��Ϩ�����D�ų��y�ij�ҊʧЧ��ʽ��ԭ�����
1������
������Ϩ�����g��һ헹��ܡ��h�������M���g�����Ұl��ί�����О�“ʮ��”���c�ƏV�Ŀ��2002����ǰ�����ȸ���Ϩ���b��(CDQ)��ʹ�õ����D�ų��y(�ַQ���D�ܷ��y)һֱ�ɇ������M��2001���_ʼ���������Ƴɹ��ˇ��a��һ�_���D�ų��y��֮�����^ʹ���ڇ��ȶ��䓏S�����`ʹ���C�����a���D�ų��y���܃����������ɿ����_���˸�헼��gָ��Ҫ������M�ڮaƷʹ�á�
�������D�ų��y(�ַQ���D�ܷ��y����ʽ�ܷ��y)�ǽ����S��Ϩ�������е��P�I�O�䣬���b�ڸ�Ϩ�t�ײ������Ͽ��c��ӽo�����B�ӡ����Ͽ����Ž�������B�ӡ��������ǰ���ӽo���������ų��Ľ�̿�����]��B���B�m�ų�����һ�N�����ܷ����ܵĶ��ʽ���D�������������B�m���������ϣ��־������õ��ܷ��Լ���ĥ�ԡ����b��CDQ�b�õ����¶˳���̎����Ҫ���y�w���D�ӡ��ܷ⸱�����ϲۡ��C�ܡ��_܇�����b�á��Ԅӽo֬�b�õȽM��(Ҋ�D1)��ԓ�O���Ǹ�Ϩ�t��Ψһ���ڣ�Ҫ�����܉��L�ڷ����\�С������DZ��C�B�m�����Ž���ͬ�r��ϵ�y����ָ�������CDQϵ�y������
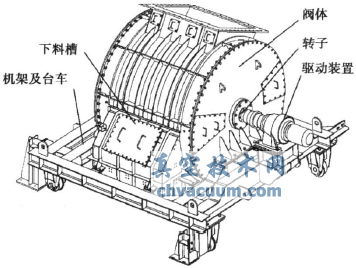
�D1 ���D�ų��y
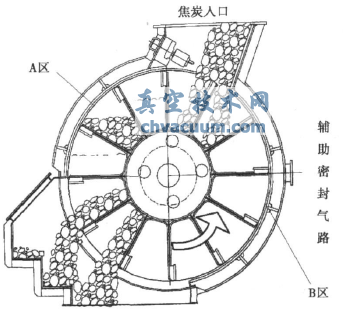
�D2 ���D�ų��y����ԭ��
�������D�ų��y����ԭ����D2��ʾ�����D�^���У���̿������œ�������¾����ų����{���ς}�Ĵ�С���D�ӵ��D�ٿ��m����ͬ����������p��CDQ�Ț��w���|��©��������D�����c���w�ȱڵ��g϶���D�Ӕ����ܷ���ý���Ӳ�ܷ�Y�����ܷ⸱��һ�M�Ͻ���وA�h���Џ��ɉ��o�����Ԅ��a���g϶�`��(Ҋ�D3)�����ֹ�ۉm�M�룬��̎�OӋ�К��w�o���ܷ⣬�ɱ��C�����ܷ��b�������\�С�
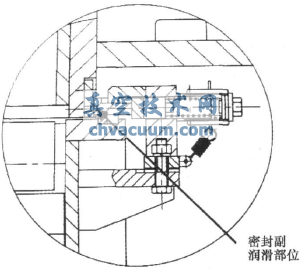
�D3 �ܷ⸱ʾ��D
�������Ž�������B����̿�����w���D����ɏ���ĥ�p���谲�b����ĥ�r�屣�o�����D�ų��y�³���̎����������“�e�C”�Y����ʹ���ϱM�������|�C�w������ȵpСĥ�ġ���S�Ͱ��b���㣬�OӋ�ϲ������_܇�Y�������b�r�Ȍ������w���b����܉�ϣ������뵽�A��λ�á�
2�����r�l���cʹ�íh��
�������D�ų��y̎�ڸ�Ϩ�t�ĵײ���ʹ�íh���^���ӡ�ؓ؟�L�r�g�B�m�ų���̿������̿���y�w�ȱں��D�ӳ��mĥ�p����Ҳ�dz��m��ͣ�ģ�ͬ�r�����y�w�Ȳ���M����CO�Ȼ�Ϛ��w��������D�ų��yҪ�����ܷ�ĺ���ĥ�ģ��ȷ�ֹ�ж����wй©�����棬ҲҪ���C�O�����ஔ�L�r�g�ij��m����ʹ�á�
3�����D�ų��y�ij�ҊʧЧ��ʽ��ԭ�����
3.1���ܷ⸱�ēp��
����1)���ʧЧ�����ܷ��Դ�Ě��w����������ɵġ����D�ų��y���OӋ�r�����ֹ�ό���M���y�w�ɂ��S���䣬�D���c�y�w������λ�O��ܛӲ�ܷ�C�����γ�ʢ�ϲ�λ�c�S������x��ǻ��Ҋ�D3�ܷ⸱ʾ��D�����ڴ˸��x��ǻͨ���o���ܷ�ⴵ�ߡ���s���Dʾ�ܷ⸱���Ԅӽo֬�b�ö��r�������o������֬��ͬ�r�o���ܷ���M�D�Ӄɂ��ܷ�ǻ�����Ҫ��ĉ����������D�ų��y�Ȳ����m���w�������Ķ���ֹ��ĺ��m���w�M��ɂ��ܷ�ǻ������o���ܷ���w�����^�ͻ���L���t��̿�������M���ܷ⸱�����Ɖ��ܷ⸱��Ȼ����u���y�w��ĥ�o�hĥ�����M����̿�۴����M��ɂ��ܷ�ǻ���D4��ʹ��һ�Εr�g��z�ޕr�Ĕz�ģ���D���ܷ⸱���Ɖģ��^�mʹ�Ì������ܷ�ǻ�w�ȵ������Y��ĥ�p���������������d�S�Гp�ģ�ʹ�O�����wʧЧ��ͬ�r�ܷ⸱�����Ɖģ����ܷ⸱Ħ�������������ӣ���ʹ�O�佛�����衣������ʹ���^���Б�ע�����ܷ��Դ����(������8kPa��12kPa�����h�O�Þ�10kPa)����r��ֹ���ӡ�
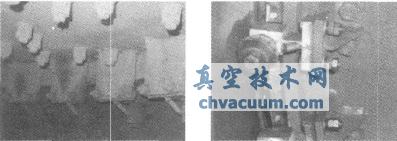
�D4 �ܷ⸱�Ɖĺ�������r����
�������ܷ⸱�������o��ȱ��ɵģ����D�ܷ��y�cһ���O��ĝ���Ҫ����ȫ��ͬ��������D�ų��y�O�����Ԅӽo֬�b�Ì���������λ�M�Н������������ܷ⸱��λ�����^30��犝�����֬�]���_���O�䝙����λ�ͱ��ͣ�C�M�Йz�ޣ��ų����Ϻ��������ӡ�
����2)��ĥ�K��ĥ�p
�������ܷ⸱�D��ʾ���ܷ⸱�����D�y�w�ϵ��r�|���oֹ�ģ��D���ϵ���ĥ�K�������r�|���\�ӵģ��mȻ�Н����͵ĝ����������^�L�ڵ�ĥ�p����ĥ�KҲ�������O���ϵ��דp�����O�佛�^�L�r�g���\�D��ĥ�p�_��һ���̶ȕrҲ��Ҫ���Q��ĥ�K��
3.2����ĥ���ϵēp��
����1)�մ�Ƭ��ĥ���ϵēp��
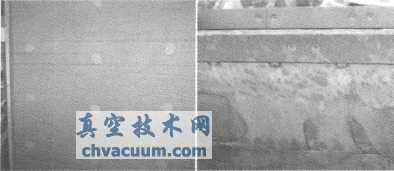
�����ձ����������D�ܷ��y���OӋ�y�w����ĥ���϶���õ����մ�Ƭ�Ƕ�Y�������c����ĥ�p�����͛_�������^����L�r�gʹ�Õ����F�ֲ���e���մ�ƬÓ��ĬF��(�D5)���Ķ������ܷ�ʧЧ�ĬF��һ�N��r���y�w�Ȳ��մ�Ƭ(��)Ó�䣬��һ�N��r���D���ܷ⸱̎���մ�Ƭ(��)Ó�䡣

�D5 �մ�Ƭ��ĥ����Ó��
����2)��ĥ����ĥ���ϵ�ĥ�p
�������ʧЧ��ʽ�������O���L��ʹ�õ�����ĥ�p����Ҫ�����N��r��
����(1)�y�w��ĥ���ĥ�p
�����y�w��ĥ���ĥ�p��Ҫ�dz��F��ĥ���ϳ��F�l��Ϻۺ���ĥ��ֱ��׃�����r��һ��ĥ�p�^���صĵط����F�ڈD2�е�B�^����ͬ��̎���y�w�Ȳ���A�^�sĥ�p����;����ԭ��齹̿�����Ͽ����䵽���D�ܷ��y���_ʼ�ֽ�̿ͣ�����D�ӵ����D���أ������D�y���D�����·��r����̿�ij��Ͽ��ų������в���ʣ��С�w���̿��δ��ȫ�ų������D�����D��B�^�r������С�w���̿�������D�����c�y�w�r��֮�g���c�y�w�N�����D���~Ƭ픲����S���D�ӵ����D����̿�w��Ħ���y�w��ĥ�壬�շe�����L�r�gĥ�p���γ��y�w����Ȳ��ȵėl��ĥ�p(�D6��)��
�D6 �y�w���D���r��ĥ�p
����(2)�D������ĥ���ĥ�p
�����D���ϵ���ĥ��һ��ĥ�p�^�y�w�p�����L�r�g���B�mʹ��Ҳ�������ĥ���ĥ�p���جF����D(�D6��)��һ��ʹ�ÏS���B�m���Ιz��δ�Q��ĥ�岢�B�mʹ�õ���r����Ҋ���н�һ�����ĥ����ĥ�����^�mʹ�Ät����D�ӻ��w��ĥ����ɲ����ޏ͵ĽY����
����(3)���Ͽڡ����Ͽ�̎
������ĥ���ĥ�p���Ͽڵ���Ҫĥ�p��ʽ����ĥ���ϵ�ƽ�����ݠ�ĥ�p������ԭ�������“ˮ��ʯ��”�ı��������ݣ���̿�����������D�y���p�����p������ֱ���䵽ijЩ��λ�Ď����^�࣬�L�r�g�ě_ײ�γɰ��ݠ�ĥ�p��
�������Ͽڵ�ĥ�p�������y�w��ĥ�p���p�IJ�λ�������D�ų��y�³���̎����������/�e�C0�Y�����@�N�OӋ�����ѽ�ʹ���ϱM�������|�C�w������ȵpСĥ�ġ�Ŀǰ�l�F��ĥ�p��Ҋ�³��ڃɂȌ��Q��λ3��6�K��ĥ���ĥ�p�ͷe�C�Y���Ѻ���ĥ�Ͻ��ӵ�ĥ�p��
4�����D�ų����ޏ�
�������D�ų��y������ʹ�à�B�£��B�m�\�Љ������_��3�����ϣ����^���Q��ĥ�r������w�������_��6��8�꣬��Ҋ���ޏͷ�ʽ���Ǹ��Q��ĥ�r����^�̣��Ñ��ɶ��ڙz��aƷ�ϵ��r��ĥ�p��r�����r��ĥ�p���̎���С���OӋ��ȵ�20%�r�������C�¾��\�����I�S�ҽ��w�ޏͣ������ИI�˜ʙz����Cʹ�����ܡ����D�ų��y�ϵ�늙C���p����������ϵ�y�ķ��������Ԅӽo֬�b�õ��ⲿ�����ēp�������Ñ��F�����ɸ��Q�S����ɣ�ʹ���D�ų��y�^�mʹ�á�
5���Y�Z
������Ϩ����ˇ�ڇ����ƏV�r�g���Ǻ��L���ܶ��Ñ����P�O���ʹ�þS�o߀���Ǻ���Ϥ�����и�Ϩ�����D�ų��y��ʹ���������ע�⣬�ͺ���������O��p�ģ��a������Ҫ�ēpʧ��������������D�ų��y�����_ʹ�÷�����ע����헣����܉�ʹ�O���L�ڷ����\�D�����ڵęz�ͱ�Ҫ���ޏ̈́t����Ч���C���D�ų��y���L������ʹ�ã����Ñ�����Ч�档







