һ�N��������w�T�ĉ��o�C���OӋ
�������Ú�����������OӋ��һ�N�����T���o�C��������ԭ�����˹��D�ӵļ��Cеʽ�T���o�C����ԓ�C���Y�����Σ��������㣬ʡ��ʡ����������ɱ��ͣ�ʹ�É����L���ڌ��H�đ����^���У����aЧ���������@��
������ʮ��������S��ȫ��F����늮a�I��Ѹ�Ͱlչ���߶˵Ĺ�W����Ĥ�C���҇�ҲѸ�ٵõ��ƏV���ú��ռ�������Ĥ�C��ʹ���^���У�����Ҫ��������w�����w�T�P�ϣ�ͬ�rҪ�����������w�T�����w�ɿ��ġ��o�o�؉���һ���Ҳ����S����֮�g��©��ĬF��ʹ֮�γ�һ���ܷ����ǻ———����ң��@Ҳ�DZ��C����Ĥ�C����ձ��_ʼ������ҳ���չ�����һ����Ҫ��ǰ��l����
���������p�ɵ��ṩһ�������������ʹ���w�����w�T�o�o�؉���һ�𣬳ɞ�һ���ܷ���������ǻ���қ]��һ�z�p϶�������҂�Ҫ��Q�Ć��}�����o�C�����OӋ���ɴ˶��a����
1���C��o�C��
��������ԭ���ͬF�е�����Ĥ�C���ü��Cеʽ�ĉ��o�C��������o�C���ĽY���Ϸ֣���Ҫ�ЃɷN��ͣ�һ�Ǻ��εęCе���o�C���������^���s�ęCе���o�C�������к��εęCе���o�C�����^�V�����\���ڇ��a����ʽ����Ĥ�C�У����s�ĉ��o�C��ʹ�÷������^�١�
1.1�����εęCе���o�C��
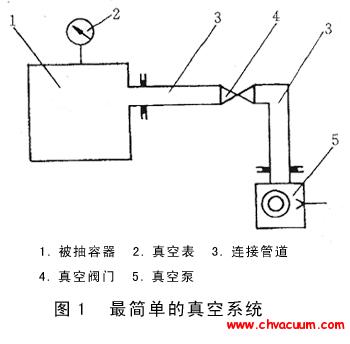
�������εęCе���o�C��(�D1)������ԭ���͏��s�ĉ��o�C����ƣ��ĽY�����v�����^���Σ����㌍ʩ�����죬��Ҫ������ԭ���ͬF�еć��a����Ĥ�C�ϡ�ԓ���o�C�������10 ��Ʒ�N��������Ӌ10 ���������ƫС���˜ʼ������ü���5 ��Ʒ�N��������12 ����
�������ڱ��^С�����w�Y�����^���ã����wֱ���ߴ�һ����800 mm ���£��������w�����ֱ���ߴ���700 mm��630 mm �ĵȵȡ�
�������c���Y�����Σ����췽�㣬�ɱ�������
�������w�IJ����^�̡����ȣ����˹�(�����ˆT)�����D���ֱ�����1��݆7 ���ֱ���������ͬ���D�ӣ�݆7 ���ڝL݆8 �ϣ�݆7 ���D�^һ���ǶȺ�ͨ�^�̶������w�T�ϵĝL݆8�������w�T�����w���o��һ�𣬏Ķ�ʹ���w�T�����w�M�ɵ�������_���ܷ��B���@��L݆8 ���N9 �H�H��һ�N��������Pϵ���L݆8 ��݆7 ���c���|���Pϵ������݆�D�ӵ�Ħ������݆������ĥ�p�졣���⣬���Љ��o������ߴ����������^С�������ֱ������D������Ҳ���^С���@���Ŀ��^������D�Ӊ��o�r�M����
����ȱ�c���ڰ����T�����w����һ��r�����^�M���������w�T��С��׃�Εr�����o���M�������҃H�����^С���w�ߴ�ĉ��oʹ�ã������ĉ��o���݆ĥ�p�^�죬ʹ�É����^�̡�
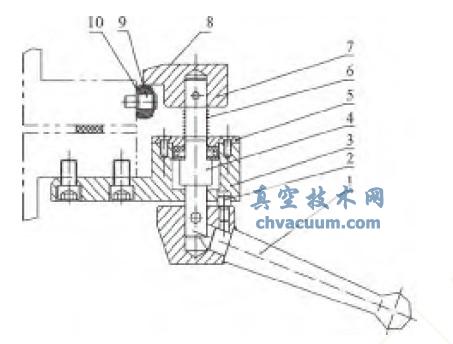
1.�ֱ���������2.��λ�N����3.���壻��4.�S����5.���w����6.Ť�ɣ���7.݆����8.�L݆����9.�N����10.�|Ȧ
�D1 ���εęCе���o�C��
1.2�����s�ęCе���o�C��
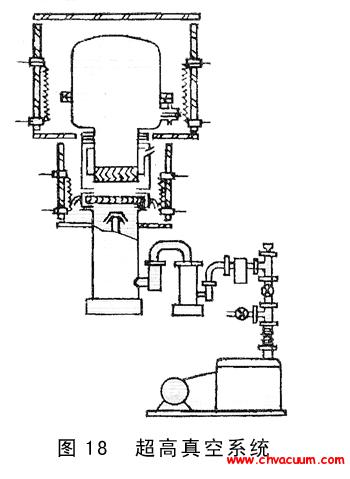
�������s�ęCе���o�C��(�D2)�������ں��εĉ��o�C�����f���ڽY���ϱ��^���s������ӹ������L�����a�ɱ�Ҳ���^�ߡ�����ߴ���^����14 ��Ʒ�N��������Ӌ14 �����˜ʼ������ü���18 ��Ʒ�N��������45 ����������������w�ߴ��^С�ĺ�ƫ��Ķ����^���á��������w�ߴ�ƫ��ģ�Ҫô���Ӊ��o�C���Ĕ�����Ҫô�ډ��o�C���Y����׃����r�£��Y���ߴ簴�����Ŵ���ʹ�á�
�������c����ʹ�ô˽Y�����o���w�T�����w�r���D��ƽ���`����^ʡ�����������w�T��С����׃�Σ����oҲ���^ʡ����ʹ�É��������^�L��
�������w�IJ����^����ƺ��εęCе���o�C�������ȣ����˹�(�����ˆT)�D�ӈA�ֱ�9��ͬ�����Ӊ��o�P8 �D�ӣ����o�P8 �o���S�й̶���1(�̶������w�T߅����)�ϵ��S����A���棬�����o�P�������D�^һ���Ƕ�(�Ƕ��Ќ��T����λ�b�ñ��C)�����w�T�����w�ͱ��o����һ�𣬏Ķ��_���ܷ��B�������ں��εęCе���o�C��(�D1)���f���@��S�д����˝L݆�����ۼ��L�˴�s����֮һ���D�ӵ������ڱ���ԭ�е������S�е���r�£��������˃���������S�У����������S�еăȏ�Ҳ��ԭ����12 mm ���ӵ�20 mm���@�Ӳ������C���D�ӵ��`�ƽ���������������D��ʡ����Ч����ߣ�ʹ�É���׃�L��
����ȱ�c�������y�ȼӴ����a�ӹ�����׃�L���b������ɱ�������ӣ������Ա��^��@Ҳʹ���ڇ��a����Ĥ�C�ϵò����V�����á�
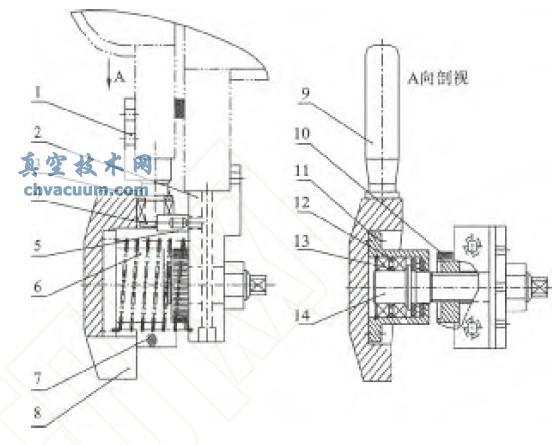
1.�S�й̶�������2.�̶��壻��3.�S�Г����4.�S�Г����5.���N�S�� ��6.Ť�ɣ���7.���z��������8.���o�P�� ��9.�A�ֱ�����10.�o����ĸ����11.�̶�������12.�S�����Ȧ����13.�S�Ѓȓ�Ȧ����14.�D�S
�D2 ���s�ęCе���o�C��
2����Ӊ��o�C��
������Ӊ��o�C������ǰ�ɷN���o�C��ʹ���^�̵Ļ��A�ϣ��C����ʹ�õă�ȱ�c���OӋ�����һ�Nʡ�¡�ʡ������ݵĉ��o�C���b�á��˽Y�������7 ��Ʒ�N����Ӌ9 �����˜ʼ������ü���6 ��Ʒ�N����Ӌ18 ����������ߴ�ƫС������ӹ����㣬�ɱ�������
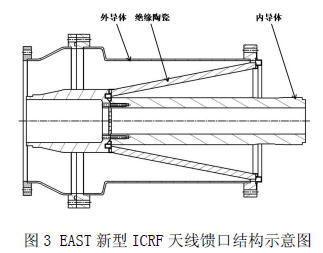
������Ӊ��o�C��ԭ����D3�����w�Ĺ����^�����¡��̶�����������w�Ϛ�̶���1��ͨ�^�̶���������Ě�ף��������ƸܗU3���@�B�ӱ�6 �D�ӣ����ӸܗU3 ����һ�˵ĉ��K7�������w�T�ι̿ɿ��؉��o�����w�ϣ��Ķ�ʹ֮�ɞ��ܷ���������ǻ�����К�����ք��y�T���ƣ������������D���ֱ����o��
�����˚�Ӊ��o�C����ͨ���ڸ��С���w�ߴ��ϣ���ͨ�^���p׃�Q��Ӊ��o�C���������ɡ��������w�����w�T��߅���ȳߴ���׃�����H�H��׃������U���B�ӱ�6 �ijߴ缴�ɣ���������ijߴ粻׃���ӹ��ɱ��������к���ͨ���ԡ�
���������W����Ĥ�O�䱾�펧�К�Դ�b�ã��˙C�����Ú�Դ�������Ì��T���������Ě�Դ�b�á�
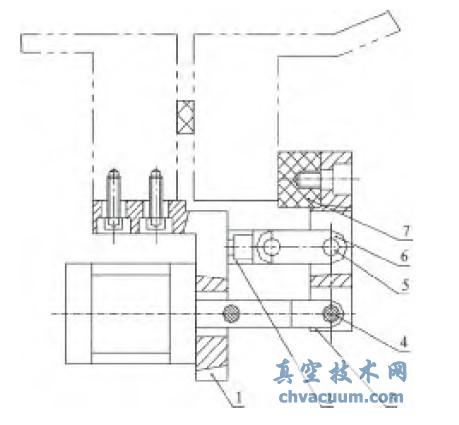
1.��̶�������2.֧��������3.�ܗU����4.�N�S��5.�N�S��6.�B�ӱۣ���7.���|
�D3 ��Ӊ��o�C��
�����C���������ˉ��o�C���Y�����Ρ�ͨ���ԏ���ʹ�É����L����������ֱ�Ӊ��o�����aЧ�ʸߣ����o�ɿ������Ʒ�N�����١��w�eС������ӹ����ڶ̣�����ɱ��ͣ��к��Ľ����Ժ͌����ԡ�
3���YՓ
����ͨ�^���������N���o�C��������ʹ�÷������ȣ����y�ó���Ӊ��o�C���ă�Խ�ԣ�ͬ�r��Ҳ���ڴ����������Ĥ�O���Ќ��˙C���đ��ú��ƏV���ṩ��һ�����õķ�����˼·��;�������Ӊ��o�C�����OӋ���죬�ڹ��s�ӹ�����ɱ����s�̼ӹ����ڣ����͆T���Ąڄӏ��ȣ�������aЧ�ʣ������õ��������Ч��ȷ��棬�������������̽����
����ͬ���ڬF�����Ĺ��I���a�У�ֻҪ����Ƶ���Ҫ�A�o�ęC���O�䣬�����Խ��b�˷N�OӋ��˼·������Ⱥ����˽Y�������ͼӹ��y�ȣ����s�˳ɱ��������ú�ʹ��
�����īI
����[1] �_����.����OӋ�փ�[M].�������������I�����磬2006.
����[2] ������.�Cе�ӹ���ˇ���փ�[M].�������Cе���I�����磬2006.
����[3] ���ڝ�.�Cе�OӋ��[M].����:�Cе���I�����磬2006.
����[4] ��ɺ�.��չ��̼��g[M].���������W���I�����磬2006.
����[5] ���|.�C���A���OӋ[M].���������A��W�����磬2010.
����[6] �잮. �Cе�OӋ�փ�[M]. �������Cе���I�����磬2001.
����[7] �����.Һ��������cҺ�������փ�[M].����:��ӹ��I�����磬2008.
����[8] �츣�ᣬꐈ���.Һ���c�≺����[M].�������Cе���I�����磬2007.