���a(ch��n)���R��600MW�C(j��)�M�߉������T�y���Ѽy�ķ������y�����Q̎��
����ͨ�^���V�|���A����_ɽ�l(f��)�����˾���R��600 MW5̖�C(j��)�M1̖�߉������T�y���Ѽy�a(ch��n)��ԭ���M(j��n)�з���,�J(r��n)�����亸�Ӻ��̎����ˇ������(d��o)��ȱ���γɡ�ᘌ��@�����},����F(xi��n)�����Q�߉������T�y����̎����ʩ,���ķ����x���L(f��ng)�U�u��������Ӱ푡�̎�����ɼ���ˇ���E�ȷ����M(j��n)��̽ӑ���ɹ����Q��ԇ�(y��n)�ϸ��C��(sh��)�ˬF(xi��n)��̎���ߜظ߉��\(y��n)�в����Ŀ����ԡ�
�����V�|���A����_ɽ�l(f��)�����˾(���º��Q�_ɽ늏S)5×600MWȼú�C(j��)�M���õ���݆�C(j��)���Ϻ���݆�C(j��)����˾���M(j��n)�������ݹ�˾���g(sh��)���a(ch��n)�ā��R�硢һ�����g�ٟᡢ�ĸ����Ś⡢���S������ʽ��N600-16.7/537/537����݆�C(j��)��ԓ�C(j��)�߉��M(j��n)���y�T����һ���߉������T�̓ɂ��߉��{(di��o)��(ji��)���T����(g��u)�ɵĽM���������T���Pʽ���ã��{(di��o)��(ji��)���y����ʽ���á�
�����߉������T���{(di��o)��(ji��)���y���ڸ߉��M(j��n)��̎�ṩ���p�ر��o(h��)�������T��ͣ�C(j��)��o���¼��r����M(j��n)�����ڙC(j��)�M���ӕr�ÿ�����݆�C(j��)���ٵĹ��ܡ������T��Һ���(q��)���̈́әC(j��)���ܗU�_������������Ѹ���P(gu��n)�]�������T�����y�����ƽ��ʽ���������T�����ГQ�����{(di��o)��(ji��)���T���ƕr�����P(gu��n)С������{(di��o)��(ji��)���y��һ���̶ȣ�ƽ�≺�����ȫ�_�����T����(d��ng)偠t����݆�C(j��)�g�������ܵ����M(j��n)��ˮ��ԇ�(y��n)�r�������y����(d��ng)����ֹ�yʹ�á�
�D1 �����T�y��
�������A�_�5̖�C(j��)�M2006��11��Ͷ�a(ch��n)��2008��1��31��ͣ�C(j��)���M(j��n)�а��b�ԁ����״Ιz���Դ��ޡ��ڽ��w�z���аl(f��)�F(xi��n)1̖�߉������T�y���ܷ⾀��һ�L�s30~���Ѽy؞���ܷ⾀���Ѽy�c�ܷ⾀������ֱ(Ҋ�Dl)��(j��ng)�^�z���Ѽy����ѽ�(j��ng)��˾̫��Ӳ�|(zh��)�Ͻ��ӡ������T�y���IJ��|(zh��)��12Cr2Mo������258Kg���y�ڳߴ磺��406.4±0.127mm���y�����ֱ��575mm���y���IJ��|(zh��)��ZG15Cr2Mol��
1��ԭ�����
�����߉������T�y�����w���|(zh��)��12Cr2Mo�����y���ܷ�������Stellite J7111��̖���l���仡�����Ѻ��߶ȼs��6-7mm�����p�z��ϸ�քe����܇������(sh��)�،���ĥ��ĥ�Ƽӹ����ɡ��ӹ����steiliteӲ�|(zh��)�Ͻ��Ӻ�ȼs��2~3mm��
����������֪��steliteϵ��Co���Ͻ��������ĸߜ��@���Ͻ𣬾��Ѓ�(y��u)���ĸߜ����ܣ���(y��u)���ğᏊ(qi��ng)�ԣ������g�ԡ���ĥ�ԡ��g�ԺͿ����ƣ�����ܼ���������������ͬ��steliteӲ�|(zh��)�Ͻ��mȻ�ɷֺ�������̖��ͬ����e�^�������^(q��)�g�s�飺Cr��24.5��32.5%��W��3.5��11.5%��Co��50%��65%��������?y��n)���ߺϽ������o���ӎ���O���Ӱ푣���(sh��)�H�����^���У������F(xi��n)Ӳ�|(zh��)�Ͻ����|(zh��)������(w��n)�����Ѽy��������������p��;���ӵ��|(zh��)��ֱ��ȡ�Q�ں�ǰ�ğ�̎�������еĺ��Ӝضȿ��Ƽ�����ğ�̎������������κ�һ���h(hu��n)��(ji��)���Ʋ��������п��܌�(d��o)���Ѽy�͚�İl(f��)����
�������A�_�5̖�C(j��)�Ml̖�߉������T������?y��n)麸��ğ�̎����ˇ�������ڙC(j��)�M׃ؓ(f��)���\(y��n)�м���ͣ�^���еĽ�׃�ᑪ(y��ng)���_�����ښ�����(y��ng)��ጷŵ�����(d��o)�£�Сȱ���γɲ�Ѹ�ٔU(ku��)չ���L�_(d��)30mm�ľ����Ѽy��
2�������_��
�������˱��C�C(j��)�M��늾W(w��ng)���ú�İ�ȫ��(w��n)���\(y��n)�У������߉������T�T���Ѽy�ط���������U(ku��)չ�����F(xi��n)Ӳ�|(zh��)�Ͻ���Ó�䣬���������T�P(gu��n)�]����(y��n)���������l(f��)�C(j��)�M���ٵĐ����¼��l(f��)�������c����S�ij�֜�ͨ�£��Q�����ô��ęC(j��)���ص�̎���Ѽy������(j��)�F(xi��n)��ʩ���l�����y�ȡ�̎����ˇ�ij���ȡ��C(j��)�M�İ�ȫ�\(y��n)�еĿɿ���Ҫ�����ڵ����ƣ��ƶ����������N������
2.1�����N����
��������һ������߉�(li��n)�����T�������B�ӹܵ������߉������y�\(y��n)ݔ���Ϻ���݆�C(j��)����˾�����Ϻ���݆�C(j��)����˾�����³��S��(bi��o)��(zh��n)�M(j��n)�мӹ���������S���C�ӹ��`�ͨ�^�ӹ����ȵĿ��ƣ����C���T��(y��n)���ԡ�
��������������Ŀǰ���T���Ѽy�M(j��n)�д�ĥ���a(b��)������̎�������ٙz�(y��n)�����������õ���ĥ���T̥�ߌ��߉������T�Tо�c�T����ĥ��
��������������ĥ�߉������y�y���c�y�����ܷ⺸���������ù��߲���f�y�������f�y�����Q�����y����������܇���ӹ�����(sh��)�،���ĥ�����ȱ��C���F(xi��n)�����߉������y���y���M(j��n)���ֹ���ĥ�����C���T�ć�(y��n)���ԡ�
2.2�������x��
������1�����N������(j��ng)��(j��)���L(f��ng)�U��������
��1 ���N������(j��ng)��(j��)���L(f��ng)�U����
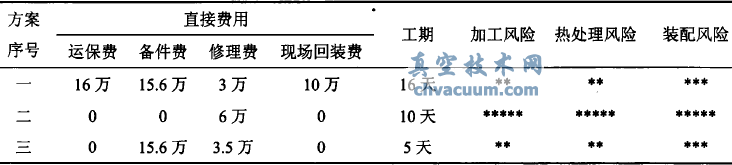
����ע��*�����L(f��ng)�U�̶ȣ�*�����ͣ�**�����У�***�����ߣ�*****����O�ߡ��b���L(f��ng)�U����Ҫָ�y���c���w�b�䡢�yо�c�y���،��С����w�c�����ܵ��B���еķ����L(f��ng)�U��
��������һ����������ˏS�Ҽ��g(sh��)�YԴ�͌���܇���cĥ���ı����ԣ���(ji��)ʡ�˼ӹ��b��r�g���pС���b���L(f��ng)�U�������A(y��)Ӌ�M(f��i)���\(y��n)ݔ���U�M(f��i)16�fԪ������T��15.6�fԪ���b���˹��M(f��i)�����Ӻ͟�̎���M(f��i)3�fԪ(�����M(f��i)�������|(zh��)���ڃ�(n��i)�������M(j��n)��Ӌ��)���F(xi��n)����߉�(li��n)�����T�ķ��S���l(f��)���������T�M(j��n)���ܺ�GVI��GV3��(d��o)���ܽӿڹܵĸ���c���b���l(f��)�����M(f��i)��10�fԪ�����w�M(f��i)�Ì��_(d��)��44.6�fԪ�����r�����֮�⣬߀���ڼӹ��|(zh��)�����Ƀ�(n��i)�أ������_(d��)16��֮�ã��\(y��n)ݔ�L(f��ng)�U���Ӱ푴����ڵIJ������ء�
����������������Ҫ�ÓQ�������(ji��)ʡ���y���c���w�M�b�ĕr�g�����ǬF(xi��n)�����a(b��)���������T���w��30mm��̎����ˇҪ��ߣ�һ���T��12CrZMo���|(zh��)ȥ��(y��ng)���˻�ض�680��720�ȣ��y�����|(zh��)ZG15CrZMolȥ��(y��ng)���˻�680��720�ȣ����Ҹ߉������T���w�Y(ji��)��(g��u)��(f��)�s�����w��(n��i)���o���ð�Ꭷ�M(j��n)�мӟᣬͬ�r������_(d��)10T���T�w����ӟᵽ70����Ƿdz����y�ġ���֮steliteӲ�|(zh��)�Ͻ���������Ҫ��(y��n)��ĺ�ǰ��̎���������̎��Ҳ�քe��Ҫ�Ă��A�ε���u�˻�;��̎����ˇ�������Ʋ���(d��ng)���dz�����(d��o)��Ӳ�|(zh��)�Ͻ����_������ĸ���Ѽy�U(ku��)չ����(d��o)��U������steiliteӲ�|(zh��)�Ͻ�Ѻ�����Ҫ����܇���M(j��n)�мӹ����ֹ�̎���Ǻ��y�_(d��)��Ҫ��ľ��ȵġ��������yо�y���Č�����Ҫ���I(y��)�S����������̥�ߣ����⌦�еĹ�����Ҳ�dz����L(f��ng)�U���ஔ(d��ng)?sh��)IJ��ɿء?/p>
��������������Ҫ�ÓQ�������Ҫ�������õ��b�ߣ���Ҫ���εğ�̎���O(sh��)�䣬��Ҫ���C����ijߴ�ӹ��M��Ҫ����߉������T���T���c�yо�ć�(y��n)�ܽ��|��������ӹ��ľ��Ⱥ��ֹ���ĥ�����C����(y��u)���ǹ�(ji��)�s���ڡ�
�����C�����������������ڴ����ڵ������£���(y��u)���x�����������
3��������(sh��)ʩǰ�Ĝ�(zh��n)��
�������˱��C�߉������T�T���IJ�ж����(f��)�b����̎�������ӡ���ĥ������������ȫ����M(j��n)�У���(y��ng)����Ԕ�M�Ĝ�(zh��n)�䣬����ʩ���L(f��ng)�U�����̎��Ч�ʡ�
�������ȷ�����������߉������T�M(j��n)���ܼ�1��3��(d��o)���ܵ��L(f��ng)�U����ֱ����70mm����Ȟ�3mm�IJ��P䓈@������������M(j��n)���ڣ��Á������c(di��n)���̶����c(di��n)�����������һ���zƤ�����أ�Ȼ������������(sh��)���أ�����ڱ��������һ�ӷ���̺����ֹ�y�����b�ܷ⺸�������T���Еr�a(ch��n)������м��ˎƤ���������w�R���������ܵ���GVI�cGV3�y�����w���ס����ֹ�������롣
����������Ì��ù��ߣ���߹���Ч�ʡ����ù����O(sh��)Ӌ����Ҫ���]���b���ã���ܻ��O(sh��)Ӌ;��߉������T�y���_(d��)257Kg���O(sh��)Ӌ����Ҫ���]����^���е�ƽ����{(di��o)��(ji��);���T���͚��w���õ����^ӯ��ϣ����ù���߀Ҫ���]���c�T������(zh��n)��Ĵ�ֱ�ȣ���ֹ���b�r���ж�����;��ߜز����L���\(y��n)�п��ܮa(ch��n)������Ƥ�����ù���߀��������ď�(qi��ng)�ȣ���(y��ng)�����ĺ�ȣ�ͬ�r��(y��ng)�M�����p�㣬�����b��;���˱��C�f�y��߀���^�m(x��)����ʹ�ã����b�^�̲��Óp�Ĺ���;���]�����ڣ����Ќ��ù��ߵ��O(sh��)Ӌ������(y��ng)�M���͵�ȡ�ģ���֜pС�ӹ��������ù�����Ҫ���������y���̶������y��(d��o)��1�K�������y���õ��F�ס�����060�ĈA���������ɵ����U�����ؗU��M52����ĸ����18#��䓱���������������֧��(18#��䓃ɗl��20~�����g�����F��6�������ӽM�϶���)�����w���������D���£�
3.1���̶���(d��o)���c�F�ף�Ҋ�D2
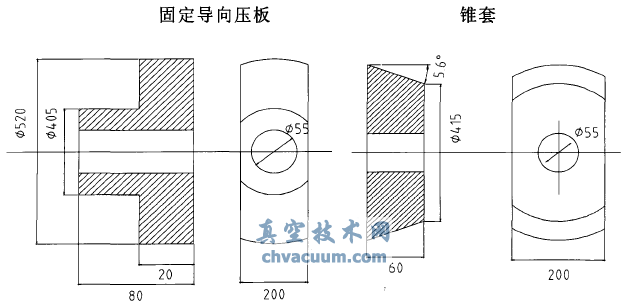
�D2 �̶���(d��o)���c�F��
���������F���F��һ��Ҫ����(zh��n)���䌢�c�y���ĔU(ku��)ɢ���N�ϣ�����ֱ��Ӱ��F���c��(d��o)��̶�����Č��С��̶���(d��o)�壬ֱ����450mm̎���c�y������С��(n��i)��̎�N�ϡ���ֹ�M�b�r�bƫ��Ӱ푌��С�
3.2�������U�c���ؗU��Ҋ�D3
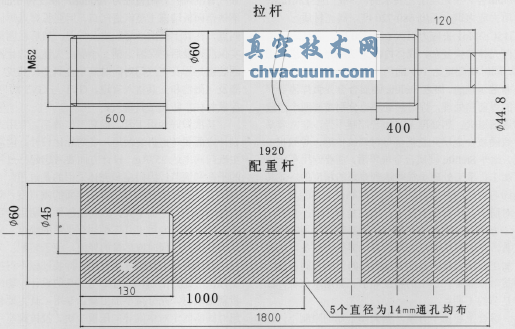
�D3 ���U�c���ؗU
�������ݼy��ֱ������ԭʼ���ϡ��pС�ӹ���������M52��ĸ����ʹ�Ø�(bi��o)��(zh��n)��ĸ��������Â���c�f�y�����y����(n��i)�ijߴ��(f��)�ˣ����c�D���M(j��n)�Ќ��ȣ�����(j��)���g(sh��)Ҫ��_���ӹ������������^���У���Ҫ���C�y���ľ��ȣ�ֱ�Ӟ���m(x��)�Ă���ӹ���(chu��ng)��l����
4����(sh��)ʩ���g(sh��)���E
4.1�����f�y��
����(l)���÷������M(j��n)��Ĵ�ʩ��ĥ�y���c�y���ܷ⺸�p����ĥȥ���к��⣬���M(j��n)�����������(f��)�b��������(zh��n)�䡣
����(2)�������õ��F��(�ؼs15Kg)ƽ�ţ�ֱ��С��һ�˳��ϣ�ˮƽ�����y���U(ku��)ɢ�Σ����D(zhu��n)90�����ţ���GVI�T�w���m�����~���Ó��F���c�y���ĔU(ku��)ɢ���N��(sh��)���˕r��Ȼ��Ҫ��ֹ�F�׃A����
����(3)�����U�c�̶���(d��o)�弰��ĸ�M�b�ã�����܇С�ĵĽM�ϼ��{(di��o)ˮƽ�����F�ף�ǰ����M52��ĸ���F�ס������c�y���̶���
����(4)�y���y������ε������T���m��ľ��x�������������c(di��n)����ӛ䛺Üy��λ�ã��Դ������Д��y���Ƿ��b��λ�Ķ�λ������
����(5)�������õIJ�䓽M�ϼ��������ѽ�(j��ng)�̶����y���ϵ����U�ϣ��M�ϼ��ɶ˴��^���T���m�Y(ji��)�����ϵĴ���˨���o�����U�ϵ���ĸ����䓽M�ϼ��c���T���m�Y(ji��)�����g���Ҹ���һ��roT���ҵ�ǧ��픣���프�ǧ��픣��M�ϼ������U������
����(6)���y������(y��ng)�Ě��w������һ��Ȳ���M(j��n)�мӟᣬ��һ��Ȳ�摪(y��ng)���Q�ӟᣬ��Ü�(zh��n)��6��8�ѿ��ѣ�����Ѹ�پ���ӟᡣ��(j��ng)���Ե��üt��ضȃx�y���y������(n��i)���w�Ĝضȡ����˷�ֹ�����T�ֲ��^��׃�Σ���(n��i)����ߜضȲ��ó��^30�ȡ�
����(7)���y���ض��_(d��)��70�ȕr��ԇ��ǧ����M(j��n)�м������z���Ƿ����프ӡ��Ժ�ÿ����5��ԇ�(y��n)һ�Σ�ֱ���ܰ΄��y����һ���ܰ΄ӣ�����ֹͣ�ӟᡣͬ�r�b�����ؗU������N�ӣ��b�����أ��������y��ȫ��픳������{(di��o)ƽ���y���Bͬ��䓽M�ϼ�������
����(8)Ѹ���ñ��،��T�w�ӟ�μ��T����(n��i)��ã���ֹ�ˆT�C������s�ٶ��^�쌧(d��o)���T�w׃�Ρ�
4.2���ˌ��ߴ�ӹ����
����(1)�m��(d��ng)�������ӣ�Ȼ���ՈD���y���T����(n��i)�����P(gu��n)�ߴ磬�y���f�y���Č���(y��ng)�ߴ磬����ԭ�b����r��
����(2)�y�����y�������P(gu��n)�ߴ磬���c�y���Č���(y��ng)�ߴ磬�_���ӹ������ӹ����^���У�һ��Ҫ�P(gu��n)ע�ӹ�ˮƽ�ͼӹ��O(sh��)��ľ��ȣ����܇������1.5����܇��܇���^���У���(y��ng)��(j��ng)���ԵIJ����y�������dz������Ҫ��dz��ߣ����Ԟ��˱���y���`���Ҫ�x��һ���쾚�ļ��g(sh��)�ˆT�M(j��n)�Ќ��ˡ����ߜy����Ҋ��2��
������2 ���f����ijߴ猦�ȼ��_������K�ߴ�

����(3)�����yо�c�y����������ϣ��ڙz�ވ����yо�y�U�M���c��Ʒ�y���M(j��n)�н��|�z�飬�(y��n)�C��(sh��)�ؼӹ����ȡ��M����r��(y��ng)���yо�y�����|���ã��������������H�ھֲ��Д��c(di��n)��������
4.3���y���c���w�b��
����(1)���ӹ��õĂ�����F�ס��̶���(d��o)�塢��ĸ�����ؗU�b��ã��b��ؓ(f��)�غ�����܇�����{(di��o)ƽ������ʽ�b������(zh��n)�䡣
����(2)�ٴΜy���T����(n��i)��B��ijߴ磬�_�J(r��n)�c�y�����^ӯ����0��0.05mm�ķ�����(n��i)��
����(3)�����Ȝ�(zh��n)��õğ�̎���O(sh��)�䌢���T���w�ӟᵽ�����^300�Ȼ�ʹ���y����(n��i)���c�����B����0.20mm�����ϵ��g϶����(sh��)�H��(n��i)�ڜضȼӟᵽ60�ȣ���ڜضȵ�250�ȕr����Û���ѽ�(j��ng)�M�㡣
����(4)����܇���M���wһͬ�����T����(n��i)�ף�����(f��)���T�����浽�T�w���mƽ���4�c(di��n)���x���_�J(r��n)�T���ѽ�(j��ng)�b�䵽λ���������؉K�����ؗU���b���������IJ��(�����^��(qi��ng)���m�У������x��18̖�β�䓣�������䓵�������һЩ)��ͬ�r�������T�T�w����˨�ϵ���ĸ����䓉������U�ϵ�M52����ĸ���ð�����rᘰ����ĸʹ�ù̶���(d��o)�匢�y���o�o�؉��ښ��w�ϡ�Ŀ�����ڷ�ֹ����|(zh��)�IJ�һ�£���(d��o)���տs�ʲ�һ�£������F(xi��n)δ�b�䵽λ�����Σ�����������ò�䓵�׃���a(b��)���y���ğ�Ӱ푣����≺���y����
����(5)�ښ��w���漰��(n��i)��̎��ñ��أ��������Ҝء�
4.4���ܷ⺸�c�yо�y���Č���
����(l)�y���c���w���ܷ⺸����(y��ng)����A307���l��2.5mm����ǰ��(y��ng)����һ��Ȳ��ӟ������20�������M(j��n)��늺����ӣ�Ȼ���˻�
����(2)����������ӣ��������60��80A��ÿ��һ�Ӿ���Ҫ�M(j��n)���A(y��)�ᡣ�ܷ⺸�߶Ȳ��õ���ĸ��8mm��
����(3)�����^���У����˷�ֹ�����w�R��������ڷ������ϣ���(y��ng)��Ӳ�|(zh��)�Ͻ����M(j��n)�б��o(h��)��
����(4)�����ꮅ������һ��Ȳ�����ӟ���250�ȣ�Ȼ���ڱ��ز�������s���Ҝء�����(f��)�˶���ߴ磬���ܷ⺸�M(j��n)�НB̽�����ϸ�;߂��yо�c�y���Č��й����l����
����(5)�yо�c�y���Č��У����Д�(sh��)�ؼӹ��ı��C��һ����νM�b���|�пɡ��ʃH���y���M(j��n)���������ɡ�����(j��)�t���۵ęz����r��������ʯ��uĥȥ���c(di��n)ֱ���t���۽��|���ã�����������0.76��1.52mm���ȼ��ɡ�
5���z����
����2008��3��16�գ��C(j��)�Mˮ��ԇ�(y��n)�ϸ�ԇ�(y��n)����17.SMPa�����m(x��)�r�g30��犣��������������^���У��߉���(d��o)���������z���T�oˮ�������ϵ�y(t��ng)������0.45MPa/min;2008��3��21�գ��C(j��)�M��(y��n)����ԇ�(y��n)��ԇ�(y��n)����������9.2MPa���D(zhu��n)�ٟo�w�����½��o�����������T����ԇ�(y��n)������
6���Y(ji��)�Z
�����@�θ߉������T�y���ĸ��Q�����H���ځ��R��60OMW�C(j��)�M�I(l��ng)��(chu��ng)��ĵ�һ���F(xi��n)���ɹ����Q�İ��������Ҹ���Ҫ���Ǟ�����ͬ��͵ęC(j��)�M���������Ɔ��}����ķ������x���L(f��ng)�U���u�������ڵ�Ӱ푡�̎���ļ��ɼ���ˇ���E�����ṩ�ˌ��F�Ľ��b�Y�ϣ�߀�C��(sh��)�ˬF(xi��n)��̎���ĸߜظ߉��\(y��n)�в����F(xi��n)��̎���Ŀ����ԡ�







