����ˢʽ�ܷ���Ƃ估ԇ��о�
�����ڌ�ˢʽ�ܷ����칤ˇ�M���{�еĻ��A��,���������Ͷ���ˢʽ�ܷ�h�������ƵČ���_����,������ˢʽ�ܷ��M�������ܜyԇ,�õ��˷�������ˢʽ�ܷ��o�B�̈́ӑB�ܷ�������й©����,������ˢʽ�ܷ�����ԇ�Y���c�īI�������N��ܷ⌍�Y���M�б��^,�C���˶���ˢʽ�ܷ���ԝM���OӋҪ��,�ȳ�Ҏˢʽ�ܷ���߃�Խ�ԡ�
����ԇ��о�����C����ˢʽ�ܷ���������Ч��;�������ڳ�Ҏˢʽ�ܷ��ԇ��о��������e��ꐇ��ֵ����Ȍ�ˢʽ�ܷ���o�ӑBй©�����M����ԇ��о�����C��ˢʽ�ܷ����õ��ܷ�����[1]; �nj��d����ˢʽ�ܷ��c�Ԍm�ܷ�M�϶��ɵ��ܷ��M�����o�ӑBԇ��о���ȡ�������õ��ܷ�Ч������ˢʽ�ܷ�ĽM���ܷ��ṩ��ԇ���A[2]; �O��Ƽ��ˢʽ�ܷ���;����M����ԇ��о���Փ�C��ˢʽ�ܷ����^�õ��ܷ����[3]; ���غͿ�����ˢƬʽ�ܷ��M����ԇ��о�[4]��
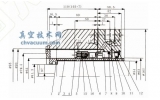
�����������аl��������Ķ���ˢʽ�ܷ�( �Y����D1 ��ʾ) ���A�ϣ���ˢʽ�ܷ�����������M�����{�У��������Ƃ�������ԇ��о��Ķ���ˢʽ�ܷ�[5]�������ƵČ���_�ϣ��ԙz�y����ˢʽ�ܷ��S�����Ή���D���D��׃����й©������ҪĿ�ģ��M����ԇ��о���
�D1 ����ˢʽ�ܷ��ԭ��ʾ��
����ˢʽ�ܷ�����췽��
�������^�{�аl�F��ˢʽ�ܷ��������ˇ�Ƽs��ˢʽ�ܷ���ܷ����ܣ�ˢ�z�^�Ŀ�϶�ʼ�ˢ�z�^�ĸ�헳ߴ綼�����@���h�����_���ġ����칤ˇ��Ҫ�Ѓ��
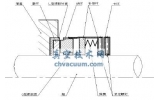
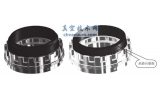
�������b���nj���ُ�õ�һ��ֱ����ˢ�z�����p�@�ڹ��b�ϣ���D2 ��ʾ����ˢ�z�p��һ����ȕr�����b���ϲ���ֱ����1 �� 2mm ���ٽz����������b�ܣ����p�õ�ˢ�z���x�����ٽz�ϡ��ñ����ٰ�ăɶ˰�סˢ�z���������oʹ��׃���Թ̶�ˢ�z���̶�ˢ�z�����g�ؔ�ˢ�z���@�Ӿ�׃���˃ɗl�����ɶ˵�ˢ�z�l�ˡ���ˢ�z�l�����ˢ�C�ȣ���ˢ�z���ɭh�Ρ�������õ�ˢ�h�����A�ȼӹ��õ��S�׃Ȳ��̶�����ø�����Ҫ����ˢ�z���ɶ˼��R��
�D2 ���b��
�������b�����ڽ���ˢ�z���죬��ˇ���Σ����ڼӹ�������ɱ��͡������ڙCе���̶Ȳ��ߣ������˞��`����m�ϴ��������a��
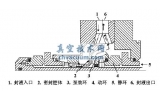
��ˮ����
������ˮ�����������z�C��ˢ�z��������Ҫ��ֱ��������������L�ȵ�ˢ�z�Σ�Ȼ��һ��������ˢ�z������һ�������������ˢ�z�a�R�����M�Ͽڣ�����ˢ���ω������؉K������ˢ�z�|���^�p�������؉K���oˢ�z���p���g϶��ͬ�r��ˢ�z�ṩһ�����µ�����݆�Y����ˢ�z���ֳɴ�Сһ�µ�ˢ�z�������ς��͎���݆�Y�������{��ˢ�z�ܶȣ��Կ���ˢ�z����С��ˢ�z��֮�g���g϶���L݆��ˢ�z������ͬ�r��ˢ�z���r���ˢ�塣�ڝL݆�����£���һ���g϶��ˢ�z��׃���B�m��ˢ�z�ţ���������������ٽz�Ǟ�����һ��ˢ�z������λ������ͬ�r�̶�ˢ�z�����á��ڂ��͎������£��Aˢ݆ʹ��ˢ��׃�β��Aס�����g�����ˢ�z���ɞ�ֱ�lˢ����ֱ�lˢ�����ˢ�C�Ⱦ��ɭh�ͣ���ˢ�C���Ԍ�ˢ�l��ˢ�z���Ȼ�ˢ�z��ǰ�����ɭh�Ρ���ˢ�z���ȕr���Ȟ���y����ˢʽ�ܷ�����죬��ˢ�z��ǰ����Ƴɶ���ˢʽ�ܷ⡣��Ì��h��ˢ����Aˢ��Ȳ��̶���ԓ�������c: �Cе���̶ȸߣ�ˢ�zֱ���cˢ�z�ܼ��Ⱦ����{�������m�ϴ�Ҏģ���a����ˮ�����Cе���̶ȸߣ�ˢ�zֱ���cˢ�z�ܼ��Ⱦ����{�����m�ϴ�Ҏģ���a����������Ҫ�Aˢ����Σ���ˊAˢ�����쾫��Ҫ��ߡ�
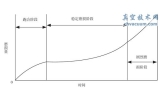
����ͨ�^�{��ˢʽ�ܷ�ӹ����췽���������˶���ˢʽ�ܷ��ԇ�����_���˼ӹ�Ҫ�������ƵČ���_���ό�����ˢʽ�ܷ��ԇ���M�����o�B�̈́ӑB�ܷ�����ԇͨ�^й©���S����( ���D��) ��׃��Ҏ�ɣ��ó�����ˢʽ�ܷ��o�B�ܷ�̈́ӑB�ܷ����Է����A�ڣ���M���ܷ�Ҫ�����ƏV�����H�����С�
������ԇ���M��̎�������c�īI�������N��ܷ�ԇ�ֵ�M�Ќ��ȣ��ó�����ˢʽ�ܷ⃞�ڳ�Ҏˢʽ�ܷ��4 �X�Ԍm�ܷ�ĽYՓ��