��������ò����������ɷ��ܠ��ӹ�ˇ�о�
��������———�ɷ��ܠ��������ÿɷ������������c���ڵ������f�岣���ܺõĽ�����һ�N�ܠ�ƥ���ӣ��������õĚ����Լ��^�߷�ӏ��ȣ�����������Ŀ��м����a(ch��n)�����^�V����ʹ�á����Č������������———�ɷ��ܠ��Ӛ��ݮa(ch��n)��ԭ��w�{������Y�ϴ�����ˇԇ�����P�Y�ϣ���һ��������˾��w�ķ�������Q��ʩ��ͨ�^���S��(sh��)���@�R���ȸ��Mǰ��ķ��Ч�����C�����ϴ�ʩ������Ч������������ò���———�ɷ�������݆��}�Įa(ch��n)�����Mһ����������������Ŀ������a(ch��n)������
��������—�ɷ��ܠ��������ÿɷ����������������������(��Fe3O4 ����)���ڸߜ����c���������ں�(�����ٺͲ�����ͨ�^���ٱ������������ܾo�ܽY����һ��)���Dz����c���ٵľ���Ûϵ��(sh��)��һ���ضȷ�����(n��i)�������ֵС��10%��һ�N��ӣ��Q��ƥ���ӡ������������õĚ����Լ��^�߷�ӏ��ȣ�����������Ŀ������a(ch��n)�����^�V����ʹ�á�
�����ڲ���—�ɷ��ܠ��ӹ�ˇ���`�У����̎���r�К��ݮa(ch��n)�������ݵĮa(ch��n)����ֱ��Ӱ푷�Ӽ��Ě��ܡ��^���ͻ��W��(w��n)�������ܣ��M��Ӱ푵���������Ŀ������a(ch��n)��������ˣ���α�����ݵĮa(ch��n)������ռ��g�W(w��ng)(http://smsksx.com/)�J�錦�����������Ŀ������a(ch��n)����������Ҫ�����x��
1����������ò���———�ɷ��ܠ��Ӛ��ݮa(ch��n)���ķ���
����������ָ�IJ��������ղ���DM-305��DM-308����ɷ֞�66%���ҵ�SiO2��20%���ҵ�B2O3����4%���ҵĵ�Al2O3��Na2O��K2O���ɷ���4J29����Ni29Co18Fe�Ͻ�ͨ�^�L��ԇ���������Č������������———�ɷ��ܠ��Ӛ��ݮa(ch��n)��ԭ��w�{�����
����1.1����һ��ݮa(ch��n)��ԭ�����
��������ݮa(ch��n)����ԭ����Ҫ�������ַ������ԭ����ɵģ����w���£�
����ͨ�^����������ò���———�ɷ��ܠ��ӵğ��ƹ�ˇ�^�̵ľ��w�^�졢����������ݮa(ch��n)����ԭ����Ҫ�����ӷ��������ԭ����ɵģ����w���£�
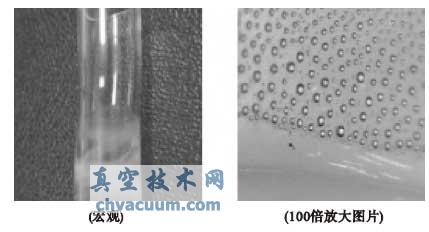
����(1)���Ʋ���———�ɷ��ܠ��ӕr������ض��^�ߣ������^�������������ڵIJ������γɚ���(��D1a)��
����(2)���Ʋ���———�ɷ��ܠ��ӕr���]�а��������ơ�܇������D���^���ʹ�ù����P���Ʋ����ٶ��^���ԭ���P�����(��D1b)��
����(3)���Ʋ���———�ɷ��ܠ��ӕr���քӷ�Ӳ����c�ɷ����D��ͬ����Ť�����(��D1c)��
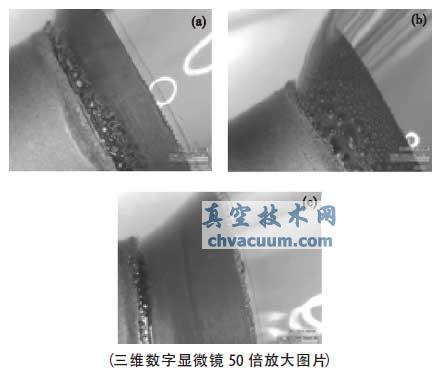
�D1 �ɷ���Ӽ����݈DƬ
����1.2���ڶ���ݮa(ch��n)��ԭ�����
��������ݮa(ch��n)����ԭ����Ҫ�������ò����ܲķ����ԭ����ɵģ����w���£�
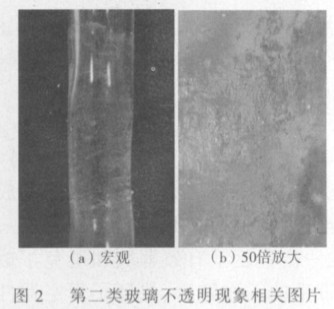
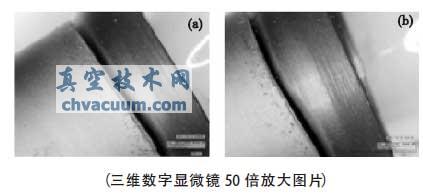
����(1)���Ʋ���———�ɷ��ܠ��ӕr���x�õIJ������К���(��D2a)���⾀(��D2b)�����Ӷ˲��⻬(��D2c ��)�����ƿɷ���Ӽ��r�a(ch��n)�����ݚ���(��D3)��
����(2)���Ʋ���———�ɷ��ܠ��ӕr������ʹ�õ�ij�����ܲ����a(ch��n)�S�ң��ڲ��������a(ch��n)�^���Ќ����儩����(As2O3��As2O5)�ĺ�����������(��D4)��As2O3��As2O5 �ĺ����ߣ��ڲ�����ӟ��ƻ���ě_���£��S�����������γɴ�����ɫ��Ⱥ��ʯӢ׃�w(ͨ�Q“�����黯�F(xi��n)��”����D5)��
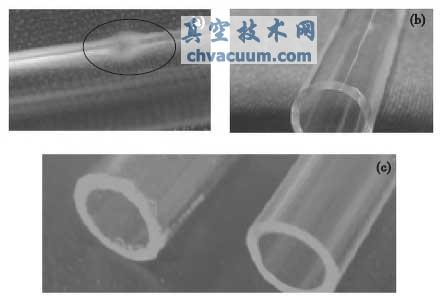
�D2 �К��ݻ�⾀�ķ���ò����ܲļ���Ӻ�D

�D3 �ɷ���Ӽ����݈DƬ
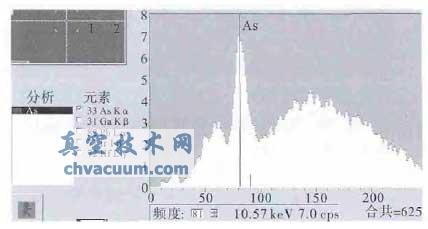
�D4 ��ُ��ij�S�����ܲ�X �侀�ɹ�����DƬ
�D5 ��ӕr�������ַ����γ���Ⱥ�DƬ
����1.3��������ݮa(ch��n)��ԭ�����
��������ݮa(ch��n)����ԭ����Ҫ�������ÿɷ��������ԭ����ɵģ����w���£�
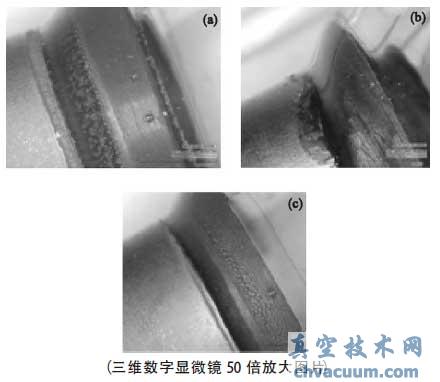
����(1)���Ʋ���———�ɷ��ܠ��ӕr��ʹ�õĿɷ���������^�ֲڣ���ӕr�A�����(��D6a)��
����(2)���Ʋ���———�ɷ��ܠ��ӕr��ʹ�õĿɷ������������Ⱦ���ߜط�Ӯa(ch��n)�����w�r�A�����(��D6b)��
����(3)���Ʋ���———�ɷ��ܠ��ӕr��ʹ�õĿɷ����麬̼���٣��]���M��ȥ̼̎������ȥ̼���㡣�ɷ�———������ӕr���a(ch��n)��CO ���w����ӵ�˲�g��������ٱ����CO ���w�ڲ�����(n��i)�γɚ���(��D6c)��
2����������ò���———�ɷ��ܠ��Ӛ��ݮa(ch��n)���Ľ�Q
����2.1 ��һ��ݮa(ch��n)���Ľ�Q����
����ᘌ�����ݮa(ch��n)���ķ���ԭ�ó���Q������������������ɷ����������{(di��o)�Ə����m�У����ƕr�����Տ������һ������������(zh��)�П��ƹ�ˇ(��D7)�����⣬�քӷ�����������c�ɷ����Dͬ����܇����ӕr�����D���m����ʹ�ù����P���Ʋ����辏���M�У��ҏ������һ������������M�С�
�D6 �ɷ���Ӽ����݈DƬ
����������ˇԇ��C�������ϴ�ʩ������Ч������������ò���———�ɷ�����@����݆��}�Įa(ch��n)��(��D8)��
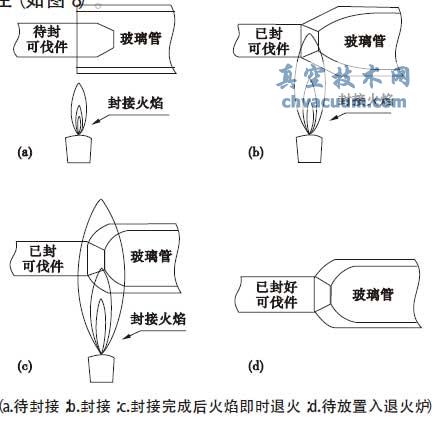
�D7 ��������ÿɷ���Ӽ����ƹ�ˇ�^��ʾ�⺆�D
����2.2���ڶ���ݮa(ch��n)���Ľ�Q����
����ᘌ�����ݮa(ch��n)���ķ���ԭ�ó���Q���������Q�����ܲ����a(ch��n)�S�ң�ԇ��Ӵ_�J�������x�õğo���ݻ�⾀����������ɷ�����ӡ�������ˇԇ��C�������ϴ�ʩ������Ч������������ò���———�ɷ�����@����݆��}�Įa(ch��n)��(��D9)��

�D8 ��һ��ݲ��ý�Q��ʩ��ķ�ӈDƬ�����D9 �ڶ���ݲ��ý�Q��ʩ��ķ�ӈDƬ
����2.3��������ݮa(ch��n)���Ľ�Q����
����ᘌ�����ݮa(ch��n)���ķ���ԭ�ó���Q���������Ϳɷ������������ֵ�ͱ���̎����ɷ��������^���еı�����Ⱦ(��D11a)�����⣬���ڿɷ���ȥ̼���}��ɵĚ��ݣ������M�������乤ˇ̎�������^�ýY��(��D11b)������(j��)���P�Y�ϱ�����800 ��������У����oȥ̿���á�800 �����ϝ���Мض�Խ�ߣ��r�gԽ�L��ȥ̿���Խ�Ч��Խ��(��D10)������(j��)��ˇ���`�ͽ�(j��ng)���Ƕȴ_�����ɷ����M��1100 �����ң�����40 min ���ҟ���̎����
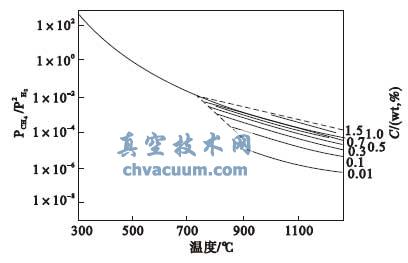
�D10 ����ضȌ�ȥ̿Ч����r�����D
����������ˇԇ��C�������ϴ�ʩ������Ч������������ò���———�ɷ�����@����݆��}�Įa(ch��n)��(��D11)��
�D11 ������ݲ��ý�Q��ʩ��ķ�ӈDƬ
3���Y
�������Ϸ���������������ò���———�ɷ���ӵĿ������a(ch��n)�^���У���Ҫ������ݮa(ch��n)����ԭ������һ�������J�R��ͨ�^������ˇԇ���S��(sh��)���@�R���ȸ��Mǰ��ķ��Ч�����C�����ϴ�ʩ������Ч������������ò���———�ɷ�������݆��}�Įa(ch��n)����һ���̶ȱ��C����������Ŀ������a(ch��n)����������M�С�