һ�N��������ע�㷨��̽��
����ᘌ��ں�������ע�@һ�n�}��������W�߾����о��������дַ�����������ոБ����Tϵ�y�����в���֮̎�������Y�϶����OӋ���a��ʹ�ý��о���һ�N�������ĝ�ע�㷨�����F�˷ǘˠt�Ϳ��Ʒ����Ŀ����_�l���ڽ��ͳɱ���ͬ�r����˹���Ч�ʡ�
1������
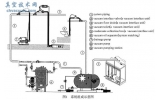
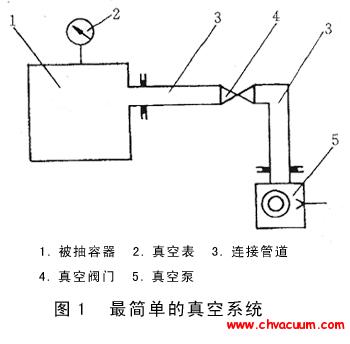
������������ע�����T�졢˦�����Ʒ۵����P�ИI������Ҫ�Č������x�������⌦�ڵ����c����ɫ���ٵĺ�������ע�о��^�࣬�ѽ����˺ܶ��������ɹ��Ľ�һ����������������b�ã�ͨ�^�ӟ�ܵ����ñû�����܌��F����ݔ�ͣ����ò����|ʽ�y���x�팍�yҺ��߶��M�з������Ƶȷ�����
�����������@Щ���P���g�ڑ����ϲ��m������ոБ��t��������۟��t�У�ͨ�^�Ƕȿ����_����������ע�ķ����DZ��^���еġ�������ܶ����ѽ���������һ�����о�������Ԕ�t���ˌ����������Ƶ��о������ȵ��о���Ҫᘌ���❲ע�O�䣬������ՠt�đ����о����ԡ������ڔ��W��ģ���棬���ȌW�ߟoһ����IJ��Â��y��̖Ӌ����Փģ�ͣ�������M�к���̎�����@����������һ��Ƿ�ġ��������������OӋ�о����̽����һ���������Sģ�M���ٽ������������Ƶķ������m���ڷǘˠt�Ϳ���ϵ�y�Ŀ����_�l���O�������˹���Ч�ʣ�����͑��ṩ�˺�������ע�Ľ�Q������
2���������Wģ��
����2.1���c���y��������
�����������Sģ�M�ɼ����������Ĕ��Wģ���龫�ʡ������y�����t���������A�D�c���������Ĕ��W�Pϵ����һ���ֶκ�����ͨ�������ƌ��ķ�����ȶ����W�߶������ģ�͵��F���M�к���̎��(̎���ɈAͰ���o�F��)���ٸ�����ע�������A���Ƴ�һ���ֶκ���������0 �ȵ��R���Һ��һ�Σ���Һ������ǡ�������Ξ�һ�Σ������ε������һ�Ρ��D1 չʾ���@�����^�̡�
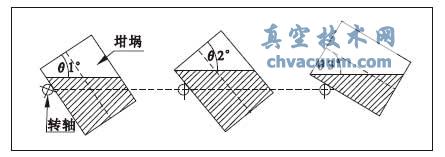
�D1 ��������坲ע�����A��
������ʹ�����Sģ�M�ķ����t��ͬ�����،����ģ���M�к���������ֱ�����Ï�������Sܛ��ֱ�ӌ���ע�^���M��ģ�M���ɼ����������M�Д��W��ģ��
����2.2�����D���Sģ�M�c�����ɼ�
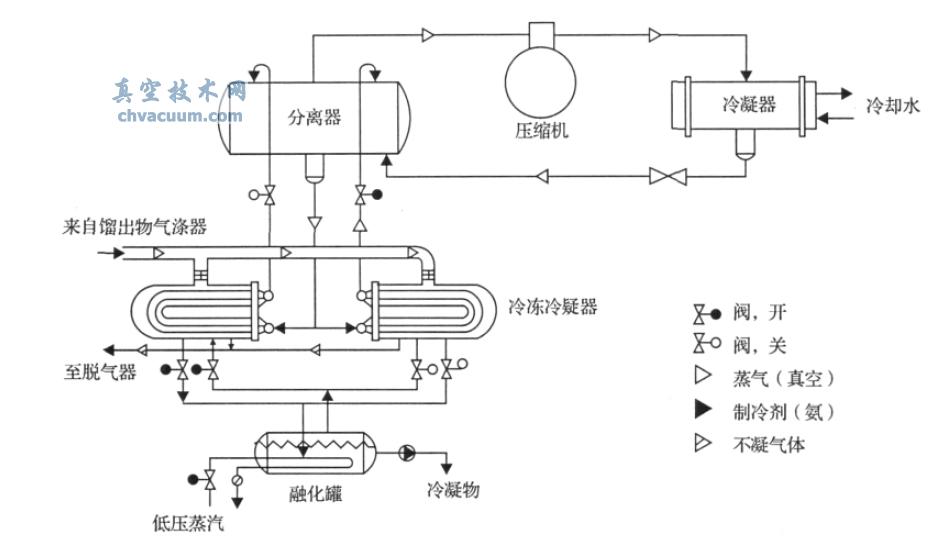
�����������SCADܛ����������c�Һ���Sģ�Ͳ��b�䣬��屣�Ќ��H�е��F�ȡ������������Ԫ��Փ�е�“�Ǿ���”˼�룬�OӋ��ͬ�Ƕȵ�����(���xɢ���ɼ�����ڲ�ͬ�A�Ǖr�������Һ���w�e�����ڏ�0 ��λ���Һ�R��λ�����ڴ˶ΟoҺ�w���������Բ��ڲɼ������ȣ�ֻҪ�ҵ�ԓ�R���c���ɣ����^�̲���٘����������VIPF ���۠t�۟�ϵ�y�������D�Sλ���cVIF �Б��۟��t���в�ͬ��
����������ᘌ�“����”�еĺ�“�ɶ�”�M��ģ�M�������ЃɽM�������Dչʾ���ɵڶ��M�������a���xɢ�c�D������ģ�M�^�̵IJ��L��0.25 �ȣ���ÿ�D0.25 ��ӛ�һ���w�e���������Sܛ���������Ӌ���YԴ�õ��˽�200 ���ӱ��ķ���������

�D2 ���Sģ�M
����2.3�����Ô�ֵ����������volume-angle ���Wģ��
�������õ��Ĕ����M��̎������Matlab ���M�з�����ģ������Matlab ToolBox �е�Curve Fitting Tool ������Ĕ����M�������M�ϣ��Lԇ�õ��m�ϵĺ���ʽ��ͨ�^�L���xɢ�c�D�҂��l�FVIPF ����Շ��۠t�ăɶΔ����B�m�Ժܺã���ȫ���Ԍ��ɽM����ƴ���M�н�ģ(�����t�ͣ��ɷֶ�̎��)���҂��\���˶�N��ʽ�M�������M�ϣ��Č��H��r�����Wԭ���Ͽ����ʽЧ���^�á��D3���D4չʾ�˷քe�ö��ʽ(���Ρ����Ρ��Ĵ�)�̓纯���M�ϵ�Ч�����M�ϳ̶ȡ�
������Matlab ���ɵ�Goodness of fit (�M�ϳ̶�)�Ͽ��������c�Ĵζ��ʽ��Ч���^�����ָ�ˣ�SSE��R-square ��Adjusted R-square��RMSE (ָ�˵Ĕ��W���x�����īI[4-5])�������롣�b���ĴΔM�ϵ�P1 헺�С(6.239e-006)�ҔM�ϽY���c���κ������ͬ�r�����ζ��ʽ�M�������Ě���D(Ҋ�D5)�Ϸ����������Ľ^�֔M����r����(95%����)���������ڔM����r������Ҫ��������^С�Ļ��ȣ��@��С�Ƕ��ڝ�עĩ����Һ��ʣ�o�וr���a����Ӱ�����׃�����£�����ڹ��̑����п��Բ�Ӌ��
4�����H�����c�`�����
���������㷨�_�l���ڌ��H�����еõ��ˑ��ã��յ����^�������Ч������������VIPF ϵ�Рt���������F���ڝ�ע�ٶȲ��������������g������������ȬF�����Դ��㷨����ĵĿ��Ʒ��������˴���¼��l���Ŀ����ԣ��յ������˝M���Ч����ԓ�㷨������˦���t��Ҳ�õ��˺ܺõđ��á�
���������㷨�Ԕ��Wģ�͞���ģ��Ӻ��]�h���Ʒ��������ڌ��H���̑��Á��f�^�����롣���ČW�g�Ƕȁ��v��߀������һ�����`���Ҫ���������棺
����(1)���Wģ��ԭ�����`��ǔ�ֵ�\�㲻�ɱ���ģ���ͨ�^��߾��ȁ�p�٣����^�ߵľ����еK�ڽ��������Ĕ��Wģ�͡�
����(2)����ģ��ԭ�����`�����ģ�ͺ������£����Mһ����߾��ȱ�횿��]�Һճ���Լ��ˮ�R��C���ȷ������ء��ձ��W��K. Shinohara��H. Morimoto �����ώ����д����о���
����(3)����ϵ�y�`������㷨������������ϵ�y�����a��һ�����`�
5�����Y
�����C��������������̽����������ע�㷨��һ�N���̑��á���������ɱ������ȵ�һ�N���Ʒ������e�m���ڴ�������ոБ��۟����T�O�䡣ԓ��������������O������w�Ԅӻ��̶ȣ�ͬ�r����ˮaƷ���|�������aЧ�ʡ�