���N��Ҋ�ĸ�ʽ�ݗU��ձ��ݗU�D���;������c�ݗU�ӹ�����̽ӑ
�������������N���H�����^��V���ģ��քe���а����¾����u�_�������[�����ݗU��ձ��ݗU�D���;������w���^�����N�;��M�������������Ժ��;��ă��ӡ�Ԕ���U�����ݗU��܇���ӹ��������քe�����ˎ��е�λ�c�����N�ݗU܇���ӹ�ģ�ͣ����ҽo����܇�����ߵ��xȡ����������εؽ�B��һ�N��Ч���ݗU����ݗU�ӹ����������ṩ��һ�N���õ��ݗU�ӹ����Ȝy��������
������ʽ�ݗU��ձÌ��ڷǽ��|����ʽ��������Ԫ����һ������ϵ��ݗU�D�ӣ���ǻ�ț]�н����c�����g�Ľ��|�����ǻԪ���oĦ�����Y�����ξo�����דp���٣���ն��ߣ�ʹ�É����L���ܺĵͣ��o����Ⱦ��ʹ�È���С�ȃ��c���V��ʹ�ã������ݗU��ձõĸ�����֮�g�o�Ȳ�ͨ��������ֱ�ӌ����w��������������Ś�ȣ�����ڳ�������Ԛ��w�����зۉm���w����Ě��w�r����������ϴ���㡣�����䃞Խ�����ܣ��ښW�����ձ��ѽ��ɞ���ӡ��댧�w����ˎ�����ܼӹ���̫��ܹ����LED ���ИI���x��ի@���O�䣬�ɏV�������Ƭʽ��ձ������yʽ��ձã�ˮ�hʽ��ձ���ˮ������ձã�����ʽ��ձ����_��ˮ�h��ՙC�M�ȡ�
����Ŀǰ�����^��צ�ε��ݗU�D���;��LJ�����S����鳣�õ�һ�N�;�����C�����܃��㣬�ܷ��������ã���e����ϵ�����ҽ�Q���D�ӵ��X����憖�}���ʞ�V�����ã��@�N�ݗU���û��A�돽��ȡ������෴������������ͬ���;����;����OӋ�У��X���A���c�X픈A���^��һ����ð����¾����乲ܗ�������u�_�����乲ܗ�������A�����乲ܗ������[�����乲ܗ��������ͬ���^����ʽ����ռ��g�W(http://smsksx.com/)�J�錦�Ɍ��ݗU���g϶�OӋ���ݗU�ļӹ������xȡ���c֮�����ļӹ�Ч�ʸ�����ͬ��������Ҫ�������а������������u�_���͔[���^�ɾ������N��Ҋ���;��������ԣ������������A̽ӑ�ݗU�ļӹ��������Ա������ͬ���;��ͼӹ��O�䣬���xȡ����m����Ч���ݗU�ӹ������ṩ������
1�����N��Ҋ�;�����
1.1�����а����¶����;�����
����Ŀǰ�ݗU��ձ��Ј��ϳ��õ��;����ɰ���������������j��������С�ɶΈA���������[����ξ��M�ɣ�����Rietschle��KINNY��TAIKO��VPS�ȹ�˾������ƽY�����;�����D1 ��ʾ��ԓ�����;��ɰ���������e1a1������j��d1e1��С�A��c1d1 �ʹ�A��a1b1�������[��b1c1 �M�ɣ����ڰ����������ć������ԣ�����������a2 �c�İ��j�c��f �c���o���_��d1 �c����A��a1 �c�İ��j�cҲ�o���_��d1 �c���@��С�^��o����ȫ���ϣ���Ҫ���X�Σ��γ����Dž^��a2d1f��ԓ�^���γɚ��w�Ĝ���^��Ӱ푳��Ч�ʡ��@��;���һ�����̃ȴ��ڲ���ȫ���υ^���γɵ��ݗU��1 �����̃ȟo���ų����|���īI����ԓ�;����ݗU�����OӋ��1.5�����ό��̣����H�����У��ݗUһ���OӋ��4.5 �����̣������_�����^�õij������Ҫ��
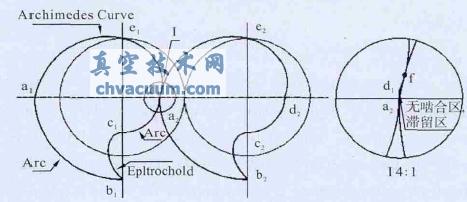
�D1 ���������������ݗU�D�Ӷ����;�
�����@�N�;��OӋ���ڴ_�������ľࡢ�X���돽���X픰돽����e�����ʲ��̶������Ը��������¾����ɈA�돽����ʼ��Ǻ�չ�_�Ƕ�׃�������w��׃����Ҫ�Y�ϼӹ���ʽ����1 ���ݗU�D�Ӷ����;��M�����������ԡ�
��1 ���������������ݗU�D�Ӷ����;��ĽM������

1.2�����Нu�_�������;�
�����u�_��Ҳ���ݗU�����;����x�õĻ����;����u�_�����Թ�ܗ�����ԣ������ƌ���ܗ�������u�_�����乲ܗ�����ÿ���һ�Νu�_����ʾ[5]��������Ĺ�ܗ������������D2 ��ʾ�������u�_���c�����A��ֱ�����B�����γ�һ����й¶�^e2d2f���ʝu�_�������A�����Ô[��e2d2 �^��[6]����Busch ��˾������Ƶ��;���
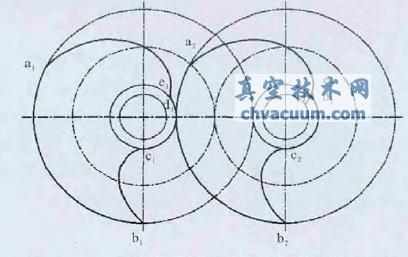
�D2 ���Нu�_�����ݗU�D�Ӷ����;�
����ԓ�����;�������������քe���X픈A��a1b1�������[��b1c1���X���A��c1d1���^�ɔ[��d1e1 �͝u�_��e1a1 �M�ɣ��ݗU�D�Ӷ����;��M���������������2 ��ʾ���^�ɔ[��d1e1 �Ĵ��ڣ����ܱ��C�Ɍ��ݗU���ϵ��ܷ��ԣ���ʹ���ݗU�D�����X�����X��֮���γ�ƽ���^�ɣ�����һ�����й�ͬ�ӹ������Ե�ƽ�����棬�������@��ӹ�Ч�ʡ�
3���YՓ
�����ݗU�D�Ӷ����;����ݗU��ձõ��P�I���g���ģ��������e�ˌ��Hʹ����V�������N�����;���ͨ�^���������;������M�ɣ��o����ÿ�N�;��M�������������ԣ������������ԣ�ָ�����ݗU�OӋ�^���е���Ҫע��Č��H���}��
�����ݗU܇���ӹ��У���Ҫ�ڎ���C �S���ܵ�܇��������ɣ��@�Ӳ��ܱ��C�ӹ����ȣ��ݗU�ӹ��P�I���ǵ�λ�c��Ӌ�㣬���ķքe�o�������N�ݗU܇���ӹ�ģ�͡��ݗU����ӹ�����һ�N��Ч�ӹ��ļӹ��ֶΣ�����ӹ������`����ӣ���Ҫ�Y���;��ͼӹ��O���`���xȡ���ݗU�ļӹ����ȿ��ٙz�yһֱ�ǂ��y�}�����������“��늌����x�c���c�y������”������Ч�ؽ�Q�@���y�}��
������Ȼ���;����Ɍ��ݗU������g϶����OӋ��һ�w���̣�����ƪ����κ����OӋ�Ɍ��ݗU�g϶�]���漰���@�����}�����w�ļӹ������ں��m��������Ԕ���U����







