úֱ��Һ����ˇ����ĥ�y�T����Ӳ�����g�о�
������B���҇�úֱ��Һ��ʾ�����̵Ĺ�ˇ���̼����y�T��ʹ�ìF���������úֱ��Һ�����rϵ�y���y�T��ĥ�pʧЧ��ʽ�Լ�����Ӳ����ˇ�ķ�����á��o�����y�T���漤���۸��ͻ�������Ӳ����ˇ�Č��ȷ����^�̺��о��Y����
����1������
����úֱ��Һ�����̵Ľ��O�����Գ�������҇���“��ú”���ݣ����M�҇���Դ�Y���Ķ�Ԫ���lչ��úֱ��Һ�����ڹ�ˇ���c���Q����������ϵ�y�����������Ŀ����ȵİ��f����úֱ��Һ��ʾ��������Ͷ�a�ԁ����P�I�O��ܾ�һֱ���R��ĥ�pʧЧ���}�����^���������Ժ������˾�ĿƼ����P�ͼ��g���죬����ϵ�y���\���������������y�T�������е���Ҫ�O�䣬��ʹ�É����P��ϵ�y�İ�ȫ�ԣ�����ĥ�y�T�ı���Ӳ�������Ͳ��ϵ��x����ֱ��Ӱ����y�T�����ܺ���������
����2�����r����
����ú̿Һ�����g�nj����wú̿�����W�ӹ��D����Һ�wȼ�ϡ����WƷ��ԭ�ϵ�һ�N���M�坍ú���g�����ЃɷN��ͬ�ļ��g·��������ֱ��Һ�����g��Һ��������úֱ̿��Һ�����ڸߜء��߉��l���£�ʹú���ڴ������܄����������M�мӚ��ѽ⣬ֱ���D�Q��Һ�wȼ�ϣ�ͨ�^�Mһ���ӹ����Ƴɲ��͡����͡�����ú�͵ȵĹ�ˇ�^�̡���������Ч�ʸߡ�Һ�w�aƷ���ʸߵ����c�������乤ˇ�^�̵IJ����l����������
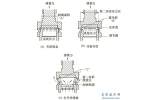
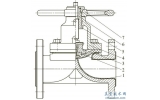
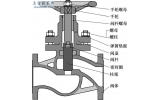
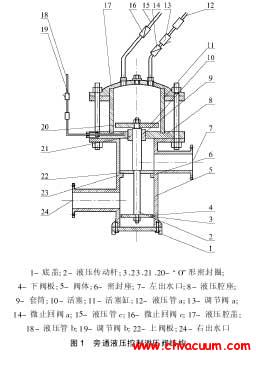
����Ŀǰ����úֱ��Һ�����g����HTI ��ˇ�Ļ��A���M�Ѓ������M�ģ��乤ˇ������D1��ʾ��úҺ����ˇ��Ҫ�֞�ú�{�Ƃ乤�Ρ������κͷ��s���������Ρ�ú�{�Ƃ乤����Ҫ�nj�ԭú�ӹ���200μm ���µ�ú�ۣ���ú���c�����܄�����Ȼ���ʹ��ú�{�c������ϣ�����ͨ�^�Ì����֮�����ú�{ݔ��������ϵ�y���������΄t����һ���Ĝضȡ������l���£��ڴ����������£�ú�{�c�����܄��͚���M�з������������ײ��O��ѭ�h�ã�ͨ�^ѭ�h�Ì��]�г�ַ�������ú�{����ݔ�����������^�m����������߷���Ч�ʡ����s����Ҫ�ǻ�����������Һ�wݔ����T-STAR��Ԫ������������Ě����ų���
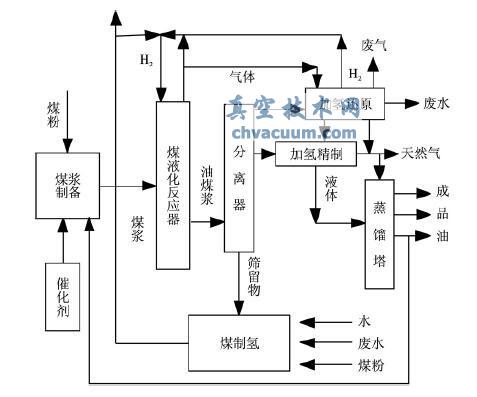
�D1 úֱ��Һ����ˇ����
����3���y�T�F��
����3.1��ʧЧԭ��
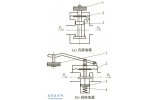
����úֱ��Һ����ú�{�Ƃ䵽�������x������ϵ�y�^���ж���M��ú�ۡ������w�����V���|�ȹ��w�w�����@Щ�w�����γɵĺ��̶�����ʹ��̎�ڸߜء��߉����B�µ��y�T�����R������ĥ�p���}ʮ�և��ء���Ħ���W�У�ĥ�p�Ķ��x����ϱ�����Cе���û�Һ�w�����̶����������w�w���Ȍ����ϵě_�g����ʹ��ԭʼ���ϏĻ��ı���Ó�x���^�̡���ռ��g�W��http://smsksx.com/���J����úֱ��Һ����ˇ���y�T��ĥ�p�����Ҫ�������ٛ_�gĥ�p��Ħ��ĥ�p�����g��Һ�̵���ĥ�p��
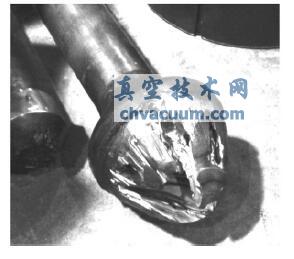
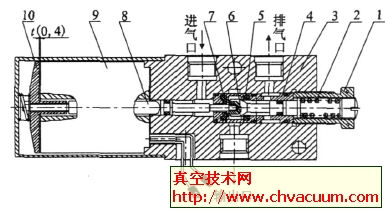
�D2 �{���y�yо�_�gĥ�p
����5���Y�Z
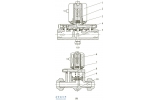
����(1) úֱ��Һ���b���OӋ�r������ֿ��]����ϵ�y�ĽY�����c�����������������ܵ��y�T��ᘌ��y�T���F��ĥ�p�����gʧЧ���}�������y�T�Y���OӋ�ϣ���ֹ���g���}�Įa�������y�T�Ȳ����ܽ��|�_�gĥ�p�IJ�λ�M�б���Ӳ��̎��������y�T�Ŀ�ĥ�p������
����(2) ����y�T�������c���ЙC���ľ��ȣ��_���y�T�چ��]���{���^���У��������܉��]��λ���Ķ��������]����λ���a����ĥ�pʧЧ���}��
����(3) �����۸���ˇԇ��У����w���۸����@ʾ���������̎�ɷ����ݶȣ��o�A�����o�^�Ѽy�����߳�ұ��Y�ϡ������۸���WC��������55%��Ӳ���_65HRC���ϣ�WC �w���ֲ����������۵��۸���WC �����s��40%��Ӳ���_65HRC���ϣ����в���WC�w�����ڈF�۬F��