ѭ�hҺ�������^�d���oͣ܇�����c̎��
1��ѭ�hҺ��ú���
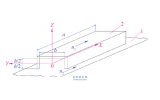
2006��12��23��, 2#23500m3/h�շ��O�����Ͷ�a����, �S����ǰ����, ��a���_��870m3/h ���ƚ�ϵ�y����˃��_�����M�ڵ�ѭ�hҺ���,���OӋ����Ҋ��1 ��

2 ��1#ѭ�hҺ����\����r
�������a�r, ���_ѭ�hҺ���1��1��, Ҫ��ÿ���c�z�r�Գ����ññP܇��2007��10��1��,1#Һ��Â������g, �����ˆT�����M�бP܇,���X1#Һ����\�D���`��Q��̎������ԱP��,���������Һ����\�DȦ���١�
12��17��14��10, 2#Һ��������ГQ��1#Һ����\��, �{���D�ٞ�4500r/min, ���29A���\��30С�r��, 12��18��22��40,1#Һ��ó��F�Ԅ�ͣ�\�F�͵ؙz��������, �o����Ϣ��
23��12,1#Һ����ٴΆ��Ӻ����Ԅ�ͣ�\�����˱��C�շ��O���������a, �ГQ��2 # Һ����\�С�����Ϣ��: 늙C�iͣ܇; ����^�d���l�������@ʾ��Ϣ, ���������������^�d��ԭ����ⲿ������, ��: �S�Гp��; ����՚��M��, �Y����������Ħ����
3 ������ԭ�����
12��19��08��00,�z��Һ���,��P܇����,�Ȍ�Һ����M�мӜ�, ��ϵ늚⡢�C���ˆT�����M�г����z���ԭ�������������M���O�����ڱ����ڃ�, ���ǛQ���j���a�S���M�оS�ޡ�����,�ʂ�þS������Ҫ�Ă����
12��20��,���_ѭ�hҺ��ýӾ���,�l�F���Ѓ�ˮ����,�Ӿ��������g�^��̎��ˮ����, ���ؽ^��ֵ���㡣��늙C���c���_�Mһ���y�����@�M�^��ֵ,������,�y�������@�Mֱ�����,����ƽ�⡣�����z�y��r,�Ãx�������Դ�M�и���̎��, ������24 С�r��
12��21��,�y���^��ֵ,�Ԟ���, ���Ӿ��С��Ӿ����Ӻ�늙C�L���w����, �њ�Դ��ֱ�Ӳ���늙C�M�и���̎����̎�����ٜy���^��ֵ,������011MΩ,�^�m�ø���ⴵ�ߡ����������J��^��Ч��������ɶ�·, ��ʹ����^�d�Ķ����1#Һ���ͣ�\��
4 ��̎����ʩ
411 ��늙C��·
ʹ�ú��C�ӟ�ʹ������̎����, �^���֏�����, �S��Ͷ���\�С�
412 ��Һ��ñP܇����
(1) �ʂ���S�Ђ��(63092Z/C3��62102Z/C3)�͝�����֬��
(2) �j���a�{��; �Д��Դ�ͱ��M����; ��жС����������ɰ��
(3) 늚⡢�C�������E���b��
(4) �z���S��, ������r�ӝ���֬����Q�S�С���ϴ�M���^�V������b, �ٲ�©��
(5) С��������b���ɰ��
(6) Һ����{ԇ������Ͷ�\��
5 ��ѭ�hҺ��ø��Q�S��
2008��1��4��09��45,1#Һ����ٴ�ͣ�\,����Ϣ��: 늙C�iͣ܇; 늉��^�d���l��1��7��, �������Q�S�оS��Ӌ�����I,��zҺ���,�l�F�������P�g�F��,�����J���c�M��ˮ���P��
ѭ�hҺ��ò��b����: �ٲ��늙C����s�L�C��, 늙C���_��˨; �ڲ���x���ܼ�; �ۏķ��m̎����u݆���M�������ܵ�; �ܲ��С��������Һ��ù̶���˨; �����õ��b����, ��Һ������w����, �\�ؾS��܇�g; ������w�u��; �߲�����w�~݆(ȥ��λ�Nᔡ���ñ�͉|Ƭ��) , ȡ���~݆;�����Ԍm����Ҳ�ȡ��, ���_��Һ�h; ����֧���ϲ��_늙C�̶���˨, �˳�늙C; ��y���S��ʽ�S����߅�c늙C���w�g϶, ��ӛ�; lvȡ���S��λ�N��; lw���S����ȦѸ�پ���Ӝ�, �M�П����˳�; lx���늙C�ȶ��w�ݽz(ؓ�d����ؓ�d�˸��ɗl) ; ly�������w�̶��z�U, ���_늙C; lz����D��, ���÷������������Ӿ�Ȧ��ʩ; l{����Ӷ˓p�ĵ��S��63092Z/C3 , ������늄��и���(�S�����ж�λ����) , ���H���Ó���; l|������Ӷ��S��62102Z/C3 ; l}�S�а��b����b,���H���Ó���ȥ; l~���b����c��ж����෴(��ж�r���÷�λ��ӛ, ���b�r����ӛ����) ��
6 ��Ͷ�\Ч��
2008 ��1 ��8 ��, ѭ�hҺ��û��b�ꮅ��Ͷ��ʹ�á�1 ��9 ��, ѭ�hҺ����\������, ѭ�hҺ��ù���̎���ɹ���
���P���£�