����������g�Ƃ��S�F�������w��ˇ�İlչ
�������ď�����������S�F�������w�Ĺ�ˇ���O��ɂ��������������������g(SC)�İlչ�v���Լ�Ŀǰ���������g,�����������ˇ�c���M�Ě䱬(HD)������ĥ(JM)������������ˇ(LOP)��Y�ϵ���Փ�ʹ���������������t���аl���ɞ�δ���������S�F�������w���g�c�O��İlչ����
������ʮһ���o�����Ї��S�F��a��ռ���翂�a���_80%���ɞ������һϡ�����Ŵ��[1~3]��������֪���ڟ��Y�S�F�����Ų����аl�����a�У����_�ĺϽ�ɷ��OӋ�����õ��T�V�Y���M���ǫ@�ø������S�F�����Ų��ϵ���Ҫ�l��[4~8]���������g�IJ�����M�����º�����۟������O������Ƴɹ��Լ��c�������M��ˇ���g�ĽY�ϣ�ʹ�S�F�����ŮaƷ�l�����|�c�����w�S���aƷ�Y���͙n�εõ�Ѹ�ٵ���ߡ����⣬�������g�������O��ć����ƏV�c���ã��������Ƅ����Ї��S�F�����Ůa�I�İlչ�����ĺ���������������g�c��������O�����췽��İlչ�v�̣����д���ߺ��M�Ć��}�������Լ���Ҋ�⡣
����������g�İlչ�v��
����Tģ���g
�����ڸ����ܟ��YNd- Fe- B ���w�ijɷ��OӋ�У����ȱ�횿��]�����w�Б��мs��3.0%�ĸ�Nd ���Ա��C���ߵijC�B��[9~12]���ڱ��C�����Nd ���ǰ���£� �M����ʹ���w�ɷֽӽ�Nd2Fe14B �ɷ֣� �������ı������M���ܱ���α- Fe�������̼������s����γɣ��_����Nd��ı����m�ˣ��ֲ���������������ԭ���������s���ʣ�ʹ��Һ�ںܴ���^����£�γ- Fe �������κˣ���ֱ������Nd2Fe14B ���࣬ ������α- Fe ��������Ч�ķ�����
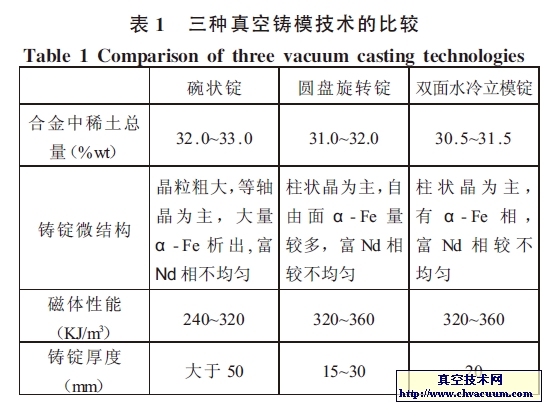
������1 �o�������N���y����Tģ���g�ı��^�Y�������Կ�����ͨ�^��׃�Tģ���|����s�Tģ�Ďγߴ磬�p���Tģ��ȵȷ�ʽ����ʹĸ�Ͻ���|��������ߣ�����s��ʽ�����ƣ����T10 mm������±��L��ƽ���T�V�����g�y�ȴ��Tģ���g������ȫ����α- Fe �࣬���M�����^С��
����Ŀǰ����HD+JM�O�����^���I�ȵć������ձ��͵�����Ҳ��ͬ�̶ȶ�����β�ۡ����w��β�ϡ��������y������δ�����պ��OӋ�ϵ��T�����}�����Mһ�����ơ����a����������ײʽ��������C���ܝM��������S�F����w���a��ˇҪ��ֻ���_�l�µęC�́�M���@���������������������ײʽ��������C�Ŀ��w�OӋ˼�둪�錍�F�ŷ۵ĵ������������;�������Ŀ�ˡ�
��������SC+HD+JM+LOP ��ˇ�ɻ������F�^�������ĩ�w����ξ��w������ÿһ���w�����涼�и��S�ౡ�ӣ����C���Y�^����ȫ��Һ�����Y�������TƬ�c�䱬�飬����ĥ�����������Լ��������M�Ĺ�ˇ���g�Y�ϵ��������g·���c�������a�����ܵ��S�F�����Ź�ˇ����^��������������С��ܷ����������a����ѹ�ˇ·�������^�����N���g����㡢�仯�ͷ�ĩұ����Y��ˇ֮��ɡ�ϡ���LJ�����Ҫ�IJ��������YԴ���������g�܉�����s�������đ���ϡ���YԴ������ϡ���YԴ�Ľ���Ч����ֵ�c��������ߵ��µ�ˮƽ�����o�ˇ����YԴ��
������������������۟������t���_�l�c��������t���аl�ɞ���������O��δ����Ҫ���о��������Ͷ�ܵ������t�OӋĿ�˞飺�D��0m/s~50 m/s��������{��������102��/s~104 ��/s ����s��������ȡ�����TƬ�����a���Y���w�������ڴ���104��/s~106��/s �ߵ���s���������a��㱡Ƭ����ȡ���ŷ���ճ�Y���w��