���N�۽������������ꎘO���f��ӹ�ˇ�о�
�����������N�۽�ϵ�г��������о�����Ҫ,�_չ�˹��ꎘO��Ղ��f��ӹ�ˇ�о�,���ҽY�����������ƌ���ӹ�ˇ�|���M���˿ɿ��ԵĿ��ˡ��Y���C��,��InSn �Ͻ����M�й��ꎘO��Ղ��f���,�乤ˇ����,�����|���ɿ�,��Ӛ����Գ�Ʒ�ʸߡ��@�N��ˇ�������ڳ����������о������a��,Ҳ�����ڷ�ƥ����ϵĚ����Է��,���ЏV���đ���ǰ����
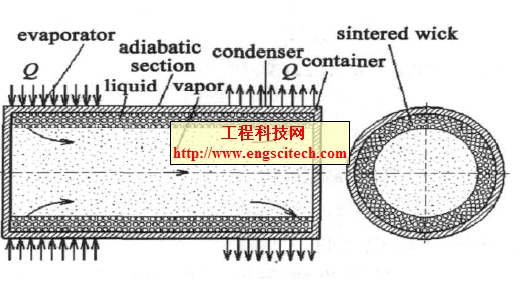
�������N�۽���늳��������о���,���ڹ��ӽY���o��,�܃ȿ��g�w�eС,�o�������Ś��,���������Ś����ڳ�������҃��M�С��@�N�����c�o늾۽����������,��֮ͬ̎����ꎘO�M���c���w���M�К廡����,���ꎘO���ڹ܃��Ƃ�,�����ڌ�������Ƃ��҃����,�c���w������x�ġ�ꎘO�Ƃ���ɺ�,���ô������f������ꎘO�c���w������҃��ú��Ϸ����һ������������������һ������,���Ӛ�����ֱ���Pϵ���ƹܵijɹ��cʧ��������,�о������ܿɿ�����ˇ�|���������m���������������Ĺ��ꎘO���f��ӹ�ˇ�DZ��C�������Ƴɹ����P�I��
1�����ϲ����x��
1.1����������Ҫ��
�������N�����������ꎘO�Ƃ䶼��һ����ͬ����Ҫ����,����Ҫ�����Cԭ���M��ꎘO����,��������߹��ꎘO�`���ȡ������ꎘO�l����v,ֻ�м���ضȽ���130 �����r,����Ӱl��ӱ���ꎘO�Y����څ�ڷ������@�r�M��ꎘO���f��ӿɱ��CꎘO�`���Ȳ��½���Ҫ���C�����ܳ�������������,���FꎘO���f��Ӛ����Եĸ߳�Ʒ��,�����ϲ��ϵ�Ҫ����:
����(1) �������c�����c����130 ��;
����(2) 400 ��濾�ض���,���≺����1 ×10 -7 Pa ;
����(3) �����s�|��������1/ 1000 , ���ȸ���99.99 %;
����(4) ���ϵ͜��ۻ���B����ɢ,�����Ժá�
1.2�����ϲ����x��
�������˝M���Ӻ��ϵ�����Ҫ��,ͨ�^�Y���{�п��x�õĺ��ϲ�����7 �N(Ҋ��1) �����^���ܵı��^�c����,�_���x��InSn �Ͻ���������Ӻ��ϡ����������ӽY��, ����Ҏ��ֱ����2mm �ľ��ġ�ʹ�Õr,���Y������������ĭh��Ȧ�b�냦㟲ۃȡ�
��1 ���߷N�����c�������ܱ��^

2��ԇ��b���c����
2.1�����w���
����Ҫ���F��Ӛ����Եĸ߳�Ʒ�ʺͿɿ���,���Ҫ��������Ќ������ۻ��ڹ��wꎘO��Ӳۃ�,����1 ×10 - 4 Pa ��ն���500 �汣��,ʹ�����c���w��㟻������γ����õĻ��ی�,�Դ_��������ɢ�ľ����ԡ����w���������ꖿƃx�S���a��HV GRL500 �ͳ�����՟o����ՠt����ɡ����^����:��ʢ㟹��w������ՠt�Ś�,����ն��_��1×10 -4 Pa ��,�M�Рt�w����,���^����→����→�����^�̺�,ȡ�����w,�z�黯�Ч��,�����ϱ���������o�������o��ס���ɢ����,�o���ѵ�ȱ��,�t����|���ϸ�
2.2��ꎘO���f���
��������㟺ϸ�Ĺ��w���b��ͨ����(MCP) ,�ɹ���,�BͬꎘO�M��һ�����볬����վC���ƹ��_��,���^�����w�濾�Ś�,�����ˢͨ����,���ꎘO�Ƃ�ȹ���,�����ꎘO��Ӱl��ӷ�����,ʹ���ǻ�Ҝضȱ�����130 ������,�ٰѹ��ꎘO�ô������f�U��ꎘO�Ƃ��҂��͵������,�c���w�M�з��,�_�J�����ȫ�ɹ���,�S�������Д�t�w�ӟ��Դ,ʹ�ض��S�t��Ȼ���ص��Ҝ�,�Ķ����ꎘO���f��Ӻ������Ƃ䡣
3���Y���cӑՓ
3.1����ӻ��ı����̎��
���������������wʹ�õĽ��ٲ��Ϟ�Fe2Ni2Co �Ͻ�, ������ɢ����ԇ��C��,380 ��濾�ض���, In-Sn �Ͻ��ڿɷ�����Ľ������^��,��ɢ������,�Д��ѬF��,�y�ԝM���Ӛ�����Ҫ���˱��CꎘO���f��Ӛ����Եĸ߳�Ʒ��,�҂���ԭ�����ɷ���ֱ�ӻ��,�Ğ����ڻ��̎�����������һ��300 nm ��懡����^���ԇ�,���ϵ���ɢ����ȫ�M��Ҫ��,�ɹ��ؽ�Q�˵͜غ�����ɢ�Բ�ߜغ������l�Ļ���|�����}��
3.2����ӽY��
�������]�����N�۽������������ꎘO�cMCP ֮�g�ľ��x�^�����ꎘO��ӂ�����㟷�����Ԇ��},���ڲ������ꎘO�����������僿���Ȟ�300 nm �Ķ���Ĥ��,߀�ڷ�ӽY���ϲ����ˏ�����㟡���ӕrʹ����̎���ۻ���B,ʹꎘO������c���Ͻ��|��,ֻ���懽���������ɢ,�������ڽ��^�g϶��ë�����ö���M���p,���������C��1.5 g����,�Ɍ��F�����Է��,��߳�Ʒ��,��ӽY����D1 ��ʾ��
�D1 ��ꎘO��ӽY��
�����@�N�Y�������c����:һ�ǿ��Ա��C������;���Ƿ�ֹ�Ӝؕr��������,�a��ꎘO�cMCP �g��·�ͷ��©�⡣���^��Ӛ�����ԇ�yӋ,�@�N�Y����ʹ�����Է�ӳ�Ʒ�ʴ���90 % ,��һ����Ҫ��ʩ������:��ꎘO�������������僶�Ԫ�Ͻ�Ĥ,����Ϟ�Cr2Ni2Cu ,����ȿ�����300 nm ���ҡ��������Ѓɂ�:һ�������ڂ������,���DZ��C㟷�����ԡ�����C��,��Ԫ�Ͻ�Ĥ��ӳ�Ʒ���h���ڶ�Ԫ�Ͻ�Ĥ��
3.3����Ӝض��c����������
3.3.1�����f��Ӝض�
�������`���ȹ��ꎘO���Ƃ���K�Y�������Cʹ�`�����_���r�Y������,�˕rꎘO�ض�һ����230�����ҡ����@�N�ض���,����ꎘO�l��ӱ���δ�_��ԭ�����ƽ���B,�l��Ӳ�����,���M�Ђ��fꎘO���,�t�����ꎘO�`�����½������ƹ�ԇ�ó�,����ʹꎘO���f�`���Ȳ��½�,���ܱ��CꎘO��Ӳ�©��,ꎘO���f��Ӝضȑ���130 ��,�Ɍ��FꎘO���f��Ӛ����Ը߳�Ʒ�ʺ܃�ꎘO�`���Ȳ��½���
3.3.2������������
�������CꎘO���f��Ӛ����Ը߳�Ʒ��,������ӜضȺͺ��Ӽ��ķ����Ĥ���Ї����Ҫ����,�پ��Ǵ_���������m��������,��������̫��,�����늘O�g��·,��̫�لt�����©�⡣ͨ�^���,���IJ����˷Q�ط������ƺ�����,�ڱ��C���ϲ������ěr��,������������1.1��1.5 g ,���FꎘO���f��շ�Ӛ����Ժ߳�Ʒ�ʡ�
3.3.3����ӳ�Ʒ��
�������p���N�۽������о���,�����ꎘO���Â��f��㟷�,���Ӛ����Գ�Ʒ�ʴ���95 % ,�`���Ⱥϸ��ʴ���90 % ,���wָ��ȫ��ϸ��ʴ���60 %����������������о��������ƹܳ�Ʒ������ߵġ�����ԓ��ˇ����,�O����r��,�ƹ����ڶ�,��ˇ�����ɿ�,Ҳ�ɹ������ڼ{�뼉��푑��������p���N���������о���,ȡ�������õĽ���Ч�档
4���YՓ
����ͨ�^���p���N�۽������������ꎘO��Ղ��f��ӹ�ˇ���о��ɵó����½YՓ:
����(1) ��M������������Ҫ,�x��InSn �Ͻ�����Ӻ���,�Ɍ��F�܃�ꎘO�`���Ȳ��½���
����(2) �ڻ����̎������������僿���Ȟ�300 nm ���Ĥ,�ɱ��C��a���ϱ�����ɢ����,��ֹ���϶ѷe��ֲ����ϲ�������
����(3) ꎘO������300 nm ��Cr2Ni2Cu ��Ԫ�Ͻ�Ĥ,�Ȍ��FꎘO��ӌ�ͨ����,�ֱ��C���f㟷�����ԡ�
����(4) ꎘO���f��ӜضȞ�130 ��,��Ӳ�©��,��Ʒ�ʴ���90 %��
����(5) ���w�濾�Ś⺸�ϟo����,������������111��115 g ,�ɝM���Ӳ�©�⡣�^���a��ꎘO�cMCP ��·,�^����©�⡣
������֮,��ꎘO���f��ӹ�ˇ�����ɿ�,��Ӛ����Գ�Ʒ�ʸ�,�������M�ķ�ӹ�ˇ��ͬ�r,�@�N��ˇ���H�m�����������N�������������ƺ����a,Ҳ�m���ڸ��N��ƥ����ϵķ��,�ڹ�������о��I����ЏV���đ���ǰ����