�Ǽ��ܷ�Ȧ���롢Ó�����y���������о�
����ԓ���о���һ�N�Ǽ��ܷ�Ȧ���뼰Ó������ԇ�����y����������һ���Ĝضȗl���£��ܷ�Ȧ�ڎ��Мy���b�õ�ԇ�C�������£���һ�����ٶ��\���O����λ����ʹ�ܷ�Ȧ����ǻ�w���ǻ�w��Ó�������õ�λ��-�������������ֵ���˷���Ҏ���˹Ǽ��ܷ�Ȧ���롢Ó����ԇ�����m���ڃȰ��Ǽܡ���¶�Ǽܼ��b��ʽ�Ǽ��ܷ�Ȧ���롢Ó�����������u�r��
��������
��������܇�ùǼ��ܷ�Ȧ�Č��Hʹ���У��Еr���ܷ�Ȧ�⏽�Ͱ��b��������^ӯ���^���ܷ�Ȧ�ڱ������b������������b�����^�aƷ��A���F��ƫ����ס���Ђ������z�D����׃�εȮ���������b��ʧЧ���Еr���ܷ�Ȧ�⏽�Ͱ��b��������^ӯ��С�������b���ײ��ϟ���Ûϵ�����ܷ�ǻ�ȉ�����������ʹ�����ܵ���ӵ����ص�Ӱ푣���ռ��g�W(http://smsksx.com/)�J��������ܷ�Ȧ���b�����Ó��ʧЧ��©�ͣ��M����Ⱦ�՚⡣
��������Ч����C�Ǽ��ܷ�Ȧ�b��ߴ��c�Ñ����b������Ϡ�B�ĺ����ԣ���Ҫһ�N�Ǽ��ܷ�Ȧ���뼰Ó������ԇ�����Ķ�����Ǽ��ܷ�Ȧ�c���b��������^ӯ���^������^С�����������µĹǼ��ܷ�Ȧ׃�Γp�Ļ���Ó��ʧЧ����߹Ǽ��ܷ�Ȧ��ʹ�É�����
1�����õĜy���b�ü�ԇ�b
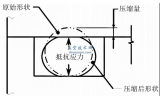
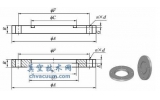
�������y��������ԇ��b�ò������ʽ�f��ԇ�C�����ʽ����ԇ�C��ͨ�^���y���b�ò����_���b�õĜy�����OӋ�������˜yԇ�����艺�롢Ó����ԇ��É|�K�����K��ǻ�w���b����D1��ʾ�����yԇ���ĉ�������Ó�����Ȳ�ȡӋ��C�����ɼ����Ķ��õ�ԇ�Y��������D�Σ�Ȼ����ͨ�^̎�������@ʾ���@ʾ����ͨ�^̎������ݔ�������ⲿ�惦�O���M�Д���ݔ�������档
�D1 ԇ�b
2���Ǽ��ܷ�Ȧ��������Ó�����Ĝy������
�������y���������ڲ�����Xϵ�y����ԇ�C���M�У����C��AC�ŷ��R�_���ӣ���Ƥ�����X݆���ӣ�ʹ�M���������½���ʹԇ���ܷ�Ȧ��������b��ǻ�w���������Xϵ�y���������Б������Ô������䷽�����E�������ɼ�����X�@ʾ�����У��yԇ��������Ó������ݔ���У�ԇ���ܷ�ȦҎ����̖��ԇ���⏽��ԇ�Ӹ߶ȣ����׃ȏ����yԇ�ٶȵȣ��c���yԇ���o�yԇ��������Ó��������X�Ԅ�ӛ�ԇ�Ӊ�������Ó�����yԇ�������D�Ρ�
����2.1���yԇ�l��
�����҂�ȡһ��������ͬҎ��ı��y�Ǽ��ܷ�Ȧ(�ͷ�)��ͨ�^�y��ԇ���������^��ͬ��ԇ��ٶȡ�ԇ�ضȼ���A��B(Ϳ�͡�����)�µĉ�����ֵ��Ó����ֵ���_���˱��y�ܷ�Ȧ�Ĕ�����ԇ�l���ͼ��gҪ��
����(1)ÿ�εĉ��롢Ó����ԇ�yԇ������ͬһҎ��ĹǼ��ܷ�Ȧ��������3��(ָ��A��һ�N������ʽ��)�M�Мy�������⏽�ߴ缰���^�����ψD��Ҫ������P���g�˜ʡ�
����(2)���y�������ǰ���GB/T 2941 ���z���팍��ԇ���Ƃ���{��ͨ�ó�����Ҏ����һ�N�˜ʌ���Ҝضȡ�������M�еġ�
����(3)���b�b��ǻ�w�ȿ�ֱ�����ψD��Ҫ��ijߴ缰���ǻ�w���|�m���ں�ɫ���ٻ�Ҫ����������ϣ�����ֲڶȑ����ψD��Ҫ���GB/T 1031�aƷ�μ��gҎ��(GPS) ����Y��݆��������ֲڶȅ������䔵ֵ����Ҏ���IJ��ó��^Ra3.2μm��Rz12.5μm��
����(4)����r��ϲ�������ʽ��
����������ʽ1������ԇ�ǰ���y�Ǽ��ܷ�Ȧ��AͿ��Ҫ��ĝ����ͣ�
����������ʽ2������ԇ�ǰ���y�Ǽ��ܷ�Ȧ��A���ָ����B(��Ó֬)��
����������ʽ3������ԇ�ǰǻ�wͿ��Ҫ��ĝ����͡�
����(5)���뼰Ó���r�ٶȣ����y������ԇ�yԇ�ٶ�����30��50mm/min�������x��
����(6)Ó��ԇ�ԇ�ӷ��Õr�g��
�����٘˜��Ҝ�Ó��ԇ�Ǽ��ܷ�Ȧ������ǻ�w���ژ˜��Ҝ��·���Ҏ���r�g���M��Ó�����yԇ��Ҏ���r�g��ȡ10min±1min��20min±1min��30min±1min��60min±1min��
�����ڸߜ�Ó��ԇ�Ǽ��ܷ�Ȧ������ǻ�w���ڜضȞ���ʹ��Ҫ�����߹����ضȵĭh��ԇ���ȱ���1h��ԇ����ȡ����1min�ԃ���ɜyԇ��
����2.2���yԇ���E
����1)������ԇ�yԇ���E
����(1)�yԇǰ�ʂ䡣�ٰ������C���c���LӋ�̶����N���𣬌����c���LӋ������̶�,ʹ�Ì��ð���ж�������C���A�ߣ����O��ԇ�C�ϡ����ް�ȫ���o�b��λ�ã�ʹ�����O���o�����̶��K�Ϸ�2mm̎�������O���o���ӣ��۽�ͨ�Դ�����_�x���_����X�����_�yԇ���ܰ�ס��������������o���M������һ�����x��ʹ���b���û�ȡ���r�����|���ϊA���B���^���ݷ��ù��b�����y�Ǽ��ܷ�Ȧ��
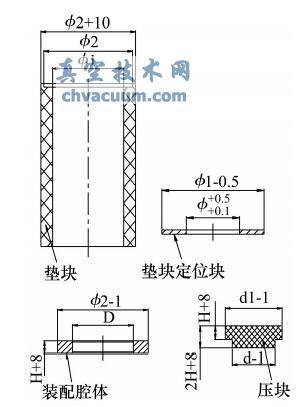
�������η��É|�K��λ���b���|�K���b��ǻ�w���b���ω��s�A���c���b���đ���һ�lֱ���ϡ���D2��ʾ�����Ǽ��ܷ�Ȧˮƽ�������b��ǻ�w�ȿ��Ϸ������K�����ڹǼ��ܷ�Ȧ�ϣ��ܷ�Ȧ��ƽ�������Aб��
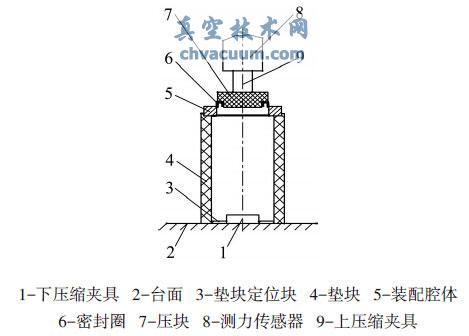
�D2 ���b��ԇ�ӷ���λ�ÈD
����(2)�����O�����x�s�yԇ����ԇ��Ҏ���ڲ������Q��ݔ��ԇ��Ҏ���z̖����ԇ�ӌ��ș�ݔ��ԇ���⏽����ԇ����ș�ݔ��ԇ���߶ȣ���lineֵ��ݔ�����׃ȏ����ڜyԇǰ��ݔ��yԇ�ٶȣ��ۜyԇ�У�ݔ��׃�ΘO���cֵ���˔�ֵ��ԇ���߶ȴ�2mm������ԇ���߶Ȟ�10mm����ô׃�ΘO���cֵ��12mm�����c���yԇ���o���yԇ���������ݜyԇ�Y�����Ԅ�ӛ�ԇ�Ӊ���ԇ�����D�Ρ�
����2)Ó����ԇ�yԇ���E
�����ٌ��ѽ������ԇ�������b���^�������ډ|�K�ϣ��ڳ����O�����x�s�yԇ���؏��c�������yԇ����ͬ���E���yԇÓ������
����2.3�������ɼ�����X�@ʾ����
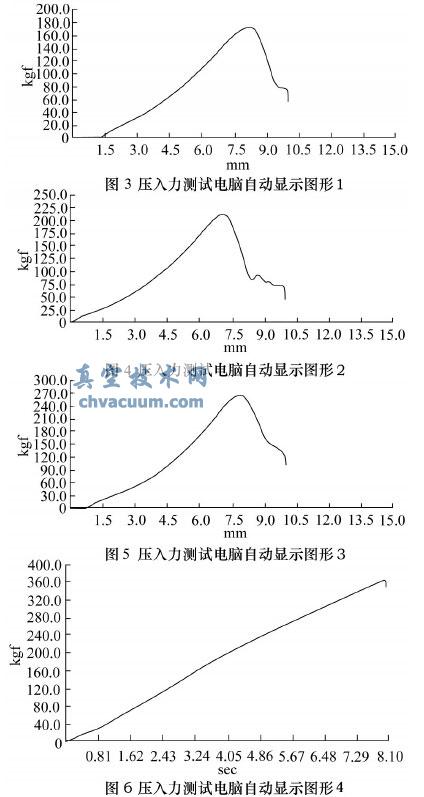
�����҂����ñ��y���������x���˃ɷNҎ���ԇ�������ˉ������yԇ����yԇ�Y������X�Ԅ�ӛ䛵�ԇ���������yԇ�������D�Σ����1�����������ĈD3���D6��ʾ��
��1 �������yԇ����

3���Ǽ��ܷ�Ȧ��������Ó������ՓӋ��
�������y�������������NҎ����ܷ�Ȧ�M���˶�݆ԇ�y����C��ͨ�^ԇ�y�����ܷ�Ȧ��������Ó����ֵ���Y�ϲ�醵ļ��g�Y�ϣ��Ƴ��˱�ԇ��ܷ�Ȧ��������Ó������Փ���㹫ʽ������Փ����ֵ�c���yֵ��ȣ��`���ڿɽ��ܷ����ȡ�
4���Y���Z
�����Ǽ��ܷ�Ȧ���롢Ó����ԇ�yԇ�������о��ƶ�����Ч����C�˹Ǽ��ܷ�Ȧ�b��ߴ��c�Ñ����b������Ϡ�B�ĺ����ԣ��Ķ�����Ǽ��ܷ�Ȧ�c���b��������^ӯ���^������^С�����������µĹǼ��ܷ�Ȧ׃�Γp�Ļ���Ó��ʧЧ��ͬ�r�������OӋ�ˆT���c�aƷ����OӋ�����R���f���Ñ���ߌ��aƷ���b�䷀���Ժ���Ҫ�Ե��J�R����߹Ǽ��ܷ�Ȧʹ�É���������Ҫ���x������f����ԇ�yԇ��������Ч���еġ�