偠t�p�p������ϵ�y�ĸ����c���F
�������ڌ�偠t�p�p������ϵ�y��������ԭ��������Ŀ���ϵ�y��Ӳ����ܛ���ɂ����棬�����דp�ĵIJ����M�м��g��׃�����ϵ�y�Y�����Σ�����˿���ϵ�y�Ŀɿ��ԣ�����ȵp��ϵ�y���ϣ�����ȫ����Ч���a�ЬF�����x��
������ˇ�����ķ����ɿ��DZ��C�aƷ�|������Ҫǰ�ᡣij݆̥��˾Ŀǰ��䓮a���s��15000��/�죬������a�^����ˇ����ȉ��������B�m���o��ƽ�����Ʉ����S���վ��݆�Cһ�������õ���������݆�C���������\�Еr�����p�pϵ�y��偠t�����^���������p�p������������ڈ��ЙC�������h�����ӣ�ϵ�y�ɔ_����̫�࣬�������l����ʧ�`����K���¹�ˇ�������ˡ����@�N���ϰl������ͻ�l�Ժ�Σ���Դ�����c����ˣ���θ����p�pϵ�y����Ʒ�|����������ϵ�y���ϣ�ʹ���\�пɿ����ɞ��O���������c�n�}��
1���p�p������ϵ�yȱ�ݷ���
����Ŀǰ�p�p����ϵ�y������ģʽ�ǣ�偠t���o������3.2��3.6MPA���ضȞ�420�桫445����^�����������p�p�{���y�p�p����ɞ鉺����1.47��1.52Mpa���ض���230�桫240�淶������������䉺���͜ضȿ������ɂ������y���������ض���̖��������MS9000���������ɿ������l��������̖ͨ�^�ֲ������F���{���y�M�п��ơ�
����ᘌ����܌��¿���ϵ�y�������ĸ��h���ĬF������������F���h���ض��L�ڸ��_60��ȣ����Ԫ�������ϻ�����̖��ݔ·���L�����^�l늙C������ҵȏ�늅^�����a���ɔ_��̖��ͬ�r�{���y����ǰ���ʹ�Õr�g��ã������y�T������й©���������`�������`�����ȡ���N���،����½������Fϵ�y����ʧ�`���p�߰����܇�g���F�����U��Ʒ�����ؕr���ò�ͣ�a��
2���p�p������ϵ�y�ļ��g�����c���F
�����������p�p����ϵ�y��������ԭ��������҂������דp�ĵIJ����M�м��g��׃�����p�p�b�õĹ���Ч�ʣ��_��偠t��ȫ�������������\�С�
����2.1�����Q���������
����ԭ������·�OӋ���������Y���ݲ��ú��ӽY�������a�����|���������Ԫ���ض�Ư��ʹ�Üʴ_���½���ᘌ��@�N��r���҂������xُ���·�OӋ���������ھS���Q(���ʽ)�܉�p�پS�ޕr�g������̖�������ͬ�r�������������׃������У�������ԭ��һ��һ�θĞ�2����һ�Σ����C�˅����y���ľ��_�ȡ�
����2.2�����M�S���Y��
����ԭ늄ӈ��ЙC�����a�S���OӋ���S�������wʽ���ҹ̶���˨ֻ��2�����z�����דp�ģ���һ���z���p�ĸ��Q�dz��韩�����^���y���ߴ��L�D�ӹ��Ğ��ɃɉK�M�ɣ����S���Ĺ̶���˨��2�����Ӟ�4������Ӳ�ñ�������ڙz��̶���˨�ɾo�̶ȡ�
����2.3���h���ضȸ���늸ɔ_�đ�����ʩ
�������ڬF���h�����ӣ��h���ضȸߣ��e���ļ������_��60��ȣ��������ڃx�����g�����ĘO����(-25�桫70��)���Ԫ���L�ڹ����c�˭h���£��O���ϻ����Ķ������Լ����½��������҂��l�F�ŷ�늙C�Ľ^������Ҳ���½����O�ן��������ˣ��҂��м��yԇ�ˬF���x���ϵ�ÿ�����Ԫ�������ܣ����ڼ��g����ָ������ƫ����ܵIJ���Ԫ��ȫ�������˸��Q�����ŷ�늙C�������P���g�����ṩ�o�R�_�M���������@�ƣ����b�䡢�Ӿ����{ԇ�\��ԇ��C����ȫ���Դ���ʹ�ã���ݔ��̖���^�l늙C������ҵȏ�늅^���a���ɔ_��̖���҂���ϵ�yÿ���h���M������һ�z�飬��׃�˾ֲ���|�����������ε���|�Ğ�������|�������C�ӵ��ο���
����2.4��������ϵ�yʧ�`�ĸ��M
�����p�p����ϵ�y�Ĺ���ԭ���ǣ������������ɉ���׃�����z�y������̖��������MS9000����������S9000�������l��������̖ͨ�^�ֲ����͈��ЙC�����������y�Tλ�÷�����̖�M���\���ֱ��ݔ�������D��̖��늄ӈ��ЙC��늙C������늙C�����D����늙C�����D���������{���y�y�U�����\�ӣ��Ķ���׃�����y�T�_�ȣ����{���������ã�ֵ��һ����ǣ����{���y�cһ���{���y�Y����ͬ���y�T�ײ�����p��ˮ���y�T���c������ϣ���p��ˮ���ɜp���{���y���ڿ��ơ���ضȡ���������ԭ��D��D1��ʾ��
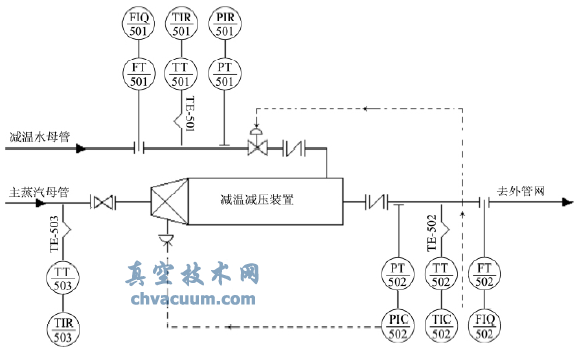
�D1 �p�p�ضȡ���������ϵ�y�D
�����p�p�ضȡ���������ԭ������D��D2��ʾ�������y�Tǰ����Ñ�ؓ��׃�����������˹��{���y���_����ˇָ�ˡ����˱��C���IJ����������ɿ��ԣ��҂��M�������Ў���ĸ��죺
�����ٌ����¹��ϵ�߉̎����Run/Disable耳��D�Q�_�P�ij������D�Q���ڌ��c��λ�CͨӍ�Ľ��^�̶��ο����۞����Է��fһ���Q������һ����Ԅ��{��ϵ�y�������Ӄ��_�λ�·�����{�����̓ɂ��D�Q�_�P����׃ϵ�y�Ӿ���ʽ����S9000����ʧ�`�r�ГQ�D�Q�_�P��Ͷ�������{�������ơ���������ϵ�y�Dʾ��D3��ʾ��
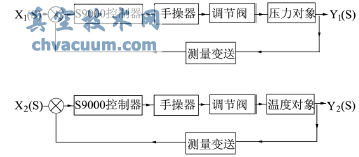
�D2 �p�p�ضȡ���������ԭ������
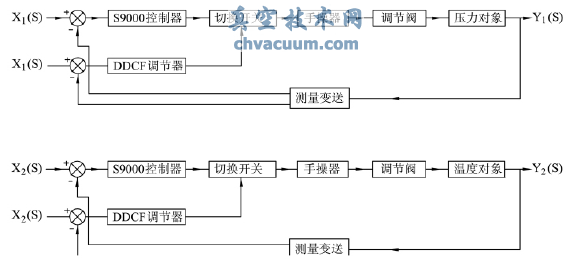
�D3 �������p�p�ضȡ���������ԭ������D
����2.5���{��늄ӈ��ЙC��
������늄ӈ��ЙC���M�в�z���҂��l�F�u݆�u�U�C���L���г�܉�����⻬�����֝L��ĥ�p���أ����Q���еĝL�飬��ĥ��ƽ܉���������ߜص�䇻�֬�����D�Ӳ��������ͣ����y�T��늄ӈ��ЙC���M�����½M�b�����C���ܝM�㹤ˇ��Ҫ�����ܷ����{��Ҫ�����{���x܇�C���ɾo�̶ȣ���׃�ֲ������O�������������������ЙC�������`���ȣ�ʹ����ܲ����ܰl�������ֲ��������ʎ��ʧ�جF��
����2.6�������������ƅ���
���������Ԅӿ�����Փ�����ډ����y�c�b�ڜp���y���h�ĵط�������׃���r�����^�죬�������{������Ĝ���r�g��С�������ٶȺܿ죬��ˣ������{�������r���Ŵ����O�õô�һЩ���e�֕r�gСһЩ�����������Ì������{������ķ������У�һ�㲻���������ã���ՓҪ��Ŵ�K=2.5��5���e�֕r�gTi=5��10�룻���p��ͨ�^�p��ˮ�����ƣ��ضȜy�c�x��ˮ�c���x�^����K=2.5��5֮�g��Ti=10��20�룬Td=(1/2��1/3)Ti�����ډ���׃�����ض�Ӱ��^��Ͷ�É����Ԅ��{�������ڜضȿ����|������ߡ������@һ��Փ��ָ�����Y���҂��Č��H���r�����^�҂��ׂ���θ�ۙ�O����\�У������������K�ڵõ���ѵĵ�PID���ƅ�����ʹ��ϵ�y���H���Ƽ��r�����ҟo��ʎ�������͜ضȾ��ȵõ���ߡ�
����2.7���{���\�й�����ʽ
���������y�T�L��ʹ�ú���һ����й©����ʹ���ڵ�ؓ�ɕr�y�T���������^��Ķ�Ӱ푿����|�����˕r�҂�Ҫ���\���ˆT�������_����һ�_�p�p�{���y��������ԓ�p�p�{���y��ؓ�ɣ�(��һ�_�p�p�{���y���b��ԓ�p�p�{���y���Ǻ��ߵ�һ����֧���ṩ9����������������ͨ���ɰl늙C���������õ�������һ�_�p�p�{���y�_��̫�ݱ�Ӱ푰l늙C�l������@�ӾͲ����_�������\��)�����`�C������헴�ʩ�dz���Ч��
3���Y
�������^���p�p����ϵ�y�ĸ��M�c�����{ԇ�����a�Ԅ��^�̵��Ԍ��F���ĸ�����������\����r�������aЧ�����@��ߣ��O��������偠t�������oϵ�y�ķ����ԺͿɿ��ԣ������@������ɫ�ͺܴ�Č��Ãrֵ����������a�\�Р�r��������ȡ�����@��Ч�棺
����(1)�˸����Ŀ����Ͷ�Y�s5000Ԫ����ţ���Ҫ����ُ�I4�_�λ�·PID�{��������������������Ԫ���ȣ�������Ͼ��͵�ȡ�ģ��p����Ͷ�Y�����s�˾S���M�á�
����(2)�ص��������y�T�Ŀ������ų������y�T�IJ������_�P�o偠t�͉����ܵ������İ�ȫ�[����
����(3)�����δ���F���O����϶����¹�ˇ�������ˡ����܇�g��˶����F�U��Ʒ����δ��˶�ͣ�a�������������B�m���a��