һ�N�b��Y�����ܷ��ˮ�����c�yԇ
����ԓ��ᘌ�ij���b��Y���ķ�ˮ�ܷ�Ҫ�����ܷ��ԭ�팦й©����Ҫ���P�����M�з�������ͨ�^ԇ��M�з����о�����K����ˮԇ�ķ����M���ˌ��w��C��ԓ�ĵ��о��ɹ��͜yԇ���������b�����ƾ���ֱ�ӵ�ָ�����x��
����
����ij��Ӗ��ϵ�y��ͨ�^���b�ڌ��b�����ϣ���ʿ�����挍��Ұ��h���£��_չ��������Ӗ�����@��Ŀǰ��������Ҫ܊�����ձ���õ�һ�NӖ����ʽ��ͨ�^�@�N���ߏ��ȵČ���Ӗ������Ч����˲�꠵�����Ӗ��ˮƽ���S�����Ӗ������İlչ����Ӗ���b��ĭh���m����Ҳ����˸��ߵ�Ҫ��ᘌ��ɺӡ��ɺ�����ˮӖ����Ҫ��ԭ���ķ����������ѽ����ܝM�����g������Ҫ�������b���횾��з���ˮ�����ܷ�����ܡ�
������ˮ��r���F�r�^����s���еĿ��ܞR��մˮ��Ҳ�п����L�r�g������ˮ�У� �Еr�ض�Ҳ�����F��ů��һ�Ƞ�r�������_�������ˮ�ܷ��Ҫ������Ƚ�ˮ�l���£��ܝM��Ҏ���r�g��©ˮ�Ĝyԇ�����b������w�OӋ�����ѭ�ܷ��OӋ��Ҏ���� �������x�á��Y����ʽ���ܷ���_���Լ����P�Ĺ�ˇ�^�̵ȸ������M�з�����Ӌ�㡢ԇ����C������ʹ�������ƮaƷ�M����ˮʹ�õ�Ҫ��
1���ܷ�Y����ԭ������
����1.1���ܷ��cй©
����й©��ָ���w��Һ�w�����w�������Ļ�����һ�����g�M����һ���҂���ϣ���l���ĬF��Ҫ�_���b�����ˮ��©ˮ��Ҳ���b������ܷ��_���A��Ҫ��Ҫ���F�ܷ⣬����Ҫ����������й©���ڹ����У������ܷ��Ի�o���ԁ��u�r�ܷ��B����Ч�ԣ��aƷ���ܷ��Կ���й©�ʵĴ�С���u����й©��ͨ�����w�e���ʡ��|�������Լ�PV ���ʵȁ���ʾ�����Æ�λ��cm3/s��Pa·m3/s �ȡ�
����1.2���ܷ��������
�����ܷ�ı��|��Ҫ��ֹ��ϣ�������w�����w���������M�뱻�ܷ�Ŀ��g�ȣ����b�����Ҫ��ֹ�҉m����ˮ����ˮ��ˮ���M�롣ͨ���ܷ�ķ��������N���M���p���ܷⲿλ�����b������OӋ�r���y�I���]�Y����ʽ���M��Ҏ���ϲ����p�ٲ�������b�ϔ����ͳߴ硣�ɴ˱M�������O���ܷⲿλ��
������������xй©ͨ�������ܷⲿλ�O���ܷ�Ȧ��ʹ���ܷ��z���ɴ������B�ӵ��ܷ��ԡ����b������OӋ�������У�ͨ���^��ʹ���ܷ�Ȧ����ʽ�����������a�Ĺ�ˇ����ߡ�
��������й©ͨ���е����������� �����ܷ�����ܷ�^�����ȣ�����׃й©ͨ�����L�ȣ�����ܷ�Ȧ���ܷ�ȉ���ʹ��й©�����Խ��ͣ�й©�F���y�l�������������Ի�������Ե��B�ӣ���Ҫ��ָ�ú��ӡ�ʹ���z𤄩�ȿ��γ������Ի�������Ե��ܷ��B����ʽ��
2���ܷ�Y���ķ����c�yԇ
����2.1���ܷ�Y�������c�^�y
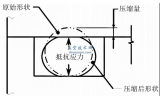
����1)Ӱ��b��Y���ܷ�Ч������Ҫ�������й©�ĸ���ԭ���������b����M�b�Y������Y����ʽ���ӹ����ȵ����ص�Ӱ푣� ���|��ϵIJ�λ�ϱ�Ȼ�����g϶���͕����F�Y����IJ������Ǻϣ����Y����ɂȵĉ�����(p2>p1)�t��й©���Ƅ������Ķ��a��й©(Ҋ�D1)��
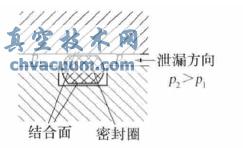
�D1 �Y�����й©�g϶
�������ډ|Ƭ���ܷ���������õ�׃�����ԣ� �����c���B��Ԫ�������N�ϣ���M������g϶��������pС���ܷ����w��й©ͨ�����Ɍ��F�ܷ⡣
����Ҫ�p��й©���ͱ��ʹ�ýY�������̶ȵؽ��|���pСй©ͨ���ęM����e����й©��������й©��������й©���Ƅ����r��й©�F����ֹ�l����
���������ܷ���ĉ��o�d�ɣ��Ķ��a�����o������������ܷ���Ľ��|�̶ȣ� �������_��ʹ���ܷ�Ȧ�a�����Ի�����׃�Εr��׃�β��־Ϳ����Y������g϶���Ķ�������й©��ͨ����
����2)�b����Y����Ĝyԇ����
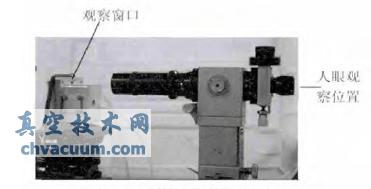
�������˷����Y����Č��HǶ�Ϡ�B�� �҂��OӋ���c�b�����ͬ��ԇ������(Ҋ�D2)��ͨ�^���w�����z�ܷ�Ȧ����ϣ��γ����]��ǻ���ڷ������У�����ͨ�^�^�촰�������ؿ������|�Ġ�B��
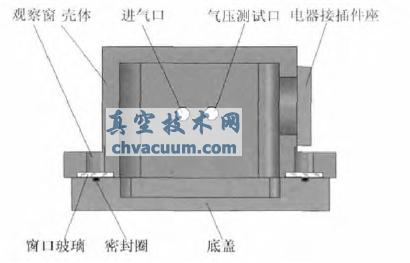
�D2 ԇ������
�����yԇ�����OӋ���ܷ�Ȧ�^�촰������Ӳ�������M��ڡ��≺�yԇ�ڵȽY��������Ӳ�����t�nj��b���Ќ��Hʹ�õ���|���^������ ���M�Ќ��H�yԇ��ˮй©���ܵ��ܷ�Ч�����M��ڵȿ��c���y�B�ӣ���ԇ�ǻ�w�M���������ݻ�ؓ����©�Ȝyԇ�������Եęz�yĿǰ�ѽ��^���ձ飬Ҳ���F�˸����_���`���ļ��g�ֶΡ��ڈD3 �У� ��ԇ�������IJ����������������@�R��ͨ�^�@�RĿ�R�����^�쵽�ܷ�Ȧ�ڲ�ͬ�A�o�����µ�׃�Π�B�����ڹ����@�R���Мy���Ĺ��ܣ��Ɍ��ܷ�Ȧ׃�κ�Ľ��|�^�ߴ硢����С���M�Мy��ӛ䛡�
�D3 �����@�R�^�y����
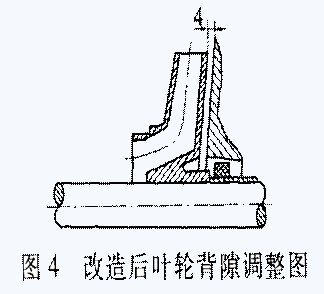
�����ڈD4 �У� ��������ؿ����ܷ�Ȧ�ĉ��s׃�ν��|�^�� ͬ�r�҂�߀������ؿ������|�^�ȊA�s�˼�С�w���;����w�S� ���⌦���ٱ���ļӹ��y·�ȱ����|��Ҳ��������������y���� �D�е��w�S��ֱ����18 �ף��w�����ֱ����20��50 ��֮�g������С�w�����w�S���ڽY�����γ�й©ͨ���r�� ���ܷ⌢���a���Ɖġ�
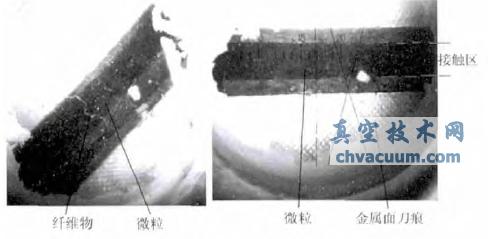
�D4 �@�R���ܷ�Ȧ�Ľ��|��r
�������|ͨ�^й©ͨ���r���������������������cй©ͨ�����L�ȳ����ȣ��cй©ͨ���ķ����������돽��3 �η��ɷ��ȡ����ܷ�Ȧ���f�� �����ܷ�Y���挒�ȣ�������й©ͨ���L�ȣ�����ܷ�Ȧ���ܷ�ȉ������pСй©ͨ���Į����돽������й©������ ���ƽY������ܷ�Ч�������ٱ���❍�Ⱥ�С���Ӱ�ԭ����ͬ�� ��ˌ��Y���沿λ�Ĺ�������❍������Ҫ��һ�����]���أ��ںܶ����r�½����������ԣ��o�ܷ�Ч�����˲�С��ؓ�����á��Y����ı���ȱ�����Ѽy�������ȣ��������ܷ��g϶���^������y�����ڴ��ȱ�ݵijߴ�С���ܷ�Ȧ�ď����w�������폈�����ã������M���@���ֿp϶�����Ҫ��������͵�й©ͨ����Ҳ���Բ������w��ʽ���ܷ��z�ȷ�����Q��
����ͨ�^��������Ӽ����^�y�������� ���H�ܷ���ļӹ����b�䑪�������|�����Y����ĝ�����������_��Ҫ��
����2.2���ܷ��B�Ĝyԇ
���������b�������K��Ʒ�� ��횽��^Ҏ��Ҫ��Ľ�ˮԇ�z���C���aƷ�ķ�ˮ�ܷ����������˱����_չ�aƷ�Ľ�ˮԇ�҂��OӋ�ˌ��õĽ�ˮԇ�C�����C�����Á�z�y�_�������aƷ���w���b����ܷ����ܡ�ԇ�C��ͨ�^�����O�����M�в�ͬˮ����Ľ�ˮԇ
������D5 ��ʾ���ڽ�ˮԇ���У��aƷ�̶���ˮ�У�픲���ˮ����һ���߶�h�������w�К��w������p0�r���aƷ���ܵ�ˮ���飺
p=p0+h·γ
����ʽ��γ———ˮ���ܶ�;h———�aƷ�]����;p0———���w�К��w������
�����aƷ���Hʹ�Õrˮ����飺p=H·γ�� �ɴ˵îaƷ�ܷ��ͽ�ˮ��飺
H=(p0+h·γ)/γ
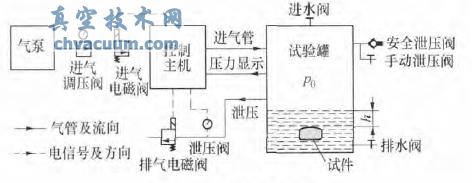
�D5 ��ˮԇ�Cԭ��D
�������H��ˮ�C���������w���֣��՚≺�s�C�����ƹ�C���w�����ڿՉ��C�����w���M��ˮ�����������ַ��O�ڲ�ͬ�҃ȡ����w��ʽҊ�D6 ��ʾ��

�D6 ��ˮԇ�C�����B��
���������OӋ���Ƶ����b��aƷ�� ���^������ˮ�C�Č��H�z�y�����ɿ�����C���ܷ�ļ��gָ��Ҫ��_���b��ķ�ˮ�ܷ�����Ҫ���ṩ����Ч�ęz�y�ֶΡ�
3���YՓ
�����ڷ�ˮ�ܷ��b������OӋ�У� ��Q�P�I���ܷ��й©�y�}��Ҫ���ܷ��cй©�Ļ���ԭ�����������J�R����й©�ĸ���ԭ���M����һ������ �Ķ���ᘌ��Ե��M�м��g�OӋ�����ď��ܷ⼼�g��ԭ���������֣�����Ҫ���ܷ�Y����Ġ�B�M���^�y�� �ó�����ֱ���Pϵ���ܷ�Ч������Ҫ���أ� ���b��aƷ���ܷ��OӋ���Ќ����Ե�ָ�����x���ԉ����酢���Ľ�ˮ�C�ɿ���ݣ��Ɍ��aƷ���ܷ������M�Мʴ_�����z�y��