���y�ӹ�����ʽ�b���о�
һ��ǰ��
����ˮ݆�C(j��)�M�M(j��n)ˮ�ܵ���һ�㰲�b�M(j��n)���y�T������ˮ݆�C(j��)�M�Ć��]�C(j��)��(g��u)����ˮ݆�C(j��)����Ҫ���o���O(sh��)�䡣�M(j��n)���y�T���Ă�(g��)���ã��������¹�ͣ�C(j��)�b�á�����ͣ�C(j��)�z��ˮ݆�C(j��)�r(sh��)������Ҫ�ŵ����ܵ���(n��i)�ĉ���ˮ���Ϳ���ȫ���M(j��n)�Йz�ޡ������^�L�r(sh��)�gͣ�C(j��)��r�£����Ԝp�ٌ�(d��o)�~�p϶©ˮ���ֲܷ�ܵ���ˮ���վ��ÿ�_ˮ݆�C(j��)�ϵ��M(j��n)���y�T������ʹһ�_�C(j��)�M��ͣ�C(j��)��z�ޣ���Ӱ������C(j��)�M���\(y��n)�С�ˮ݆�C(j��)�ИI(y��)Ŀǰ���õ��M(j��n)���y�T�е��y�����y����y���l�y��Ͳ�y�����y���С���ˮ�^��������ˮ݆�C(j��)���õ�һ�N�M(j��n)���y����������ʽ���M(j��n)���y�T���γߴ�С�������p���Y(ji��)��(g��u)���Σ��������㡣
�������(n��i)��
����1)���y�y�w�ӹ���ˇ��
����2)���T�ӹ���ˇ��
����3)ͨ��ˮ�����ߵ����Ƽ�ˮ��ԇ�(y��n)��
����4)��ʽ�b�估����ԇ�(y��n)��
���������
����1�����y�y�w�ӹ���ˇ���о�
�����y�w�ǵ��y����Ҫ������ͨ�^ˮ��������ˮ������֧�ֵ��y��ȫ�����������ܲ������Ͳ������أ������Ą��ԡ�һ������T���Y(ji��)��(g��u)���ӹ��y�c(di��n)��
����(1)��α��C�y�w�ɶ��S��ͬ�S��
�������y�y�S�S���ǵ��y������Ҫ����ϲ�λ���y�S�S���c�y�S�������r��ֱ��Ӱ푵����T�����D(zhu��n)�_�������Ƿ��`����Q�@һ���}��������������(bi��o)��(sh��)���M㊴�����Сֱ����^�߈A�����a(b��)�ӹ������Σ��ن��M�y�S�S�ķ����팍(sh��)�F(xi��n)�����w���E�飺�ٹ������ţ����_���ϣ����ܷ�۶˷��m�泯���M�������_����|���䣬�������壬���������������Ρ��ڹ�����D1��ʾ�����A��ƽ�漰��(n��i)�ס��ۻ����˻أ��Ƅ�������C�ˣ��������ͬ�ӵ��L�ȣ��ӹ�C��ƽ�漰��(n��i)�ס���ֱ����^���D(zhu��n)180°����ǧ�ֱ�y��^�ϵ���������(zh��n)ȫ�L���㣬�MB��ƽ�漰��(n��i)�ס��ݻ����˻أ��Ƅ�������D�ˣ��D��ƽ�漰��(n��i)�ס�
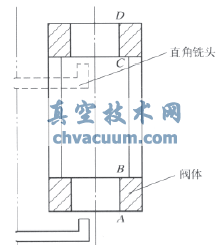
�D1 ���y�y�S�S�ӹ�ʾ��D
�������������������ɱ��C�y�w�y�S�S��ͬ�S�ȼ��S�����ƽ��ȷ��ψD��Ҫ���C�y�w�ӹ����ȡ�
����(2)��α��C�ܷ����c���z�ܷ�l����ϳߴ�
�����С�С�C(j��)�M�y�w�ܷ���һ���Ѻ����P䓽Y(ji��)��(g��u)�����ڴ����͙C(j��)�M�����˲��ã���Ѻ�������(d��o)���y�w����׃���^�ӹ����Ȳ��ÿ��ơ����͙C(j��)�M����ðѺ��ܷ��������c�y�wͬ�ӹ��ܷ���ķ�������(y��u)�c(di��n)�Ǽӹ�����ܷ���ߴ羫�ȸ�;�ܷ�����ɸ��Q����ĥ�p�����ڸ��Q���ܷ����ϵİѺϿ��y�ӹ���Ҫ��ֶȜ�(zh��n)�_���ڔ�(sh��)����܇�ϼӹ��ܷ�����������(sh��)����܇���P�ķֶȾ��ȁ����C�ѺϿķֶȾ��ȡ��ܷ����Ѻϵ��y�w�Ϻ�(sh��)�ؾ��̼ӹ��ܷ��棬���C�ܷ���ֱ�����c�A���εĜ�(zh��n)�_�^�ɡ�
����2�����T�ӹ���ˇ���о�
�������T��ȫ�P(gu��n)λ�Õr(sh��)����ȫ��ˮ������ȫ�_λ�ã�̎��ˮ�����ģ����Ҫ�����ď�(qi��ng)�Ⱥ̈́��ȣ�����Ҫ�����õ�ˮ�����ܡ������ͻ��Tһ����п՚��w�����Tһ����T���Y(ji��)��(g��u)���ӹ��y�c(di��n)���¡�
����(1)���C���T�y�S�S���c���y���y�S���S��ͬ�S��
�����y�S���S��ͬ�S�ȣ���ˇ�ϲ���ͬ�M�ķ����팍(sh��)�F(xi��n)������(j��)�y�w�����T�Ѻ��ݿ�λ�ã����T������һ�̶������Á��Ѻ��y�w�����T�����w�������E����(Ҋ�D2)���ٌ��y�w�M�ϳ����A���ù̶����ߌ��y�w�����T�քeͨ�^�y�w�����T�ϵİѺ��ݿװѺ���һ���ö�λ�K��ι̡��ڌ��y�w�����T�ĽM���w�����M�������_�ϣ����y�w�ϵ�һ���S��ƽ�漰��(n��i)������������A�o�������۰��y�w���y�S���S�������M�U���ن��M���T�y�S�S�ף����y�w�����T�y�S�S����������(zh��n)��ͬ���ʃ��y�S�S��ͬ�S�Ⱥá�
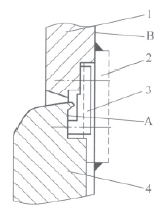
1.�y�w 2.��λ�K 3.�̶����� 4.���T
�D2 �y�w�c���T�ӹ��D
����(2)���C�Ѻ��ݿķֶȾ���
�����ڔ�(sh��)����܇�ϼӹ��Ѻ��ݿף�������(sh��)����܇���P�ķֶȾ��ȁ����C�Ѻ��ݿķֶȾ��ȡ�
����3��ͨ��ˮ�����ߵ����Ƽ�ˮ��ԇ�(y��n)���о�
�����y�w�dz���ˮ���IJ������ӹ���(y��ng)��ˮ��ԇ�(y��n)��ˮ��ԇ�(y��n)�Ǚz�(y��n)���y��(qi��ng)�ȼ�ˮ�����ܵ�һ�(xi��ng)��Ҫ�z�y�ֶΡ���ˇ�����y�w�ϡ��·��m���^�����y�S�S���w������ˮ��ԇ�(y��n)���ߣ��c�y�w�ѺϺ��γ�һ��(g��)���]�Ŀ��g���ڴ˿��g��(n��i)ע�뉺��ˮ���ڙz�y�r(sh��)�g��(n��i)�^����y�y�w��й©��r�����ڴ��͵��y��ˮ��ԇ�(y��n)�w�����ߴ����r(ji��)�ߣ�������ˮ���w�r(sh��)����ˮ��ԇ�(y��n)�w���˸��M(j��n)����ÿ��(g��)ˮ���w���_�ˎ����ݿף�ÿ��(g��)�(xi��ng)Ŀ���y�r(sh��)���ò��ϵİѺ��ݿ��ϡ�
����4����ʽ�b�估����ԇ�(y��n)���о�
�������yԇ�(y��n)�����ǵ��y�S��(n��i)ԇ�(y��n)����Ҫ�(xi��ng)Ŀ������ԇ�(y��n)�������r�ǛQ�����y�ܷ��������]���P(gu��n)�I������͵��y�b��ߴ�ߣ��b���y�ȴ��y(t��ng)�IJ���ԇ�(y��n)�nj����y�P�ţ������ؙC(j��)�����D(zhu��n)�����N���^���D(zhu��n)�����N�����D(zhu��n)�Ƕ��c���T���D(zhu��n)�Ƕ�֮�g���P(gu��n)ϵ���@�N���������������Ӳ���ԇ�(y��n)���o�����C�������г��c�D(zhu��n)�����N�����T֮�g���B���_������һ�£�����ԇ�(y��n)���ܳɹ���ɣ������վ��(sh��)�H���b�^���У��s�o�����C�������г̵Ć��}�������͵��y������ʽ�b�估����ԇ�(y��n)����(y��u)�c(di��n)��ԇ�(y��n)λ�ü�����y�Ĺ���λ�ã�ԇ�(y��n)�ɹ��ɱ��C���y�ڹ����^���н������г̡��D(zhu��n)�����N�c���T֮�g���_�����������C�������ڵ��y�ߴ���b�䲻�㣬����(j��)�@һ��r����ӆ�˺������b�乤ˇ����ȫ�����������b�乤����
����5�����w��ˇ�^��
����(1)�����b��ƽ�_ ���b��ƽ�_�ϷŃɽM�ȸ߷��䲢�ҷ���ˮƽ���������䉺�����b��ƽ�_�ϡ�
����(2)�ڴ����Ϸ���С���� ���C�ɽM����֮�g�ľ��x�c���y���_֧�ȵľ��x��ȡ�������ȫ���̶������Ʉӡ�
����(3)�ɂ�(g��)֧�мܷ��õ������ͬ��(c��) ����ᔡ����剺�Σ��|�|�塣Ȼ��֧�м��尲����֧�м��ϣ��y���ɏ������İѺϿ��g�࣬����Ҫ�����̶���
����(4)�y�w�τ��� ͨ�^�y�S���Ą�ˮƽ����ֱ���ľ��������Nȫ�P(gu��n)��ȫ�_λ�þ�(�ڃ��S�����ϡ�ָʾ�b�õװ���)���M��ʹ�����L���Ա����b���^�����^�졣
����(5)���y�w���T�M���w���D(zhu��n)90° ��ֱ���ŵ��b��ƽ�_�ķ����ϣ���������İѺϿ�����ᔌ��y�w�͏���Ѻ���һ��Ȼ�M���w�Ѿo�������ڷ����ϡ�
����(6)��С���ؙC(j��)������ɂ�(g��)֧�м����b��ƽ�_ ƽ�����y�w�����ϣ������S�����S�^���棬����ᔡ����匢��̶���ƽ�_�ϣ�֧�мܵײ��|�|�塣��֧�м�����֧�м��ϣ��N���y�w���棬�����ѺϿהQ�����(�c�y�w��֧�м�)��
����(7)���D(zhu��n)���τ������ľ������������A�� ��ȫ�P(gu��n)λ���b�D(zhu��n)�����N�������������ô�匢�D(zhu��n)���c�y�S���һ�𣬺��r(sh��)ע�ⲻ��(y��ng)ʹ�D(zhu��n)���c�y�S������λ���Ƅӡ�
����(8)����λ�N�ӹ��� �ÿ���ʽ�M���@���U(ku��)���q��λ�N�ײ��b�N��
����(9)�b�N��Kĥƽ ���漰�̎ĥƽ���b���w��
����(10)�i�V�������b�� ��ԇ�(y��n)�ꮅ��
����(11)�i�V�^���ߺ�z���(n��i)���ߴ�ϸ� �����i�V�^������(sh��)�Hλ�����@�������i�V�������ݿף��b�����������������c�i�V�^�B��һ��
����(12)�������b���ꮅ �\(y��n)�����b�F(xi��n)����
����(13)���D�ӳߴ��b��������֧�� ע���Ȍ�֧���b�ڻ��A(ch��)���ϣ����b�ڽ������ϡ�ȫ�P(gu��n)λ���{(di��o)�����A(ch��)��̶����b��ƽ�_�ϡ����b��ƽ�_�Ϸ��É|Ƭ��Ȼ�������c�D(zhu��n)���b��һ��
����(14)��ȥ���T���y�w�ϵĴ���
����(15)�b���y������������·ϵ�y(t��ng) ��������(n��i)���͡�
����(16)���i�V���������_�i�V�^���������y�����������T�_�P(gu��n)ԇ�(y��n)��ӛ��͉� ���������г��@�װ��ϵİ��b�ף����b�̶Ȱ弰�г��_�P(gu��n)�����b���yָʾ�b�á��ڵ��yȫ�_λ�Ä���λ�N�ӹ�����������ʽ�M�����b��F(xi��n)���@���M��λ�N�ס�
����(17)���O(sh��)Ӌ(j��)�͉�������(n��i)�r(sh��)�����������`��������T�_�P(gu��n)��
����(18)��ȫ�_λ�ã��i�V�������i�V���N����ж�͉�����(d��ng)���������͉�����r(sh��)�������ؙC(j��)�����N�����_�i�V�^�������������N�������N���P(gu��n)�]ԇ�(y��n)��
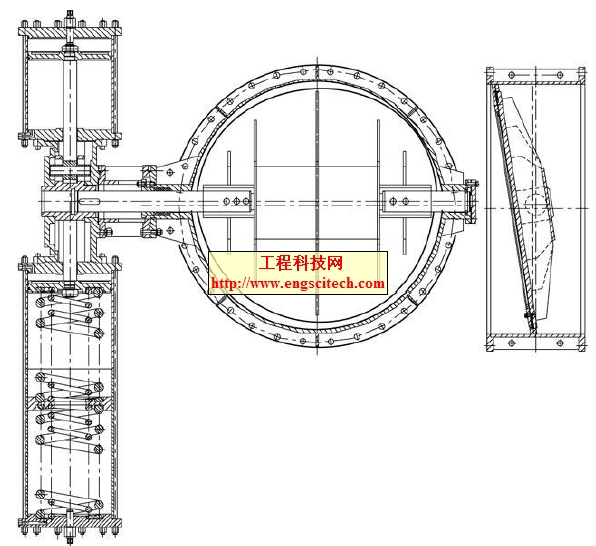
������(sh��)�H����ԇ�(y��n)�^���У���ȫ���_(d��)���������г��c�D(zhu��n)�����N�����T���D(zhu��n)�Ƕ�֮�g��(li��n)ϵ�P(gu��n)ϵ�����O(sh��)Ӌ(j��)Ҫ���w���y�ӹ���ˇ��D3��ʾ��

(a)���y�ӹ���ˇ (b)�D(zhu��n)�����N�����T���D(zhu��n)�Ƕ�
1.���� 2.С���� 3.֧�μ� 4.�y�w 5.�y�w���T 6.��λ�N 7.�D(zhu��n)�� 8.�D(zhu��n)�����ľ� 9.������10.�b��ƽ�_
�D3 ���y�ӹ���ˇ�D
�ġ��Y(ji��)�Z
������(sh��)�`�C�������y�S��(n��i)��ʽ�b�估����ԇ�(y��n)������(g��)���y���a(ch��n)�����^���в���ȱ�ٵ�һ���֣�������Ҫ��ɱ�Ҫ�ļ��g(sh��)ָ��(bi��o)��߀���ԙz�(y��n)���O(sh��)Ӌ(j��)�������^���и��N���������أ������r(sh��)�����^�������Ñ��ṩ���|(zh��)���������M��Įa(ch��n)Ʒ��ͨ�^�����y�y�w�����T�ӹ���ˮ��ԇ�(y��n)�������칤ˇ�����о���Ŀ���nj����y�O(sh��)Ӌ(j��)�����졢ԇ�(y��n)�Ђ�(g��)���w�J(r��n)�R�͚w�{���Y(ji��)�����҇��������o(j��)���a(ch��n)���͵��y�춨����(sh��)�Ĺ�ˇ���A(ch��)��