�u����ձõ��OӋ����ˇ�ļ��g���}
1���u����ձ��ĽY���OӋ
���ˌ��F�u�����܉���Ч������Ŀ�ģ����ʹ�u���;��ڸ�����՚�ǻ���Ç��ϣ��Ķ��˷��������ǻ�����ȏ��s���،��µĜu����������r��������׃�Ρ��Ś�ǻһ���ָ߉����w��������ձ�Ч�ʽ��͵ȡ�����Ҫ���C�u���;�֮�g�ľ��_�����c���ϣ����ƹ������|��й©���_�����Ŀ�ġ��@�ǜu���ýY���OӋ����Ҫ������
2���u����ձõ��ܷ�
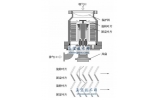
����һ�N��ʽ��ձ����o�ͱ������ڴ�≺����5 Pa �ĉ��������ȹ���������o���坍��խh������ձ����ڱõij�������У��o�ʹ���κ�����ܷ�Һ�w������|�������ӡ��o�u���P�����D���γ�����ǻ�͉��sǻ��������w�ų����B�m������⡢���s���Ś��^�̡���ˣ���η�ֹй©��Q�ܷ�Ć��}�Ȟ�ͻ����
�u���õ��ܷ���Ҫ�����S���g϶�ď����ܷ⣬���X��ܷ����͏����g϶�������ܷ⣬���X���ܷ⡣
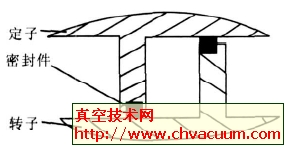
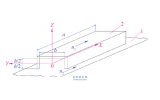
�D3 �X��ܷ��
�X��ܷ����픲��ܷ������Q���ӱP���D�ӣ��c�o�P�����ӣ����X������_�O�u�_�������ۡ��������ۃ�Ƕ���طN���ϵ��ܷ�l���ܷ�l�����u���P���A���ӣ������ǟo���\�D��Ҫ���ܷ����ĥ���ߜء�����һ������׃���ܣ�����|���ߴ硢λ�Ì��õijɹ��L���\�D�����P��Ҫ�ġ��X���ܷ⼴��ǻ֮�g���ܷ���c�����^���ܷ⣬ͨ���X���ܷⱻ�J���ǛQ���u���ó�����ܵ���Ҫ����֮һ�������X���ܷ�, ��ͨ�^�����uȦ�ں�,�x������\���g϶,ʹ�����_�������ضȕr�����g϶��С, �Դ��_���ܷ��Ŀ�ģ���Ҳ�DZ��C�õĘO����նȵı�Ҫ�l�������ڄӡ��o�u���P�����r���a����׃�Σ�����׃������ͬ������С�D���g϶���S���r��׃��,�g϶�^�����O����ն��y���_�����g϶�^С���u���P֮�g���l��Ħ������ҧ�ϣ����ضȼ����������ƉĜu���P���棬���±õ�ҧ��ʧЧ, �����g϶��С�Ĵ_�����OӋ����һ������
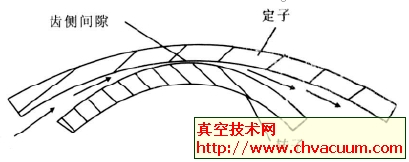
�D4 �X���g϶�ܷ�
�X��ܷ���X���ܷ��ǜu�������ܵı��C�������nj��õĘO����վ��ЛQ���Ե����á��O����նȵ�ָ�ˌ��u���õ�����Ӱ����P��Ҫ�����ڜu���Á��f�Ǻ��y���ռ��_����ָ�ˡ���Ҫ�ǜu���P���ć����g϶���y�ƿأ������ɜu���P�ľ��Ρ����|������������̎�����T�����ؘ��ɵġ���Ҳ��Ҫ���OӋ�ˆT�c��ˇ�ˆT��ͬ��ɵ��P�I������
3���u����ձõĹ�ˇ��
�u���ÄӱP���o�P�ć����DZõļ��g���ģ������Ҫ���C�ڸ��������\�ӗl�����܉��ߜأ���ĥ�p���ԝ���������Ҫ�����õļӹ��ԡ��u���P���ļӹ����Ⱥ�Ч��Ҳ��һ������Ҫ�IJ��֣�Ҫ���Ô��،��ÙC����һ���b���ӹ���ɣ����C���κ;��ȡ����ڜu���P���������\���Pϵ������Ҫ���^�m���ı���̎�������_���ߜأ���ĥ�p���ԝ�����
�������P���£�