ú�i�y����ԭ������c���M(j��n)
����������ú�i�y��ú�ۼӉ��⻯��ˇ�в����^�̡������l�����䳣Ҋ���Ϯa(ch��n)����ԭ��B���½Y(ji��)��(g��u)��ú�i���y���似�g(sh��)�����̓�(y��u)Խ�ԣ���ͨ�^��(sh��)�H��(y��ng)���C��(sh��)���½Y(ji��)��(g��u)��ú�i���y�܉���ú�ۼӉ��⻯��ˇ�b�����L���ڿɿ��\(y��n)�С�
1������
������ú�ۼӉ��⻯��ˇ�У���ĥú�c����ϵ�y(t��ng)��ú�ۼӉ���ݔ��ϵ�y(t��ng)����Ó��ϵ�y(t��ng)�ɻ�Ó��ϵ�y(t��ng)�Ⱦ���������ú�i�y��ú�i�y�������i���y���䉺�y��ƽ���y��й���y��ú�۹ܾ��Д��y�ȡ�����ú�ۼӉ��⻯��ˇϵ�y(t��ng)��һ���ضȺ͉�����׃�ď�(f��)�s�����^�̣������l�����ӣ��mȻĿǰ�����(sh��)ú�i�y���õ��LJ���֪��Ʒ�ƺ��M(j��n)�ڮa(ch��n)Ʒ����������ʹ���^������Ȼ���F(xi��n)�ܶ��ձ��ԵĹ��ϣ��ҹ����ʸߣ��B�m(x��)ʹ�����ڶ̣�һ��s��6 ���£���(y��n)��Ӱ���ú�ۚ⻯��ˇ�b�õ��L���ڿɿ��\(y��n)�С�
2�����r�l��
����ú�i�y�IJ������|(zh��)��ú��+ N2����ú��+CO2���O(sh��)Ӌ����һ���0.4 ��5.7MPa����С���������0.2 ��0.3MPa��������������_(d��)5.6MPa���O(sh��)Ӌ�ضȞ�-50 ��160�棬���������ض�һ���80�棬ú�۽�(j��ng)�^ĥú�C(j��)����д�������(x��)��ĩ������90% ���ϵ�ú������≤90μm��ͬ�r���mȻú�۽�(j��ng)�^�˺�ɺͱ��أ�������Ȼ������ˮ�����ʹú�۾���һ����ճ�Y(ji��)�ԡ����⣬ú���i���y���_�P(gu��n)�l���^�ߣ�ÿ20 ��30min �_�P(gu��n)һ�Σ��_�P(gu��n)�r�gҪ��2 ��10s��
3�����Ϸ���
����3.1����Ҋ����
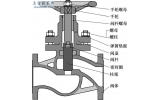
����ú�i�y���������ܷ����y��ͨ�^��������Ʒ�Ƶ�ú�i�y�ڇ���(n��i)ú�ۼӉ��⻯�b�ò�ͬλ�á���ͬ�����l����(sh��)�Hʹ����r���{(di��o)�У��䳣Ҋ�Ĺ�����4 �N�����y�T�_�P(gu��n)����λ�����y�T���������܄������ۃ�(n��i)©�������w���y�����������_ˢ�͓p�ġ����У��Ҋ�Ĺ������y�T�_�P(gu��n)����λ�����_�P(gu��n)����λ��ʹ�y�T�ֲ����m(x��)�ܵ����|(zh��)�ĸ��ٛ_ˢ���Ķ�����y�������w�p�ġ��y�T��(n��i)©�ȡ����(y��n)�صĹ������y�T���������܄������@����(d��o)�⻯�tϵ�y(t��ng)����ͣ܇��
����3.2�����Ϸ���
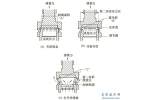
������(j��ng)�����_��ͬ���ϵ�ú�i�y�M(j��n)�в��z�飬����Ҫ���}������w������͇�Ϳ��Ó��(�D1�͈D2) �����y���ܷ������ĥ�p(�D3) �����y�Uĥ�p��ҧ��(�D4) �����y���c���w����(�D5) �����yǻ�����w�����(y��n)�طe�ҡ�

�D1 ���w�����

�D2 ���w��Ϳ��Ó��

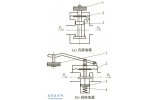
�D3 �y���ܷ������ĥ�p

�D4 �y�Uĥ�p��ҧ��
����3.2.1���y�T�_�P(gu��n)����λ
�����y�T�_�P(gu��n)����λ�l(f��)�����l����ߡ�����(j��)���z���Լ��F(xi��n)���{(di��o)����r�������y�T�_�P(gu��n)����λ����Ҫԭ��

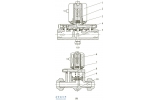
�D5 �y���c���w����
����(1) ���w���y���ܷ���Ӳ�����ϱ�������ĥ���Ͳ������ܲ��㣬�l(f��)���^��(y��n)�ص�ĥ�p�������w���y����Ħ��ϵ��(sh��)�����y�T��(sh��)�H����Ť��Ҳ���������O(sh��)Ӌ�İ�ȫϵ��(sh��)����������y�T�_�P(gu��n)��형���
����(2) �y���ϵĹε��ߴ��^С�������y�����揗���a(b��)�������㣬��ɹε���(sh��)�H���坍���Û]�аl(f��)�]�������r�gһ�ã����w����e�ҽY(ji��)����u��(y��n)�أ���(d��o)�¹ε�������ȫʧЧ���y�T�������衣
����(3) �y�����揗�����ܷ�ͷ��m���ܲ��㣬��(x��)ú�������룬�����M�����ҿ��g���y���Ƅӿ��g���㣬�y�T����������
����(4) �y�U�c�S��ĥ�p��(y��n)������ҧ���������y�Uλ��ƫ�ƺ̈́��������
����(5) �F(xi��n)������Դ���㣬���߈�(zh��)�ЙC(j��)��(g��u)���]�İ�ȫϵ��(sh��)����Ҳ������y�T�_�P(gu��n)����λ����Ҫԭ��ú�i���y�ڴ��_�����P(gu��n)�]�������^�̮�(d��ng)�У���Ť�����Dz���׃���ģ����P(gu��n)�I������ʼŤ�ء��\(y��n)��Ť�غͽKֹŤ�أ������κ�һ���c(di��n)�İ�ȫϵ��(sh��)���㶼�������_�P(gu��n)��형���
����3.2.2���y�T����
�����y�T���������܄�����ϵ�y(t��ng)���f������������(y��n)�صģ���횶Ž^���IJ����r���F(xi��n)���{(di��o)�нY(ji��)���������ϵ���Ҫԭ��
����(1) ���w���懊Ϳ��Ó��������y�T���������܄���������Ҫԭ�����ڇ�Ϳ�ӵ�Ó�䣬���w��Ϳ��Ó��̎���c�y���ε����|�r����ס�����w�����^�m(x��)��ԭ�������D(zhu��n)�ӣ�Ҳ�o���������D(zhu��n)�ӡ�����o���ƼӴ��(zh��)�ЙC(j��)��(g��u)ݔ��Ť�أ�߀������y��׃�Σ�����Ť���y�U�ć�(y��n)�غ������ˣ���Ϳ�ӵĽY(ji��)�����dz���Ҫ��
����(2) �y�U�c�S��������Ӳ�ȡ��Ͳ������܇�(y��n)�ز��㣬��������|��ʮ�և�(y��n)�صIJ����������a(ch��n)���e����ʹ�y�U�������S���У��o��������������w�����D(zhu��n)�ӣ��y�T��������
����3.2.3���y�T��(n��i)©
�����y�T�_�P(gu��n)����λ�����w���y���ܷ���ĥ�p�Ͳ������y�����揗���a(b��)��������������y�T��(n��i)©����Ҫԭ����ˣ�����Q���y�T�_�P(gu��n)����λ���y�T�������������Ĺ��ϣ��y�T���������F(xi��n)��(n��i)©��
����3.2.4�����w���y�����������_ˢ�͓p��
�����������w���y�����y�T���w�Ⱦ���̼䓻��߲��P䓲��|(zh��)���a(ch��n)������ɣ���̼䓻��߲��P䓲��|(zh��)Ӳ�Ȳ��㣬������ĥ�p���͛_ˢ���ܲ��ã��������]���M(j��n)��ǡ��(d��ng)?sh��)�Ӳ��̎�����������ױ��������ӵĹ��w�w�����|(zh��)�_ˢ�͓p�ġ�
4�����M(j��n)����
�����ķ������Կ������a(ch��n)�����ϵ�ԭ���dž�һ�ģ��������y�T�Y(ji��)��(g��u)�����Ϻ�ˇ�ȶ������ء�Ҫ�ĸ����Ͻ�Qú�i�y�Ć��}����횸��M(j��n)ԓ�a(ch��n)Ʒ�ĽY(ji��)��(g��u)�O(sh��)Ӌ�����ϼ����칤ˇ��
����4.1���Y(ji��)��(g��u)�O(sh��)Ӌ
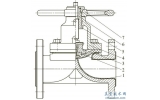
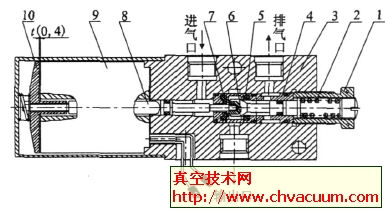
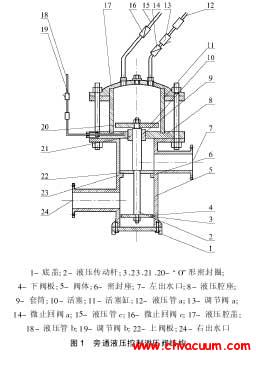
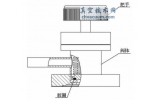
��������(j��)ú�i�yʹ�ý��|(zh��)���r�l�����Լ�ԭ�����y�T�ļ��g(sh��)Ҫ�c(di��n)��ԓ�a(ch��n)Ʒ������µĸ��M(j��n)�������O(sh��)Ӌ�_�l(f��)��һ�N�½Y(ji��)��(g��u)��ú�i���y(�D6) ��
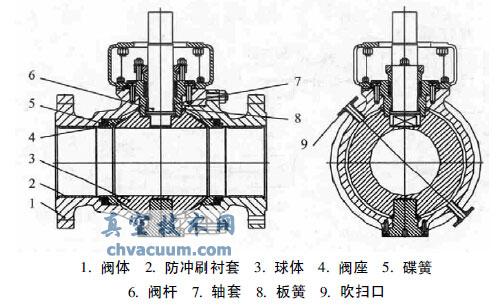
�D6 ú�i���y
�����½Y(ji��)��(g��u)�Ļ��i��ú�i���y�ڽY(ji��)��(g��u)�O(sh��)Ӌ�Ͼ��Ўׂ����g(sh��)������
����(1) ��ȫ���]���y��������ɼ��d�Y(ji��)��(g��u)�O(sh��)Ӌ����ʹ�dz���(x��)��ú�ۣ�����≤90μm �ij���(x��)ú��Ҳ�o�����룬ʹ�y���c���wʼ�K�o����ϡ�
����(2) ���g�yǻ�O(sh��)���˃ɂ����Q�ֲ����c����Bͨ�Ĵ��߿ڣ������gЪ�����w��������g�yǻ�M(j��n)�д��ߣ�ʹ�yǻ�����w����]��ú�ҵ�ճ�Y(ji��)���ѷe��
����(3) �y�U���а���ԄӼ��d���ܷ�Y(ji��)��(g��u)�O(sh��)Ӌ������(x��)ú�۟o���M(j��n)�뵽�y�U�c�S�����̎��������y�U�c�S����ĥ���ܡ�
����(4) �����O(sh��)���˿ɸ��Q�ķ��_ˢ�r�ף����o(h��)���yǻ����������ú���w����ֱ�ӛ_ˢ��
����4.2�����ϼ����칤ˇ
�������ˌ��Y(ji��)��(g��u)�O(sh��)Ӌ�M(j��n)�д������M(j��n)֮�⣬ᘌ��P(gu��n)�I�㲿���IJ��ϼ����칤ˇҲ�M(j��n)���˸��M(j��n)��
����(1) ���������l�Б�(y��ng)�ᇊͿ��ˇ�����w������y���ܷ����M(j��n)�Ї�Ϳ懻�̼���u�Ͻ𣬽Y(ji��)���������ڻ��w������(qi��ng)�ȣ�����Ӳ�ȿ����_(d��)��≥64HRC�����≥0.7mm����ĥ�ӵĽY(ji��)�Ϗ�(qi��ng)�ȡ���ĥ���ܺͿ��������ܾ��õ��ӏ�(qi��ng)��
����(2) ���y�U�c�S���|��Ѻ�1mm ���ϵ�Ӳ�|(zh��)�Ͻ���ĥ�ӣ��������|��(y��ng)�����y�U����ĥ���ܺͿ��������ܾ��õ�����(qi��ng)��
����(3) �ڷ��_ˢ�r�׃�(n��i)�ס��y�������w��(n��i)���yǻ��(n��i)������HVOF�����ٻ��懊Ϳ̼���u�Ͻ��y�T��(n��i)���c���|(zh��)���|̎�������͛_ˢ���o(h��)�ӡ�
����4.3����(sh��)�H��(y��ng)��
����ú�i���y��(j��ng)�^���M(j��n)�Y(ji��)��(g��u)�O(sh��)Ӌ�����ϼ����칤ˇ����ij����ú�⻯�����(xi��ng)Ŀ�Ӊ��⻯�b�õ�13 �_ú�i�y�B�m(x��)�\(y��n)��9 �����º��b��ͣ܇���g��ԓ�y�T�M(j��n)���˲�z�����w���y���ܷ�����á��o�Y(ji��)�����o���ۣ��yǻ�oú�۶ѷe�����(xi��ng)����ָ��(bi��o)�����O(sh��)Ӌ���S����֮��(n��i)��
5���Y(ji��)�Z
����ú�i�y�����ú�ۚ⻯��ˇ�b�õ���Ҫ�y�T����l(f��)���Ĺ��Ϻ͆��}����ֱ��Ӱ�ú�ۼӉ��⻯��ˇϵ�y(t��ng)�������\(y��n)�У������������ϵ�y(t��ng)ͣ܇������(n��i)�O(sh��)Ӌ�_�l(f��)���½Y(ji��)��(g��u)ú�i���y��ԭ�Ї���ͬa(ch��n)Ʒ�ڽY(ji��)��(g��u)�O(sh��)Ӌ�����ϼ����칤ˇ���M(j��n)���˸��M(j��n)������(j��ng)�^�L�ڌ�(sh��)�Hƽ��(w��n)�\(y��n)�к�ʹ�ã��C��(sh��)��ԓ�y�T�Ŀɿ��Ժ̓�(y��u)Խ�ԣ���ú�ۼӉ��⻯��ˇ�b�����y�T���x���ṩ���µĺͿɿ���;����