�y�T�ÿ���O��Ȧ����й���z�y���g�о�
����̽ӑ���y�T�ÿ���O ��Ȧ����й���z�y���g�Ļ���ԭ����ԇ���c���E���Y���u�r���z�y�b�õ��OӋ���������Q�˙z�yģ�ߵ��OӋ���ӟ��c�ضȜʴ_���Ʒ�ʽ�ȼ��g�P�I��
1������
����Ŀǰ������ʯ������Ȼ��߉��y�T���õĿ���O ��Ȧ�����ɇ����M�ڣ���r���LJ���ͬaƷ�Ĕ�ʮ��������Ҫԭ�����҇�ȱ������O ��Ȧ�aƷ�|��ʧЧ�u�r�z�y���g�������Hͨ�õĿ���й��( Rapid Gas Decompression - RGD) �z�y���g���Լ������ęz�y�˜ʼ��gҎ���wϵ��ͨ�^���y�T�ÿ���O ��ȦRGD �z�y���g���о�����RGD �z�y�b�õ����ƣ�������O ��ȦʧЧ�����c�z�y�ֶΡ�
2���z�yԭ��
��������ʯ�ͅf���˜�API 6D ��Ҏ����������CL600( 10MPa) ����������̼�仯������w���|���y�T����O ��Ȧ���x��O ��Ȧ������TOTAL ��˾ͨ�ü��gҎ��“�ܵ��y�T”Ҏ������Class A ��( �����|��ˮ���՚⡢���⡢Һ�B�ͣ��ضȞ��Ҝء� 75�棬���ڹ�ˮ�ȹ��r) ��������ȼ���O ��Ȧ���ͨ�^RGD ��AED ( Anti - explosion Decompression) �yԇ��NORSOK M710 �˜ʽo����RGD ���x�dzЉ��O��Ȳ����ى������͌��B�돗�Բ���( ��O ��Ȧ) �Ľ��|��Û���±��Ƶęz������ǰ���dzЉ��O��Ȳ��ĉ����������ʱ�횴��ڝB�돗�Բ��σȲ��Ľ��|�ĔUɢ���ʡ�Ŀǰ��RGD ��AED �z�y���g�ڇ����õ��J�ɺ��ƏV��
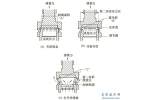
�������Џ��Բ��϶���һ���ĝB�ԣ����B���ܷ�Ȧ�ȵĚ��w������ጷŕr���M���ܷ���ȵĚ��w��Û��ԇ�D��͉�������ɢ�����ͻȻй�����ܷ�Ȧ�͕�������ǘӱ��ơ���ijЩ��������r�£��ܷ�Ȧ�����ڼ���й����������Park ��˾���ܷ�Ȧ����й���M���˴������о��������]����N380 - 80 ���z���ϡ�Ų���˜�M710 ���ֿ�RGD ���������О��ܷ�������x�����Ҫָ��֮һ�����ƶ���RGD�z�y���gҎ����
3��RGD ԇ��c����
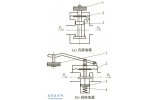
����3.1��ԇ�l��
�������˜ʌ�O ��ȦRGD ԇ��Ҏ��Ҋ��1��
��1 ����O ��ȦRGD ԇ�l��
�m��1
����3.2��ԇ�E
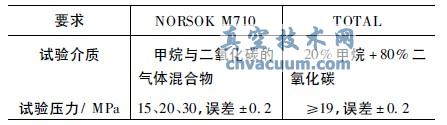
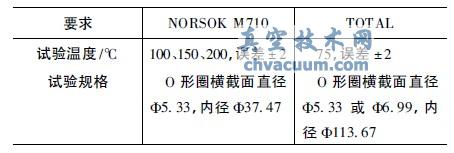
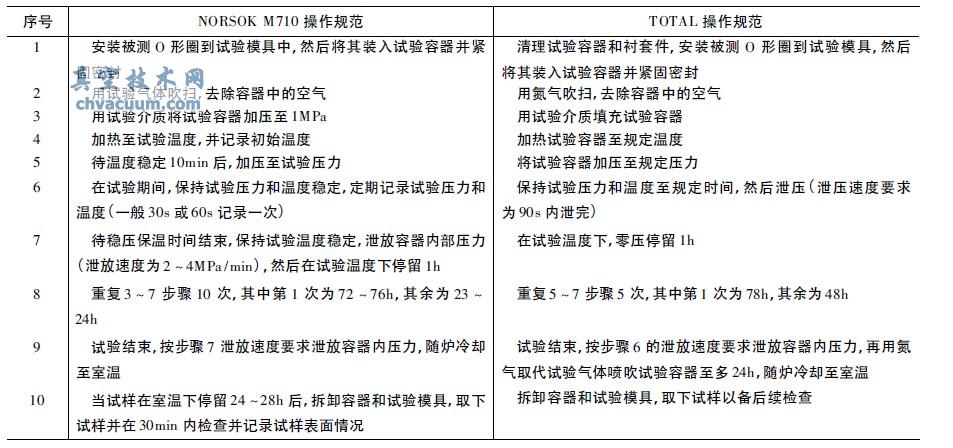
����Ŀǰ��������ᘌ�O ��Ȧ��RGD ԇ������NORSOK M710 ������TOTAL ��˾�ļ��gҎ��( ��2) ��
��2 RGD ԇ�E
����3.3���Y���u�r
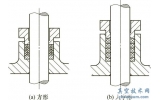
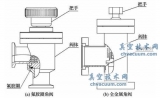
����������O ��Ȧԇ�ӽ��^RGD ������ѭ�hԇ��ԇ�Ӱ�����ȷ��г��Ķ�( �D1) �����@�R�����ٿɷŴ�10 ���ķŴ��R�^��ԇ�әM�����σ��Ѽy��r���M�еȼ��u��( ��3) ��һ����r�£�RGDԇ���y����O ��Ȧ�ĽY���u�r�ȼ����^3 �������Ծ��ա��D2 ��RGD ԇ��O ��Ȧԇ�ӽ������ʾ��D������ԓԇ�әM�����ϳ��F���^8 �l�ă��Ѽy������1 �l���ϵă��Ѽy�L�ȳ��^�M����ֱ����80%�����o؞�����Ѽy���ʶ��u��4 ����
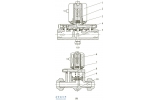
����4.2���ضȿ���
����ᘌ�O ��ȦRGD �z�y�^�̵Ĝض�Ҫ��( t≤200�棬�`��± 2��) �������������w���w�ӟ᷽ʽ������ģ�����m��PID �����c�ɿع��{����Ӌ��C�ɼ��c�������g��Y�ϣ����FRGD �z�y�^�̜ضȿ��١��ʴ_���ơ�
�����ӟ����У����������|�����w�e��������e������ϵ���Ͳ������|�����أ��_���ӟ�Ƭ�Ŀ����ʣ�ͬ�r�鱣�C������ضȿ��Ɯʴ_����ԇ����w�ȱ����ܾ������b������ͬ�ļӟ�Ƭ�����w�ײ����b���P�֧�μܣ���֧��ԇ�ģ�ߡ��ضȿ���������ģ�����m��PID �㷨�Ϳɿع��{�����Ƽӟ�Ƭ���F( �D5) ��
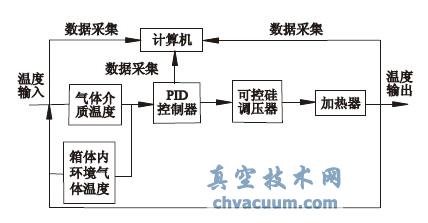
�D5 RGD �z�y�ضȿ�������
�������ȣ��ɿع��{��������4 �� 20mA ����̖���{��ݔ��늉���ݔ��늉���׃���ӟ�Ƭ�Ĺ����S֮��׃���M�����Ƽӟ�ضȡ��ضȿ����^���У��xȡ2 ���y���c���քe�O�y�ӟ����w�Ȳ��h�����w��ģ�߃Ȳ�ԇ���|�ضȡ�ͨ�^�ˌ���ˇ�^���M�МضȱOҕ�������ɼ����Ĝض���̖���������������M�����w�Ĝضȿ��ƣ��Ķ��_������Ҫ��RGD �z�y�r�����Ȍ��ӟ����w�Ȳ��h�����w�ضȼӟᲢ������Ҏ��ֵ��Ȼ��ģ�߃Ȳ�ԇ���|�ضȷ����ڙz�yҎ��ֵ���`��± 2�淶���ȡ�
5���Y�Z
����RGD �z�y����O ��Ȧ�߉��Ě��w�B���Uɢ����Û�����Ƶ��^�̼��M�����Ѽy��ʧЧ�����c�Y���u�r�����a�ˏ��Բ������졢Ӳ�ȵȳ�Ҏ�yԇ�IJ��㣬������ָ���ߜظ߉�̼�仯���﹤�r���Բ���( O ��Ȧ) ���x���c�aƷ�|�����M����Q����ʯ�ͻ����ܵ��y�T�ܷ���ļ��g���}����߿���O ��Ȧ�aƷ�ć��a���ʡ�