���M�ͳ��R����݆�C�߉��{���y�y���Ʉ�̎��
�����A����ݰl늏S�������M���ݼ��g���a��630MW���R����݆�C����Ͷ�a�ԁ����߉��{���y�Ⱥ�l���y���Ʉӣ������S̎��δ����ȫ�����[����ͨ�^���߉��{���y�y���Ʉ��M��ԭ�����������ȡ�ɿ��F��̎�����������C�C�M��ȫ�����\�С�
����
�����A����ݰl늏Sһ�ڹ��̰��b���_630MW���R��ȼú��݆�l늙C�M����݆�C�����M���a���������ݹ�˾���g��݆�C����̖��N630-24.2/566/566����݆�C��ʽ�鳬�R�硢���S�����ס������������g�ٟᡢ����ʽ��ԭʼ�OӋ�~�����ʞ�630MW������B�m������648MW�����_�C�M�քe��2007��9�¡�11��Ͷ�a�l늡��߉��{���y�y�w�ϼӹ��л��ף��y������Һ����s���b����ף��c������0.19��0.23mm�^ӯ�����y�w�c�y��֮�g�_�״���ֹ���N���ⲿ���b�z�²��⺸���֙C�M�ڵ�һ�θ��{�T�y���ɄӺ��y�M���·��S̎��������S���y���^ӯ���Ӵ�0.28mm���y���c�y�w�Y��̎���ӷ⺸��
1���߉��{���y�y���v�Ιz��
����2008��10�£���1̖�C�M��һ�Ιz���Դ��ޣ���1̖�C1̖��2̖��3̖���{�T���w�z��r���l�F�y���c�y�w������g϶�������~���Ó��y���r�����@���ɄӬF��2̖���{�T�y���Ʉ��Ȟ���أ�����ȫ��Ó��2008��10��26�գ���˾�M������S�������_���}�����_����K̎�����������˷�ֹ4̖���{�T�y�����F��Ƶ���Ó�F�Q����1̖��2̖��3̖��4̖���{�T�y��ȫ�����Q̎��������S�������OӋҪ��_�����b��ˇ���^ӯ�������D�N����ϳߴ���ψD��Ҫ��
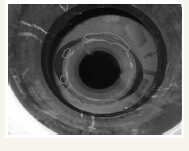
����2009��4�£���2̖�C�M��һ�Ιz���Դ��ޣ���1̖�C���{�T���w�z��r�l�F��4ֻ�߉��M���{�y�y�����в�ͬ�̶ȵ��ɄӬF�������~���Ó��y���r�����@���ɄӬF����1̖�C�������S̎����ȱ����D1��ʾ��

�D1 3̖�߉��M���{�y�y���Ʉ�
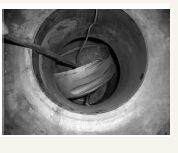
����2012��10��13�գ�1̖�C�MС�����g�����]��4̖�߉��{���y�y�U���ѣ�����С�ޙC�����Q�µ��y�U��4̖���{�y���w�^���аl�F���y�������_��1/2����ľ���Ó��������@����ײ���������Д����y�������Ʉ��[����ȱ����D2��ʾ��
�D2 4̖�߉��M���{�y�y��
����2013��5�£�1̖�C�M���ޣ��߉��{���y���w�����~���y���M���Ó����z��l�F1̖��2���{�y���������_�ѣ��_�ѷ����_1/2��3̖�߉��{���y�y���D��3mm��4̖�߉��{���y�N��̎�y��������������ط����~���Ó�����������ľ�^�ֱ��Ó������@����ײ�������Д�3̖��4̖���{�y�y��������Ó��
2��ͬ��͙C�M���{�y�y���Ʉ��{��
����ԓ���600MW��݆�C���߉��{���y�ձ�����y���Ʉӵ���r����20�_�C�M���l���^�y���Ʉ���r��
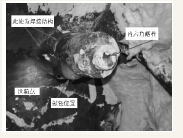
��������ij늏S2̖�C2008��8�°l��4̖���{�y�y����Ó���D3��ʾ��
�D3 �y������l�����D
��������ij늏S1̖�C2008��5�°l���y���Ʉ����l�N��й©���D4��ʾ��
�D4 �y���Ʉ�����N��й©
�������Kij늏S1̖�C2011��10�°l���y������2010��5�°l���߉��{���y�y����߅Ó������40mm���y���c�y���H�܆�߅38mm���|����r��
�������Kij늏S5̖��6̖��7̖��8̖4�_�C�M�l���y���Ʉӣ�6̖��7̖��8̖3�_600MW�C�M��12���y���F���z���y���Ʉӣ��F���M�в�ж��
3���߉��{���y�y���Ʉӵ�Σ��
�����߉��{���y�y��ͨ���OӋ���L�i�Uɢ�����߶��i�Uɢ����Ŀ�Ļ��ڃ��c��һ�ǽM���������������������������Ɂy��B���������������M�����ݱ���ɟo�����ӣ��������Ӈ����������M���������{�����y;������Ч���ո������ӵĄ��ܣ�ʹ֮�֏ͳɸ�λ���ܡ��oՓ�y��ć���M�Ǜ_��ʽ�~��߀�Ƿ���ʽ�~�ţ���Ҫ��“�~��ǰ�ā����ǟo�������@��ζ�������nj����ل���ͨ�^�Uɢ�����D�Q����ܣ��֏́����ĉ������Ա��M���~�Ÿ���Ч��������ͬ����ͨ�^���~�~�ź�Ѹ�ٔU����p�ٳɾ��������M���o�~�ŵ�ԭ����ͬ”��
�����Uɢ���Ʉ��¹���Ҫ�������y�����ܟ��B�Uɢ���^ӯ���p�ٻ�����ʧ�����Uɢ���ϸ����¹���Ҫ���F�ڣ��y�U��ӣ��S����ӄ���;�C�M׃���r�r�{�y�����t����o���Ӝp���ʣ��C�M�������������[�С��y���Ʉ��ϸ�߀������C�M���ߕr�g�L�����T�����Բ��ϸ������������l��݆�C���ٵĐ����¹ʡ�
4���߉��{���y�y���Ʉ�ԭ�������̎��
4.1���y���Ʉ�ԭ��
�������{�y�y���Ʉ��ǹ��Ԇ��}����˾��2008���1̖�C���ޕr�z���y���Ʉӣ����������S̎�������r̎����ˇ�錢�^ӯ�g϶��0.22mm�Ŵ�0.28mm�����y��߅�����ӹ̶����F�ڿ��������r̎����ˇ�������@ȱʧ��ᘌ����{�T�y���Ʉӣ�����S2009�����ʹ�������y�����y�����|��10325PJ(12Cr2Mo)׃����X10CrMoVNb9-1���y���Y��̎�L������30mm;�y����Ͼo����0.21mm������0.30mm���y�������Ʉ�ԭ�������S���������M�ͼ��g�������������b��ˇ�_�������ڙC�M��ͣ��׃���r�^���У��y�����ܟ��B�Uɢ���^ӯ���p�ٌ����Ʉӡ��C�M�\�����g���y���ڸߜ��®a��׃�Σ��y�����^ӯ����u׃С������ʧ���nj����y���Ʉӵ���Ҫԭ�Y���OӋ�ϣ�ԭ�y���OӋ�^�̣��c�y�w֮�g���|��eƫС�������^ӯ��ƫС���y�wĸ�IJ��|(10315AP���ஔ��ZG15Cr1Mo1V)�ߜ����W���������^С���ߜ����L���\���^���Юa������׃�Σ������y���c�y��֮�g���^ӯ���ʧЧ��Ҳ���y���a���Ʉӵ�ԭ��֮һ��
4.2���y���Ʉ�̎������
����2009��������y���IJ��|�ͽY���M�и��M���y�����|��10325PJ(12Cr2Mo)׃����X10CrMoVNb9-1(�ஔ��P91���|)���y���Y��̎�L������30mm���y����Ͼo��������0.23mm������0.28mm�����]�����T�ѽ����1�Σ���3̖��4̖���{�y�y���M�ЬF�����Q�����Ȳ����@���������N�Ӱγ���Ȼ���������ù�����ǧ��플��f�y�����������đB�ݡ�
�������f�y���ײ����b�ܷ�壬ע��Һ�����������s�������^ӯ�����y���γ������M���C�����{�y���װ��������y���ߴ�ӹ����E�A�ȡ��F�ȡ��ֲڶȺϸ����y����Һ���о�������50min�����ٌ����y�������y�ӻ��׃ȡ����b���剺�o���y���֏ͳ��أ��ӹ��N�ס��z��ܷ⾀���p�����������z��ܵ��o����C�M����{�y�y�֞�1-2-3-4���C�M�����^���бM���ܜpС�y���c�y�w�Ĝز���Ců�C��֡�
5���Y�Z
�����ڙC�M�����^���У��M���������������Ľ^���ز�͜������ʡ��m���ؼӟ������ң��ڏ������y�����D���ГQ���{�y�����D��֮ǰ�������ҵăȱ���ض��ɾo���ȱ������ן��ż�y�������ڻ���ڌ��������yǰ������������͜ضȡ��ГQ�r�������y�����ؑ����ڻ����“�ГQ�r�����y�M���������”����ֵ�����ڏ������y�����D���ГQ���{�y�����D�٣�ʹ�������҉������ߣ��@Щ��͜ضȵ�Ҏ���ܱ����γɴ�����ˮ�������`��C���F�����Q�y���ķ���������Ч��������Ч�����y���Ʉӵİl����





