�ܠ��Ӽ��ĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)�ͷ�ӹ�ˇ
�ܠ��Ӽ��ĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)
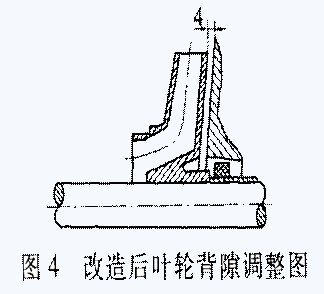
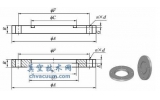
�Ҋ�Ĺܠ�ƥ�����ǿɷ��ܻ�ɷ����m���^�c�f�M������(DM-305��DM-308��)�ķ��(Ҋ�D1)����Y(ji��)��(g��u)��ʽҊ�D4��
�D4���ܠ�ƥ���ӽY(ji��)��(g��u)
�@�ӵIJ�����ֱ���c���ٹܵıں����ܱں���N߅�L��֮�g����һ�����P(gu��n)ϵ,ԔҊ��1��
��1���ܠ�ƥ���ӵijߴ�Ҫ��
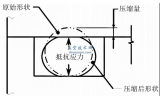
��õĹܠƥ�����ǟo���~��(����Ûϵ��(sh��)��16.8×1026)�c������(����Ûϵ��(sh��)��4×1026��11×1026)�ķ�ӡ����˜p���ɶ��߾���Ûϵ��(sh��)�IJ�e������IJ����ܵđ�(y��ng)��,�o���~�ܵķ��߅����(y��ng)�����п���,��Y(ji��)��(g��u)Ҋ�D5�������c�пڃ�(n��i)��(c��)���N߅�L�ȑ�(y��ng)���������N߅�L�ȡ����ٹ�ֱ��D �c�п��L��L�������N߅�L��l1֮�g���P(gu��n)ϵ,��Ҋ��2��
��2���ܠƥ���ӵijߴ�Ҫ��
ע: �пں��h= 0.04��0.06mm,5=2°��3°30′,�пڵı���ֲڶȞ�Ra1.6��0.8
�D5���ܠƥ���ӽY(ji��)��(g��u)
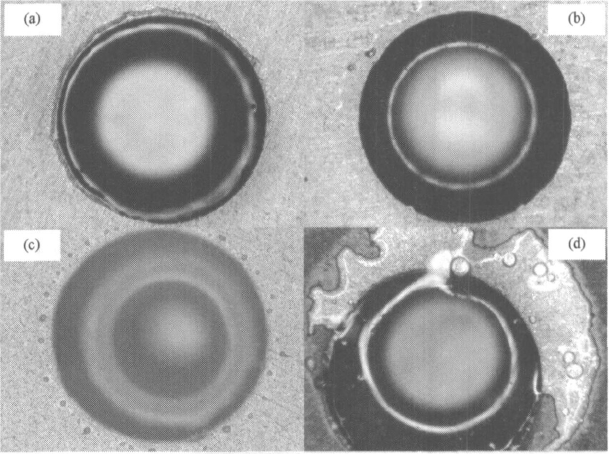
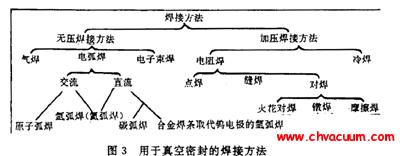
�ܠ��ӵķ�ӹ�ˇ
ֱ���^С�Ľ��ٹ��c�����ܵķ�ӿɲ����ֹ����,����ֱ���^��Ĺ����t���ڲ���܇�����M(j��n)�з�ӡ��ܠ��ӵĹ�ˇ�c�������:��������һú������е������挢���ٹ��m��(d��ng)����,Ȼ�����ϲ����ܼӟ�,ʹ�����ۻ��N�����ٱ���,ͬ�r��ʯī�P�����β���,�õ�һ���Π�Ľ��^,���û���ӟ�,�m��(d��ng)����,ʹ�����õ����õij���,�����ܛ����(�ض��^�͵Ļ���)�˻�,�ڷ�ӟo���~�ܕr,����������ӟ��~�ܵķ��߅��ʹ֮����,�����������r���摪(y��ng)��u�tɫ(�������~),Ȼ�����c�������M(j��n)�з�ӡ���ӿɷ��r,���]�П���ėl��,Ҳ�Ɍ������̶��ڲ���܇����,�������挢���������l(f��)��,�_(d��)��ȥ���ȥ�������s�|(zh��)��Ŀ��,��s�����ü�(x��)ɰ����������,�ñ�ͪ��oˮ�Ҵ���������øɃ�,�����M(j��n)�з�ӡ����c������ӵĽ��ٺͺϽ������Ҋ��3��