V������������ИI�����պ��죬܊���ȡ�
�����䇊Ϳ�c�ᇊͿ�ą^�e
�����ᇊͿ���g�ǰ�ij�N���w���ϼӟᵽ���ڻ�����ڠ�B�����ه��䵽���w�������γɾ���ϣ�����ܵ�Ĥ��,�Ķ��_�������w������|Ŀ�ĵı���̎�����g�����ڟᇊͿͿ�Ӿ�������ČӠ�Y��������С���,Ϳ���c�ײĵĽY��һ���ǙCе��ʽ,��Y�Ϗ����^�͡��ںܶ���r��,�ᇊͿ����������׃������Ԫ�صķֽ�͓]�l�Լ�����Ԫ�ص��������䇊Ϳ���g�������ڟᇊͿ���g����,�ڇ�Ϳ�r����Ϳ�����Ը���(500��1000m/s)ײ�����w����,�������^�������ӛ]���ۻ�,���ֹ��w��B,���Ӱl��������׃�ξۺ��γ�Ϳ�ӡ��䇊Ϳ���g������ڶ�������������ȶ��õ��˺ܿ�İlչ
�����䇊Ϳ���g�Ĺ�ˇԭ��
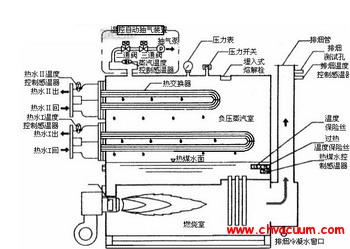
�����䇊Ϳ��һ헍�¶�^�ǵĹ̑B��ˇ��ԓ�����Ɍ��Գ����ٵĹ��w�w���Ą�����ײ����僼�����r�D׃����ܣ��Ķ����ұ�ӡ�ԓ��ˇ��ԭ���ǣ�ÿ�N���پ������ض��ġ��c�ض����P���R���w���ٶȣ����w���\�ӳ��^�@һ�ٶȕr����������僼�֮�ϡ�
�����ڂ��y�ğᇊͿ��ˇ�У����ڜض��^�ߣ�僌��c僼����Ͼ������������a��ұ����׃��ʣ������������֮���䇊Ϳ��ˇ�Ƴɵ��Ĥ����϶�Ⱥܵͣ�<0.5%�������ҷ�����������׃������N���١������մɻ��������ϽM�Ͼ��ɜp�ُ�������
�����ڸ߉��䇊Ϳ���g�У��߉�����350��450��/ƽ��Ӣ�磩�����d�⣬�Ɍ���Ϳ���ϼ��ٵ����ٶȡ����w���ӟᲢ����ͨ�^һ���۽�-�lɢ���^��deLaval����ԓ̎�����������ٶȣ�����1000��/�룩����Ϳ�w���ڇ��^���η������S��ע�롣
�����ڵ͉��䇊Ϳ���g�У�����՚ⱻ�Ӊ���70��15��/ƽ��Ӣ�磬����Ϳ��ĩ�ڇ��^�İlɢ��λ�����η��؏���ע�롣�͉��䇊Ϳϵ�y������ʽ�ġ��\�����������w���ٶȿ��_800��/�롣��yʽ�䇊Ϳ�C�������X���~���\���������ٽM�ϵć�Ϳ�����ڔy������ʹ�͉��䇊Ϳ�C���m����Ұ�Ᵽ�B���ޏ͡�
�����䇊Ϳ���g�����V�Ͻ���������ɺ���X�Ĥ��һ�N��Ч������ԓ�����������Ƃ�Ҫ�ߣ����Ҍ�僼������W���W���ԟo������X�Ĥ���F�����VԪ�����з�ֹ���N�Լ�늸��g���������ܶ��r�H��䓾o�̼��܇���Ҫ�M��늳ظ��g���o�����䇊Ϳǡǡ��һ�N����¶�V�����M�оֲ����o�Ą��¼��g��
�������ǣ������˽�����䇊Ϳ��ˇ�б�Ҫ�M�и���ֵ��о��������nj��ڶ�N���ϽM���Լ��䇊Ϳ��ˇ�����IJ���lչ���£��Լ����ѵ����ò�����δ�����g��߀��Ҫ�M�д������о�������
�ġ��䇊Ϳ���g���m�ò��Ϸ���
�������䇊Ϳ�^����,���ڇ�Ϳ�ض��^��,�l����׃�������^С,���w���Ӿ��������L��,�����F����y�l��������m���ڇ�Ϳ�ض����в�����{������ϡ��Ǿ����ϡ������в���(���~��⁵�)����׃���в���(��̼�����)��Ŀǰ�{��ĩ���о�Խ��Խ�V��,���w�������^С,���������c���w��ȫ��ͬ,չ�F���S�����ڱ��w�Y�����µ����е����|�������,�{��Ϳ���Ƃ��������˂����dȤ���о��������ھ����ߴ�Ч���ʹ�������Ĵ���,�{��Ϳ�Ӿ��бȂ��yͿ�Ӹ�����������]������{������ʹ���ϱ���(�����w)�ęCе�ͻ��W���ܵõ���ͬ�̶ȵĸ��ơ��Â��y�ć�Ϳ������Ϳ�����w�����ϕ�������ɷ֡������c�Y����׃��;�����䇊Ϳ��������������ĽY�������|,ʹ�ü{��Ϳ�ӵć�Ϳ���Ԍ��F��