PN10-1200���y���w���T��
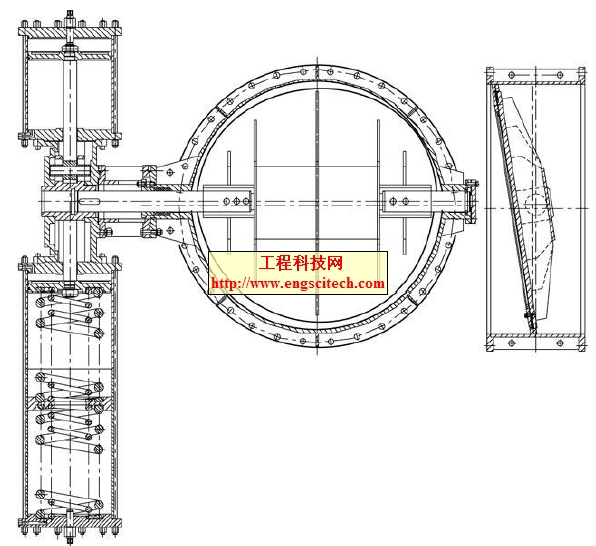
����PN10-1200���y���w���ȏ�1200mm�����|QT450—10��ë����850kg����Ҫ���gҪ����Ӳ��≤230HBW���͉�1.5MPa���ڱ����r�g�ȳЉ���̎�����п�Ҋ�B©����Y����D1��ʾ��
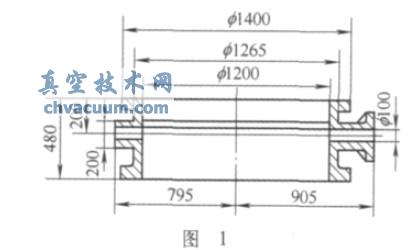
������Y�����c�����w�ں�32.5mm���y�����S�������ܷ⎧�ں�55��65mm���T�����C�ӹ����y�����S������ǻ�a���˿�Ҋ�s�ס��s��ȱ�ݣ������^���У��ܷ⎧�A�ܱ����п�Ҋ�B©�������ʣ��ܷ⎧�����пs�ס��s��ȱ�ݣ�ᘌ��������}���҂���ȡ�����¹�ˇ��ʩ��
1����оɰ��ȹ�ˇ
�����T���c���gɰо���ø���ճ��ɰ���y�����S�����ȿ�оɰ�Ì����Ըߵ�̼��ɰ����оɰ���(�|���֔�)���£�
����(1)ճ������ɰ���Ȟ�0.60��0.355mm(30/50Ŀ)��ɰ30%���fɰ70%��ճ��4%��5%������2%��ˮ��7%��8%��������>100������45��60kPa���ɼ�>0.15kPa��
����(2)ճ��оɰ���Ȟ�0.60��0.355mm(30/50Ŀ)��ɰ60%���fɰ40%��ճ��7%��8%��ľм15%��20%(�w�e�֔�)��ˮ���m����������>100������50��70 kPa���ɼ�>0.15 kPa��
����(3)̼��оɰ 1��3mm��̿��58%��60%��ʯī��20%��25%��ճ��15%��20%��ˮ���m����
2���T�칤ˇ
�����T�칤ˇ��D2��ʾ��
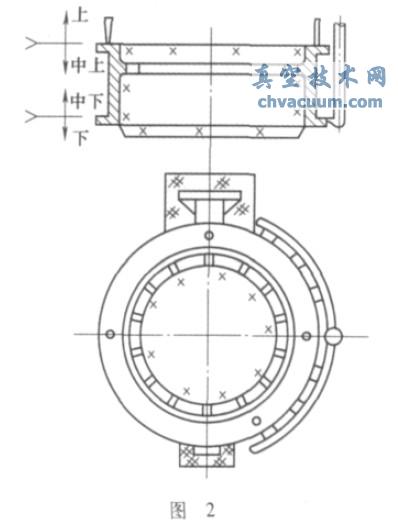
������ע��ֱ��ע�����ó���ƽ����Ʋ��Ч���õķ��]ʽ��עϵ�y��ΣFֱ��ΣF�M��ΣF��=1��1.2��0.8������M�����Ľ���e����ʹ�FҺ�M��M���������٣����ڝ�עϵ�y��ʼ�K��M�FҺ���@�ӿ�ʹ�FҺ���ϸ������c�s�|�M��M�����ϵăɂ��������ȣ����C���FҺ�������ȝ����錒�⡢���������T���ײ����m���������ɢע����ǻ���������FҺ�ʬF�����c�w�R���a�����F������ף�ͬ�r������ͬ�r���̡�
3�����F
����ԓ���ֲ��ṝ�࣬�錍�Fͬ�r���̣����������F�ֲ��{�أ��T���жέh���ܷ⎧�ں�65mm������ɢ��l��������S���κοs�ɡ��s��ȱ�ݣ���ɰо�A���ܷ⎧̎���ú�65mm���g��5mm�Ķ��K���F���y���c�S��������ɢ��l����ұں��ֲ���������A�ܸ�����4�K���F�⣬߀�Ì������ܺõ�̼��ɰ�������Ŀ�ɰо���������F��������ȥ�����ۣ��������棬��ĥ�����������ӣ������п�ȱ�ݵIJ����Sʹ�ã��Ҷ��ڸ��Q��̎���F���Է�ֹ�T������a�����ȱ�ݡ�
4���Ś�
�������������gɰо���Ś�ܣ�ɰо���ķ��ÉK��40��60mm���齹̿�K�����Cɰо��ɰ�Ӻ�ȿ�����90��120mm�����y�����S����̼��ɰо�Ķ˲������gɰо�����IJ�λ�ĸ��w��̎���г���ף����c�w���ϱ�����؞ͨ�����ֹ��ע�^�����������FҺ���w���ϵij��������������Ãȏ���6��8mm���F�ܲ����w���ϣ�����ɰ��o���@�Ӽ�ʹ�FҺ��������������Կɱ��֕�ͨ��
5���T���c����
�����OӋ���쌣������ɰ�䣬��ɰ��≥50mm���䎧�g��≤200mm����ڱ���ӹ�����������O�ó���ס��̶��������ѡ���о��B�o����≥85����ǻ�cɰо�����ᔣ�ᔾ�60��70mm������Ϳˢ���20%��30%��ˮ������Һ����Ϳˢˮ���U��Ϳ�ϡ���о�M�G��ɣ������≥50mm���������M20��˨�̶���
6���۟��c��ע
�����۟��O���3t/h���ž��p�����L�_��t���x�����ݮaQ16���F�����W�ɷ֞�wC=4.24%��wSi=1.72%��wMn=0.18%��wP=0.042%��wS=0.018%�����Ϯa�̶�̼����≥88%���T�콹�� ���^�aFeSiMg8RE5����������1.4%����̎������1.5t�̉�ʽ������ϡ���V�Ͻ��A������̉�һ�ȣ��ϱ����wռ�FҺ����0.7%�����Ȟ�15��20mm��75SiFe���鱣�C�FҺ�ضȣ����Â��y����ī�T�Fм���w�����ú��Ϯa���ظ��w�����FҺ��һ�Λ_�룬���FҺ����ƽ����Ѹ�ٰ������Σ��z�ϸ���FҺ���渲�w�FҺ���ؾ������w������̎������FҺ���W�ɷ֡����������c����M��Ҋ��1����2��
��1 �FҺ���W�ɷ�(�|���֔�) (%)

��2 �FҺ�������ܺͽ���M��
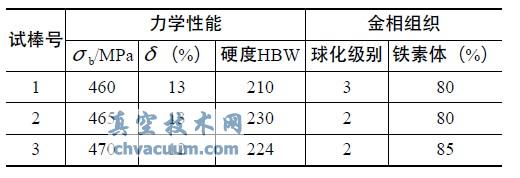
�����FҺ���t�ض�≥1450�棬��ע�ض�≥1360�棬��ע�^���м��r�c�����⡣
7���|����r
��������������ʩ���Ⱥ����aPN10—1200���y���w�T��5�������Cе�ӹ����y�����S�����ȿןo�s�ס��s��ȱ�ݣ��h���ܷ⎧����❍�������^���и���λ�o�B©�F���˹�ˇ�Ⱥ����a����y���w�T�����������ȡ���˝M��Ч����
8�������w��
�������a���`�C�������й�ˇ��ʩ���A����ī�T�F���a���s�ס��s��ȱ�ݾ����@��Ч����
����(1)����T�̈́��ȣ���о���ȸߣ��ܵ֓������Y���r���a������Û���Ķ����a���FҺ��Һ�B�������տs����ˣ��s���c�s�ɴ���p�٣�������ȫ��ʧ��
����(2)���ö����ɢ�ĝ�עϵ�y���ɷ�ֹ�T���ֲ��^���������ȝ����������r�����T��ֹͣ�տs��ɱM�����̷�ڣ���ֹ�ڹ�����Û���������£�����Һ�෴���o��עϵ�y���a���ȝ���̎�s�ס��s��ȱ�ݡ�
����(3)����ʹ�����F�������ֲ��ṝ���������T��ͬ�r���̣����A���T���a���s�ס��s��ȱ��Ч�����á�
����(4)��о�ij����Ҫ�����ɢ������Ҫ��о�^����ǻ���ų����⣬��ע�^���м��r�c�����⡣
����(5)�{�����W�ɷ֣���C%+1/7Si%≥3.9%����̼�����������S�����õ�����Ч�����������ӹ���ʯī������������ʹʯī��׃С�����࣬�����˹�����Û�������������a�s��
����(6)�����FҺ�ȵ�Mn��S��P����������Mg��RE��������Ч�p���T���s�ס��s��ȱ�ݡ�
����(7)�۟��^���У��͉���ī�T�F���B�m���Н�ע���x��C�����ߣ�Mn��S��P�����͵���ī�T�F���T�����F��