���ƴɚ�������׃������b��ߴ羫��
�����ķ���Ӱ��մɴɚ������^�̵��Π�׃����������,̽ӑ��ο��Ɵ����^�̵�׃����,ʹ���ɺ���մɴɚ��ߴ�һ�������,�Ķ�����c�����㲿������Ͼ��ȡ�
�����������������ý��ٻ�- �մ��⚤,����ӹ���ˇ���s,�ӹ��y�ȴ��ҳɱ���,��ߴ繫���λ������y�c�����������˜���һ��,1983 ��12�����C����GB4069 - 83������մ��������˜�,����1996 �꽵���ИI�˜�SJ/T10742-96 ���Ę˜ʵă��݁���:��ͬ���մ�(����) ��ˇ������ߴ繫����в�ͬ�ĵȼ�����;1-5 ����Ҫͨ�^ĥ�ӹ������_��,6-10 �����ĥ�ӹ��������C;6 ������Ŀǰ��ĥ�ӹ�(����ߴ�) ����Ҫ�_������õȼ���Ҋ��1 ��
��1 ��SJ/ T10742-96 �˜���6 ����7 ���ߴ繫����^

����90�����ǰ,���õ��ǟቺ�T�������a��ʽ,�����{���տs�ʡ��pС���w�տs׃���ǿ����մɳߴ�����Ҫһ���h��,���ɼ��ijߴ羫����ȫ��ģ�ߺ͟����^�́����C���M���҂�����Ŭ�������տs�����L�ڷ����ڿɿصķ�����,�����r�Ŀ���ˮƽҲֻ���_��±1.5%������90������õ��o�����ͼ��g��,�մɹ�ˇ���gҲ�õ����������,�մɃ����|����ȫ�^�̺ϸ��ʵõ��^����ߡ�����,�c�������M�մ����a��I����^,�҂������մɹܚ�����Ⱥ����ε�һ�����ϴ��ڲ��㡣Ŀǰ,��������մɿƼ�����˾(���Q���˾) ��ĥ�ӹ�(����) �ɚ��ߴ繫��Ҳֻ�ܿ�����±1 %ˮƽ,����͑�Ҫ���^��,ֻ��ͨ�^�Cеĥ�ӹ��ֶ��_��,���`�C��:�մɱ��潛ĥ�ӹ���,���H���Ɖ���ԭ�����ܵ����^,���������ܵ���Ⱦ,߀��Ӱ푴ɚ��ķ�ӏ���,���Ҵ���������a�ɱ���
�����S�����������İlչ,���մɹܚ������(�ߴ繫�����λ�����) ����Ҫ��ҲԽ��Խ�ߡ���ǰ,�մ��ИI������մ�����һ���Ժͳߴ羫�ȷ��摪ԓ��ҕ�մɟ����^��,���ɚ��s�ٷ�ʮ���տs���ڟ����^�����M��,���տs�^�����ְ��S���Π��׃��,�@���^�̿��Ʋ��Õ�ʹ�ɚ��ijߴ繫��׃����λ����׃��(׃�Ρ�����) ,��ʹ�ں���ͨ�^ĥ�ӹ��ķ������Ը�����ߴ羫��,������ĥ�����@Ȼ�ǟo�ε��k��������,��������մɟ����^���е����P���},̽ӑ���ƺ��M��ˇ������ˇ������;��,���ƺͿsС���w�տs�����ʹ��w׃�η������@��,����������ߟ��ɹ���ϸ���,�pС����ęCе�ӹ��ɱ�,߀����������ĥ�ӹ��մɹܚ����ȵȼ���
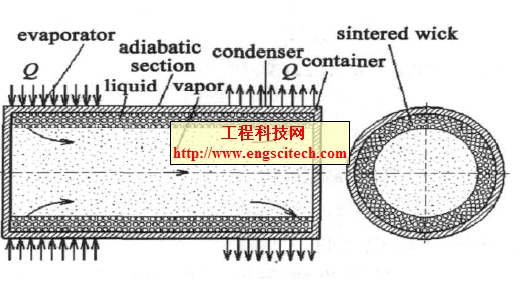
1�������մɹܚ��ڟ����^���Юa����׃������
�����ɚ��ڟ����^���е�׃�Ρ�������Ӱ푿��Ƴߴ繫�����λ�������Ҫ���ء��D1 ���e�ˌ��˾������ɚ��a���ĎN������׃�������D1(a)�鳣Ҋһ�N�ڲ���׃�F��,Ҳ�Ǯa�������^���һ�N,һ�������ۿ�Ҋ��r��,�Ѳ��ܝM���OӋ�ߴ繫��͈A�ȵ�Ҫ�D1 (b)�ǵײ������ȿ���׃�F��,����ײ��տsһ��,�A���^��,����ߴ�ƫ��;��֮,�����ܳ����U;��ɶˏ���ߴ������@�IJ�e,��ɴ�ֱ��׃��D1(c)�dz��p���ȿ���׃�F��,������¿ڲ��տsһ��,�A��߀����,�ɶˏ���ߴ綼ƫ��,��ɴ�ֱ�ȡ��A����׃��;��֮,�����ܳ����U���D1(d)���ϲ��ʿs����׃�F��,����Ͽڲ��տsһ��,�A��߀���Ա��C,������ߴ�ƫС,��ֱ�ȡ��A����׃��;��֮,���ܳ����U���D1(e)�dz��p�s����׃�F��,������¿ڲ��տsһ��,�A�ȿ��Ա��C,������ߴ�ƫС,��ֱ�ȡ��A����׃��;��֮,���ܳ����U���D1(f)�Ǵɚ����w�l����׃�ĬF��(���w�ֲ��a����Ť�����N��׃��,�����߶ȷ���ijߴ�һ��������^��) ,���w�ijߴ繫�����λ����l���^���ƫ��,һ�㶼�ǏUƷ���D1(g),(k)�����w�ɚ��ߴ�׃���ĬF��,����տs����һ��,׃����С,���H�ߴ�������OӋ�ߴ��������ؓ�������;��֮,��һ���dz��
�D1 ���N���͵Ĵɚ�׃��ʾ��D
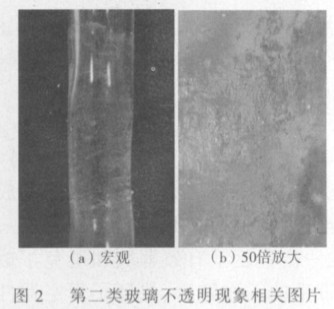
������ɴɚ���׃��ԭ���^���s,����w���տs�^�����ڸG�t�ȸߜ��A����Ȼ�M�С����˾�b�G�ķ�ʽ��D2 ��ʾ,���ÈD3(b)�еĉ|�_�ڸߜ�������G�t���M�дɚ��ğ��Y��
�D2 ���ɚ������b�dʾ��D�����D3 ���N���õĉ|�_���ΈD
�����ĈD2 ����,�ɚ����|�_������ɳ�ͳП���M���˟��Ɇ�Ԫ,�����ڟ��ɕr���Г�����������,�֮�g߀�����������ϵ��Pϵ(�|�_�տs�ʡ��|�_�c�П����Ħ���������П����ƽ���ȡ�����ɳ�����Ⱥ�ɳ�ӵĺ�ȵ�) ������@�ׂ��P�I��υ����_���������M��,�մɹܚ��ڟ����^���о����a��׃��,�������һ�N��ϲ���,����ʹ����һ�N������ʧЧ,��K�Ɍ��´ɚ��l���Π��׃�����ɚ�׃��Ҳ�����ض��ı��F��ʽ��Ҏ��,һ��ɚ���׃�δֶ��a�����c�П�����|�ĵײ�,�����sռ���ɔ���1 %��3%;���eƷ�N(���ڡ������Q) �����^��;�p�ӯB�b���ɵĴɚ��������a���ڵײ����в�,�����^��;�Еr����ij��Ʒ�N�������a�������a�������g�a��׃�εĔ����sռͶ�ϔ���3%��5% ,���ؕr����ռͶ�ϔ���10 %���ϡ�ͨ�^���`����,�D1(a) ����׃��Ҫ�lj|�_�]�Ќ��ɚ�����ס,ʹ�ɚ����տs�r�������ɿ��g����;����,�p�ӯB���ɚ�֮�g�o�|�_,�|�_�c�ɚ�֮�g�b���g϶�^��,���g϶������ɳ��ס,��|�_�տs���ڴɚ��տs,�|�_�����a������׃�����¡�(b)����׃��Ҫ���²��|�_���տsС�ڴɚ��տs����,����ɚ��c�|�_����g϶���^���ɳ�����Ҳ�ɮa����(c)�D����׃��Ҫ�Ǣ��ϡ��²��|�_���տs��С�ڴɚ����տs����; �����ϲ��|�_���݇���,����տsС����; ���Еr�l���������r���ڲ�ɳ�������ȿڡ�(d),(e) �D����׃��Ҫ�lj|�_���տs���ڴɚ�����(a �ʽ�|�_) ; (f)�D����׃��Ҫ�lj|�_�l�������@��׃��(�N��) ,�����b�G���}ʹ�ɚ�����l���Aб����λ������;(g),(k)�D����׃��Ҫ�Ǵɚ��Č��H�տs���c�ų�ϵ������^��,����ģ�ߺ�ԭ�����e������ë����졢����܇�Ƴߴ���e�����¡�
����ͨ�^ԇ����C���ɚ��a����׃��Ҫ������: �ى|�_�ʹɚ����տs���в�e������ƥ��������ġ��ډ|�_�ܴɚ�������(����) ���c�ư��Ħ������������һ��������ġ��۴ɚ��ڸG���ܟ����������ġ��ܴɚ��c�|�_������g϶������������ġ����b�G�������������_������ġ�