shellú�⻯�b���i���y�đ��ü�����M
��������shellú�⻯�b���_܇�\�����i���y���F�P����λ���y�������y�������Ȇ��}����Bԓ�y����Ҫ���gҎ����Ϸ����Լ�������ƚ�·���M���O���\�з��������s�����a�ɱ���
�����F���츣��������؟�ι�˾(���º��Q�츣��˾)���F����ú������I����Ҫ���a300kt/a�ϳɰ���200kt/a�״���150kt/a�����ѣ��⻯�b�ò���shell��ˇ��15��Ԫ�i�ҿ����y(���|���w��+����)��2010���_���ԁ�����ԓ�y�l�����F�P����λ���y�����y�������Ȇ��}���o�����r���ҏ����g�w���A���͵�����������ɶ�ν�ؓ�����a�������b�ñ���ͣ܇������Ӱ����b�õ������\�С�
1��15��Ԫ�i�ҿ����y����Ҫ���gҎ��
����ԓ�y�T�x������Kinder��˾���a��KBLV-2T-F8�ͽ����ܷ��_�P���y(����ʽ�̶���Y��)���y�T����/�OӋ������0.8/10MPaG������/����OӋ�ضȣ�250�桫300��;�B����ʽ��8"ANSIClass150��RF;й©�ȼ����p��ANSICLASSV�����𡢷��o��OӋ���y�w���|��A216WCB;�y���y�����|��316SS+TC�����ó����ه�Ϳ���g��Ϳ�Ӻ�Ȳ�����200μm������Ӳ������_72HRC���������õĽY�������_������Ó��͘O�õ���ĥ�ԣ�ͬ�r�������õ����g��;�y�U���|��316SS+HCr���������Ӳ�tӲ��̎�����ӏ����OӋ���y�Uֱ���Ӵּs10%;�y������(����������ʽ)���|��InconelX750���_���ض�׃���a����ز�����F�����F��;����/���ϭh��ʯī���M��ߜع��r��Ҫ���ЙC���x��Ro-tex(DRC400E-6)�aƷ����ӈ��ЙC�����M��0.5MPa�Ĺ��≺������ȫϵ����1.3�������ЙC�������ʽ�����Ï��ɏ�λ���ЙC����ԓ�y�T���ЙC��Ť�ؔ������±�1��
��1 �y�TŤ�ؔ���

2�����ϬF��ԭ�����
�������Д࣬�J�錧��15��Ԫ�i�ҿ����y���y�T���������_�P��ԭ���д��������c��(1)��Դ�Ƅ������_�����~��ֵ;(2)��̖����;(3)�y�w�͈��ЙC���Cе����;(4)Ť��������;(5)���ЙC���ď���������;(6)��ˇ�����l��(�yǰ����0.01MPa�P�]����0.8MPa�ض�250�桫300��)���ܝM��;(7)�y����y���ܓp�Č��¿����ȵȡ���ˣ������a�c�z���^���Ќ�����ԭ���M����һ�Ų飬��Դ����0.5��0.6MPa����;DCSϵ�y���y�T늴��y�ϵ���̖�o�e�`;�y�w�͈��ЙC���Cе��������;���y�T�M�н��w�l�F�y���������δ���ܓp�F��;��ˇ�l���M�㣬�����܌����y�T�����P�];��Ť�ط������������ԓ�y�T��Ť�ؔ�������֪��ԓ�y�T��Ť�طŴ���1.3����ԓ�y�Tʧ��r�y�T��B��FC��B�����_��ʽ�����ɏ�λ(��������ȥ�P�]�y�T)����ȥ���ώN��r��ͨ�^Ӌ��Ҫʹ�y�T�P�]��2423(N·M)��������������Ť�ذ��ֶ�Ό��İ����Ͽ��Եó���Ҫ��345(N·M)�����������y�T�_�P�����\����������K�ó��ˌ����y�T�����P�]��ԭ���Lj��ЙC�����������������Ӌ��Ҋ�D1�����ɳ�������K��ʾ��ָ�����ɱ����s�r��ÿ����1mm���x��ؓ��(kgf/mm)��
����ʽ�У�G-���ĵ����ģ��;d-����;D2-�⏽;D1-�ȏ�;D-�Џ�=D2-d N-��Ȧ��;NC=��ЧȦ��=N-2
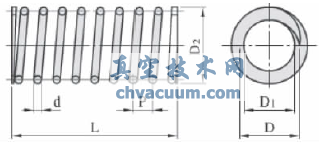
�D1 �������Ӌ��D
3�����췽���͌�ʩ
������������ԭ����������2�N��Q������������(1)���Q���ɣ����ӏ�����;(2)������ЙC�����á������Q���ɣ�ͨ�^Ӌ��������2�������������Ӛ���L�ȣ�Ͷ�Y����0.6�f������ӆُ��؛�����L��ͬ�r�ھ����QҲ���ںܴ�İ�ȫ�L�U������Ӱ����b���L�����\��;���������ƚ�·��ֻ��һ���iֹ�y�������Ś��y�������Ĺܼ������㡢���С����Ρ�Ͷ�Y��ֻ��Ҫ2000Ԫ����ţ��o��ȫ�L�U������ƚ�·δ���M���M���ʾ��DҊ�D2���D3��
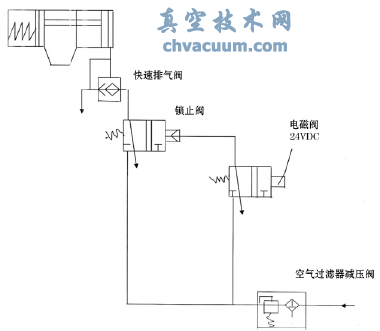
�D2 ����ƚ�·δ���Mʾ��D
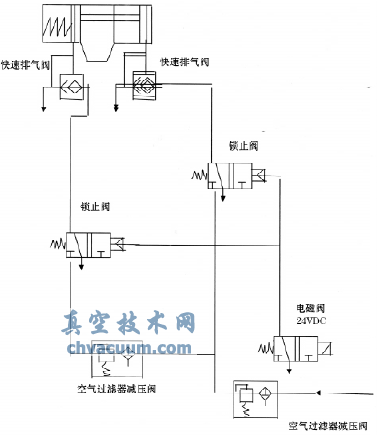
�D3 ����ƚ�·���M��ʾ��D
4�����쌍ʩ���Ч��
����ͨ�^������ƚ�·�M�и��M��15��Ԫ�i�ҿ����y��2010��2�¸�������ԓ�y�T�ȱ�������õ����ԣ��ְl�]���p���õă��c���\�зdz���������δ���F�κι��ϣ��O���\�з��������s�����a�ɱ���
5���Y�Z
����������15��Ԫ�i�������y�ļ��g���쌍ʩ���\��Ч������ú�⻯�b�ó��F��ͬ���ϵ��y�T�磺����V-1301�ij��߉�������y�TҲ�M����ͬ�ӵĸ��졣���������y�TͶ�ð����ԁ�������δ���F�κι��ϬF���H������shellú�⻯�b�õķ����\�У����ҹ��s�����a�ɱ���







